1
Пзобретение относится к оборудованию для механической обработки изделий из полимерных материалов и предназначено для удаления облоя с кольцевых формованных изделий.
Известно устройство для удаления облОя с резиновых колец, содержащее синхронно работающие механизмы подачи, ориентации и удаления облоя. Удаление облоя производится одновременно с внутренней и наружной поверхностей изделия неподвижными инструментами l . .
Недостатком данного устройства является то, что удаление облоя можно производить с колец достаточно больших диаметров, внутри которых можно помещать обрабатывающие инструменты.
Известен станок для удаления облоя с кольцевых формованных изделий, содержащий смонтированные на станине накопитель с лотком для подачи заготовок к многопозиционной
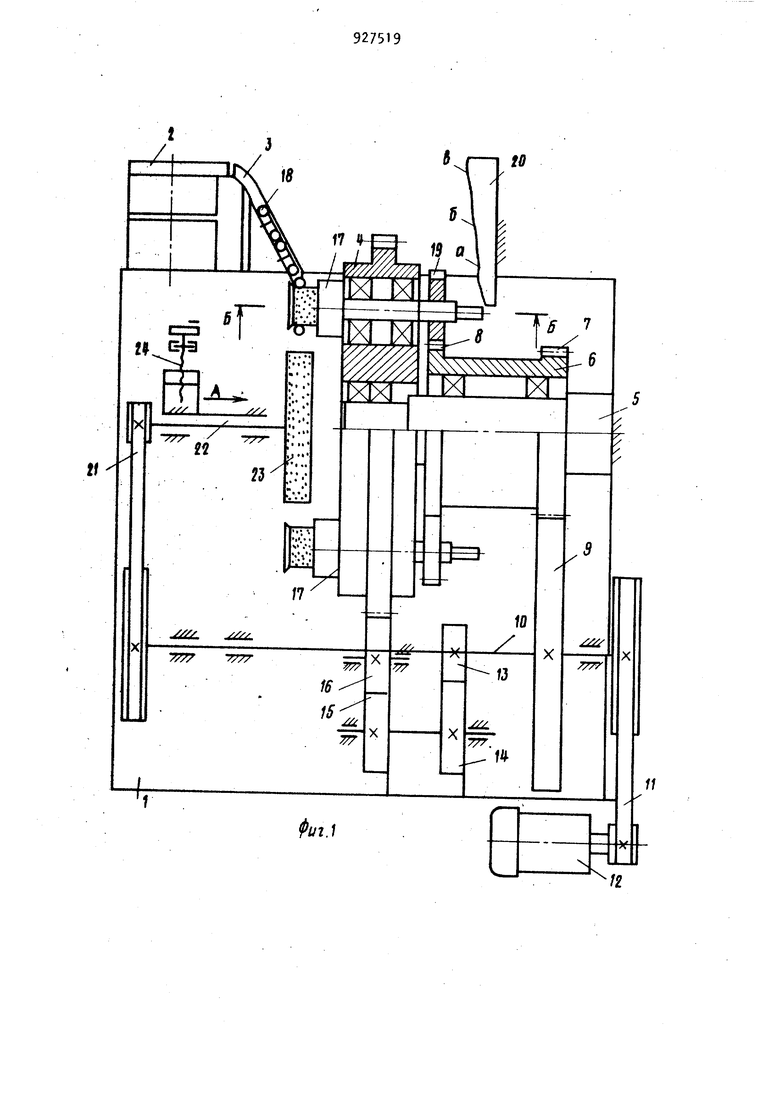
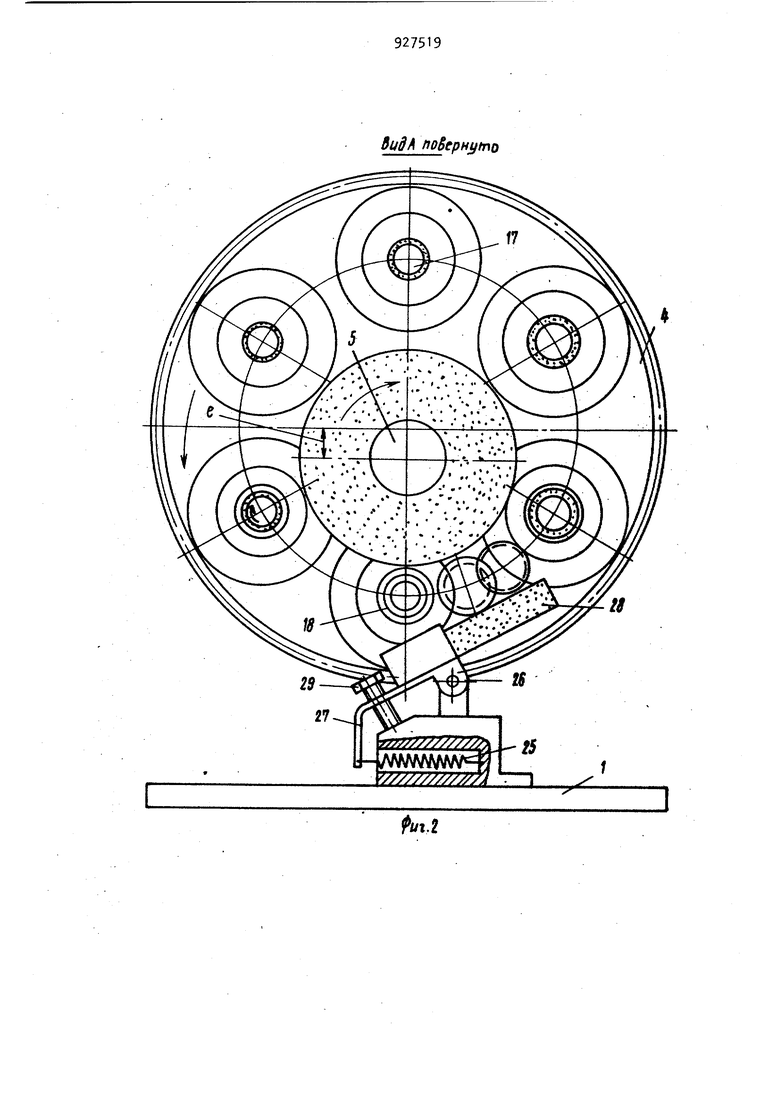
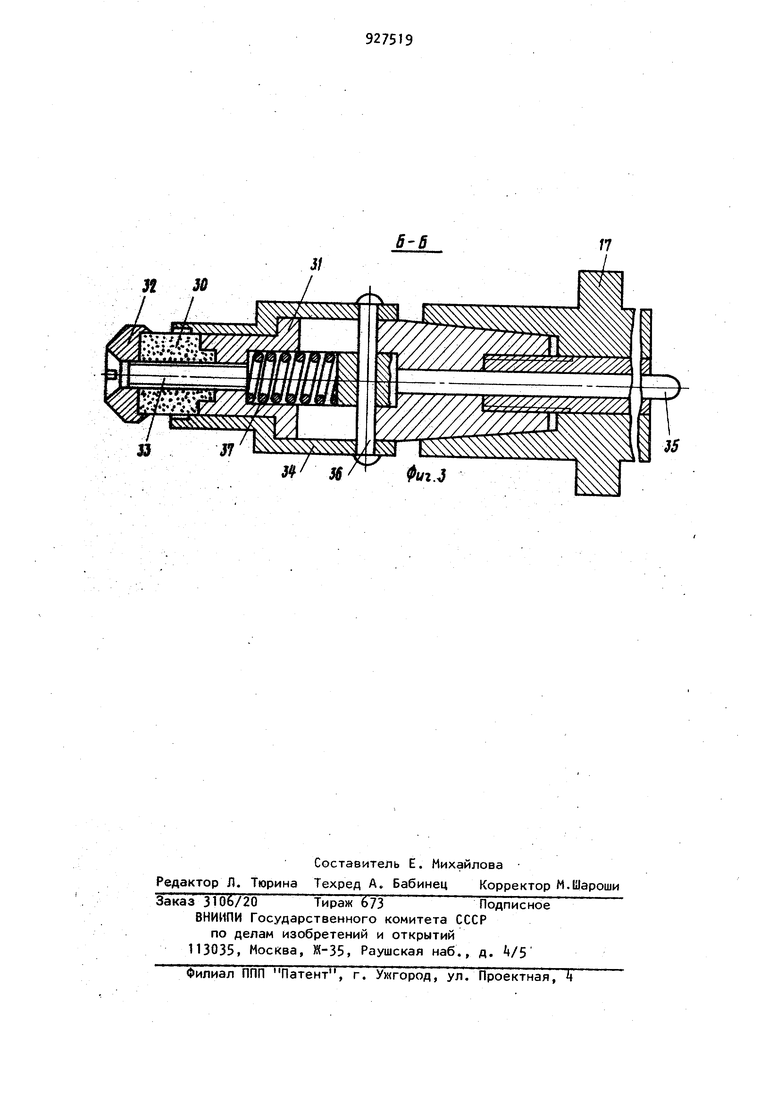
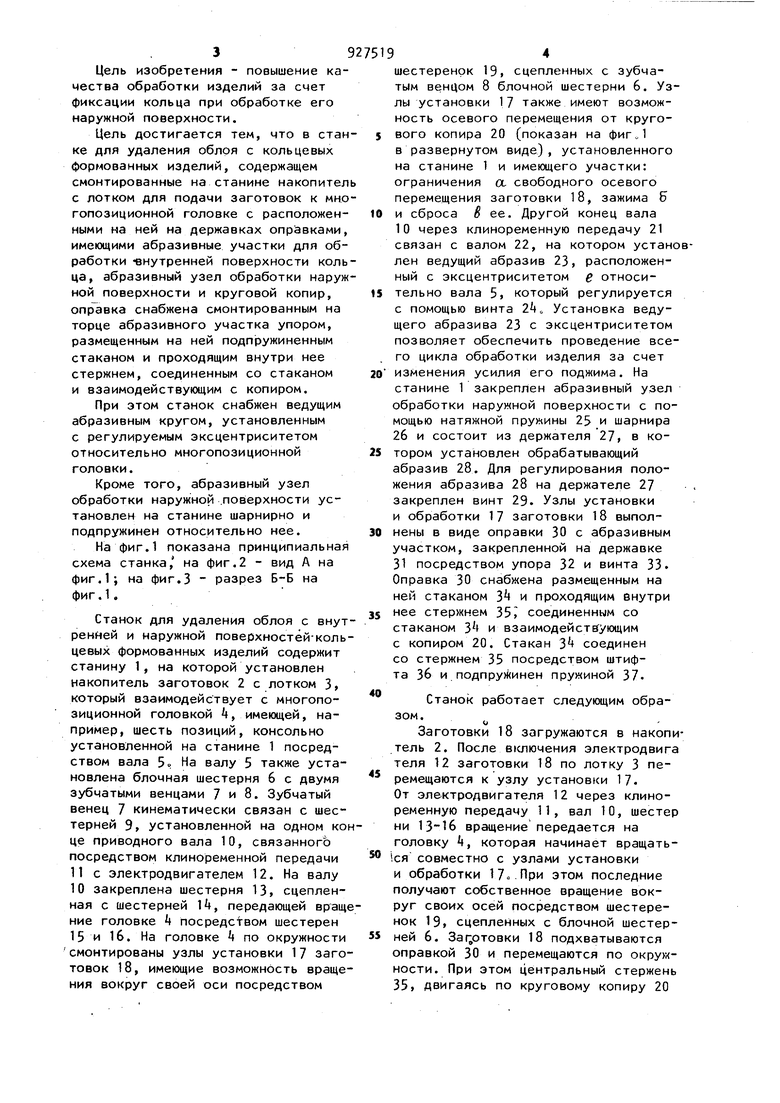
головке с расположенными на ней на державках оправками, имеющими абразивные участки для обработки внутренней поверхности кольца, абразивный узел обработки наружной поверхности и круговой копир iz. Недостаток данного станка-автомата заключается в том, что при обработке наружной поверхности кольца возможно выворачивание кольца в момент установки с натягом на рифленную поверхность оправки, а результат те чего слой не обрабатывается полностью, а также происходит неравномерная зашлифовка поверхности, что снижает качество изделий. Другим недостаткам является наличие несколЬ ких рабочих движений исполнительных механизмов, в частности привода для разжимных губок, рабочие перемещения -абразивных камней для обработки внутренней и наружной поверхностей, что в свою oчepe : снижает надежность работы станка. 3 Цель изобретения - повышение качества обработки изделий за счет фиксации кольца при обработке его наружной поверхности. Цель достигается тем, что в стан ке для удаления облря с кольцевых формованных изделий, содержащем смонтированные на станине накопител с лотком для подачи заготовок к мно гопозиционной головке с расположенными на ней на державках опр&вками имеющими абразивные участки для обработки -внутренней поверхности коль ца, абразивный узел обработки наруж ной поверхности и круговой копир, оправка снабжена смонтированным на торце абразивного участка упором, размещенным на ней подпружиненным стаканом и проходящим внутри нее стержнем, соединенным со стаканом и взаимодействующим с копиром. При этом станок снабжен ведущим абразивным кругом, установленным с регулируемым эксцентриситетом относительно многопозиционной головки. Кроме того, абразивный узел обработки наружной .поверхности установлен на станине шарнирно и подпружинен относительно нее. На фиг.1 показана принципиальна схема станка, на фиг.2 - вид А на фиг.1; на фиг.З разрез Б-Б на фиг.1. Станок для удаления облоя с внут ренней и наружной поверхностей-коль цевых формованных изделий содержит станину 1, на которой установлен накопитель заготовок 2 с лотком 3 который взаимодействует с многопозиционной головкой 4, имеющей, например, шесть позиций, консольно установленной на станине 1 посредством вала 5о На валу 5 также установлена блочная шестерня 6 с двумя зубчатыми венцами 7 и 8. Зубчатый венец 7 кинематически связан с шестерней 9, установленной на одном ко це приводного вала 10, связанного посредством клиноременной передачи П с электродвигателем 12. На валу 10 закреплена шестерня 13, сцепленная с шестерней I, передающей вращ ние головке t пocpeдctвoм шестерен 15 и 16. На головке по окружности смонтированы узлы установки 17 заго товок 18, имеющие возможность враще ния вокруг своей оси посредством 4 шестеренок 19, сцепленных с зубчатым венцом 8 блочной шестерни 6. Узлы установки 17 также имеют возможность осевого перемещения от кругового копира 20 (показан на фиГо1 в развернутом виде), установленного на станине 1 и имеющего участки: ограничения о. свободного осевого перемещения заготовки 18, зажима Б и сброса S ее. Другой конец вала 10 через клиноременную передачу 21 связан с валом 22, на котором установлен ведущий абразив 23, расположенный с эксцентриситетом е относительно вала 5, который регулируется с помощью винта Установка ведущего абразива 23 с эксцентриситетом позволяет обеспечить проведение всего цикла обработки изделия за счет изменения усилия его поджима. На станине 1 закреплен абразивный узел обработки наружной поверхности с помощью натяжной пружины 25 и шарнира 2б и состоит из держателя 27, в котором установлен обрабатывающий абразив 28. Для регулирования положения абразива 28 на держателе 27 закреплен винт 29. Узлы установки и обработки 17 заготовки 18 выполнены в виде оправки 30 с абразивным участком, закрепленной на державке 31 посредством упора 32 и винта 33. Оправка 30 снабжена размещенным на ней стаканом 3 и проходящим внутри нее стержнем 35 соединенным со стаканом 3 и взаимодейств ующим с копиром 20. Стакан 3 соединен со стержнем 35 посредством штифта 36 и подпру)йинен пружиной 37. Станок работает следующим образом. Заготовки 18 загружаются в накопитель 2. После В1слючения электродвига теля 12 заготовки 18 по лотку 3 перемещаются к узлу установки 17. От электродвигателя 12 через клиноременную передачу П, вал 10, шестер ни вращение передается на головку , которая начинает вращать1ся совместно с узлами установки и обработки 17.. При этом последние получают собственное вращение вокруг своих осей посредством шестеренок 19 сцепленных с блочной шестерней 6. Заготовки 18 подхватываются оправкой 30 и перемещаются по окружности. При этом центральный стержень 35, двигаясь по круговому копиру 20 перемещает стакан к заготовке 18, не зажимая ее. При дальнейшем вращении головки k заготовка 18, свободно находящаяся на оправке 30 подходит к ведущему абразиву 23, который притормаживает по наружной поверхности заготовку 18 и прижима ее в радиальном направлении к абра зивной оправке 30, которая обрабатывает внутреннюю поверхность. Пос ле этого при дальнейшем вращении головки стакан 3 прижимает в осевом направлении заготовку 18 к упору 32, происходит совместное вращение оправки 30 и заготовки 18 которая проходит по обрабатывающем абразиву 28, При этом снимается об с наружной поверхности заготовки 18. Затем она сбрасывается с абразивной оправки 30 с помощью стакана 3. Далее цикл обработки заготовки 18 повторяется на позиции головки k, Таким образом, использование предлагаемого станка по сравнению с известным позволяет произвести закрепление заготовки на абразив ной оправке с помощью стакана, что исключает возможность перекоса заготовки при обработке наружной поверхности позволяет получить ровную зашлифовку по поверхности и что практически устраняет брак, а также отпадает необходимость иметь несколько приводов. Формула изобретения 1 . Станок для удаления облоя с кольцевых формованных изделий, содержащий смонтированные на станине накопитель с лотком для подачи заготовок к многопозиционной головке с расположенными на ней на державках оправками, имеющими абразивные участки для обработки внутренней поверхности кольца, абразивный узел обработки наружной поверхности и круговой копир, отличающийся тем, что, с целью повышения качества обработки изделий за счет фиксации кольца при обработке его наружной поверхности, оправка снабжена смонтированным на торце абразивного участка упором, размещенным на ней подпружиненным стаканом и проходящим внутри нее стержнем, соединенный со стаканом и взаимодействующим с копиром. 2.Станок по п. 1, о т л и ч а ющ и и с я тем, что,он снабжен ведущим абразивным кругом, установленным с регулируемым эксцентриситетом относительно многопозйционной головки о 3.Станок ПОП.1, отличающийся тем, что абразивный узел обработки наружной поверхности установлен на станине шарнирно и подпружинен Относительно нее. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. В 29 Н 3/06, 1963. 2.Производстюэ-шин, резинотехнических V) асбестотехнических изделий. ЦНИИТЭнефтехим, М., 1977, № Ц, с.29, рис. (прототип).
Вид А noSfpHiftno
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1971 |
|
SU446398A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Способ шлифования зубчатых колес на зуборезном стайке | 1937 |
|
SU64190A1 |
| Устройство для удаления облоя с изделия | 1985 |
|
SU1348193A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Станок для удаления облоя с внутренней и наружной поверхностей кольцевых формованных изделий | 1977 |
|
SU680892A1 |
| Станок для обработки поверхностей изделий,имеющих форму тел вращения | 1979 |
|
SU861077A1 |
| Станок для ротационного выдавливания полых изделий | 1990 |
|
SU1804359A3 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| МНОГОШПИНДЕЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК | 1970 |
|
SU279935A1 |