Изобретение может быть использовано в различных областях техники при изготовлении довольно широкой номенклатуры элементов трубчатой формы, в частности, складных воронок, переходников с одного диаметра на другой, распылителей, раструбов (для огнетушителей и т.п.), сопел, конфузоров, диффузоров, аэродинамических и иных насадок.
Цель изобретения - реализация возможности изготовления широкой номенклатуры элементов трубчатой формы, различающихся законом изменения диаметра поперечного сечения и повышение удобств при использовании.
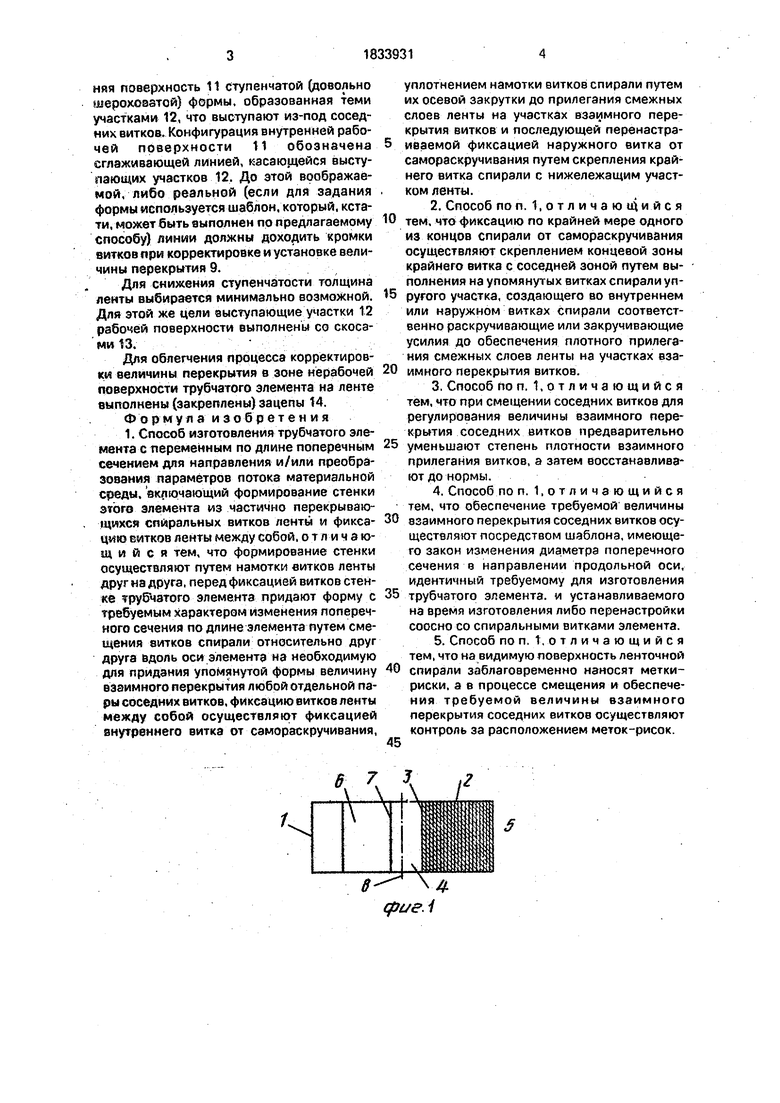
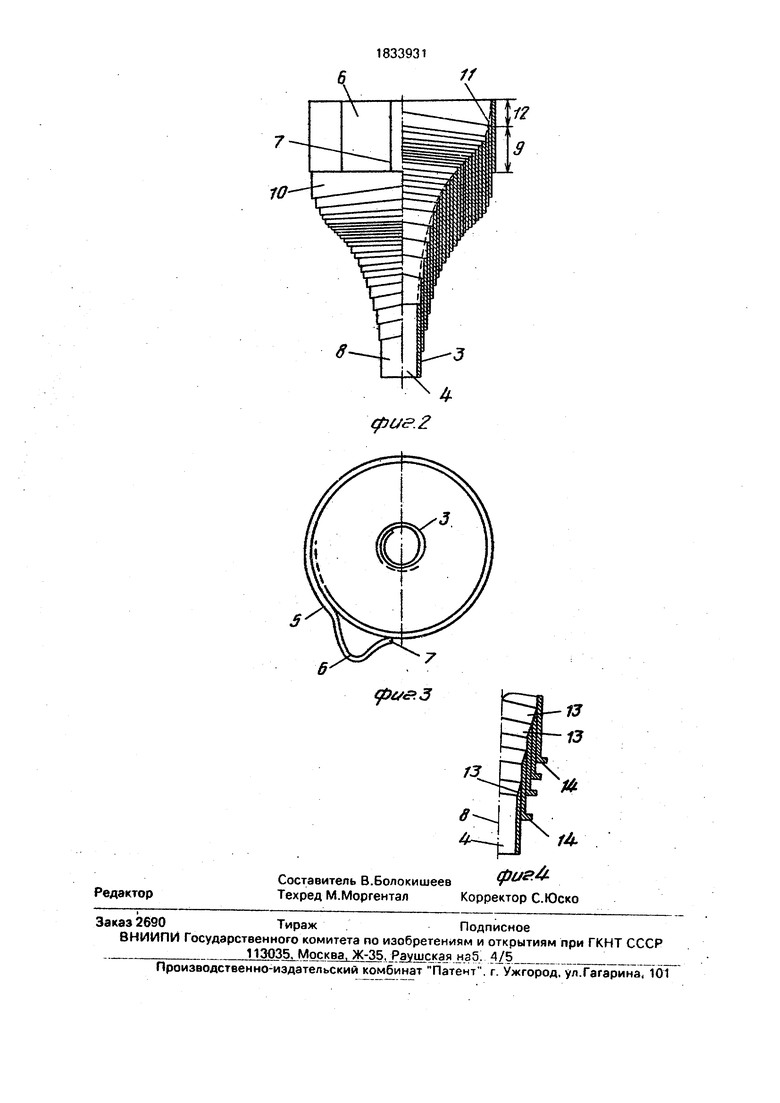
На фиг, 1 представлен рулончик ленты, из которой изготавливается трубчатый элемент или иного назначения, на фиг. 2 и 3 - схематическое изображение предлагаемого трубчатого элемента, в частности, складывающейся воронки для налива жидкостей: на фиг. А детализируют некоторые особенности этого элемента.
В проиолюстрированном варианте рулончик 1 ленты 2 имеет нераскручивающийся (к примеру, за счет склейки, спайки с соседним витком) внутренний виток 3, образующий выходное окно 4 воронки. Внешний виток 5(его конечная часть) оформлен в виде пружинящего участка (гофра) б и его конец 7 скреплен с нижележащим участком ленты. Этот виток с гофром б выполняет функции стягивающего хомута, осуществляющего перенастраиваемую фиксацию витков от самораскручивания.
Для получения из рулончика 1 воронки , нажатием на пружинящий гофр б ослабляют фиксацию закрутки витков. Приложением вдоль продольной оси 3 растягивающего усилия к зоне внутреннего 3 и наружного 5 витков рулончик превращают в винтовую спираль требуемой длины.
Контроль м коррекцию перекрытия 9 каждой отдельной пары соседних витков осуществляют по меткам-рискам 10.
Рабочей поверхностью данного трубчатого элемента (воронки) является пнутрен(/
С
ы
°Й ;ю
OJ
няя поверхность 11 ступенчатой (довольно шероховатой) фермы, образованная теми участками 12, что выступают из-под соседних витков. Конфигурация внутренней рабочей поверхности 11 обозначена сглаживающей линией, касающейся выступающих участков .12, До этой воображаемой, либо реальной (если для задания формы используется шаблон, который, кстати, может быть выполнен по предлагаемому способу) линии должны доходить кромки витков при корректировке и установке величины перекрытия 9.
Для снижения ступенчатости толщина ленты выбирается минимально возможной. Для этой же цели выступающие участки 12 рабочей поверхности выполнены со скосами 13.
Для облегчения процесса корректировки величины перекрытия в зоне нерабочей поверхности трубчатого элемента на ленте выполнены (закреплены) зацепы 14. Формула изобретения 1. Способ изготовления трубчатого элемента с переменным по длине поперечным сечением для направления и/или преобразования параметров потока материальной среды, включающий формирование стенки этого элемента из частично перекрывающихся спиральных витков ленты и фиксацию БИТКОВ ленты между собой .отличающийся тем, что формирование стенки осуществляют путем намотки витков ленты друг на друга, перед фиксацией витков стенке трубчатого элемента придают форму с требуемым характером изменения поперечного сечения по длине элемента путем смещения витков спирали относительно друг друга вдоль оси элемента на необходимую для придания упомянутой формы величину взаимного перекрытия любой отдельной пары соседних витков, фиксацию витков ленты между собой осуществляют фиксацией внутреннего витка от самораскручивания,
уплотнением намотки витков спирали путем их осевой закрутки до прилегания смежных слоев ленты на участках взаимного перекрытия витков и последующей перенастраиваемой фиксацией наружного витка от самораскручивания путем скрепления крайнего витка спирали с нижележащим участком ленты.
2.Способ по п. 1, отличающийся тем. что фиксацию по крайней мере одного из концов спирали от самораскручивания осуществляют скреплением концевой зоны крайнего витка с соседней зоной путем выполнения на упомянутых витках спирали упругого участка, создающего во внутреннем или наружном витках спирали соответственно раскручивающие или закручивающие усилия до обеспечения плотного прилегания смежных слоев ленты на участках взаимного перекрытия витков.
3.Способ по п. 1, отличающийся тем, что при смещении соседних витков для регулирования величины взаимного перекрытия соседних витков предварительно уменьшают степень плотности взаимного прилегания витков, а затем восстанавливают до нормы.
4.Способ по п. отличающийся тем, что обеспечение требуемой величины взаимного перекрытия соседних витков осуществляют посредством шаблона, имеющего закон изменения диаметра поперечного сечения «з направлении продольной оси, идентичный требуемому для изготовления
5 трубчатого элемента, и устанавливаемого на время изготовления либо перенастройки соосно со спиральными витками элемента.
5.Способ по п. I, отличающийся тем, что на видимую поверхность ленточной спирали заблаговременно наносят метки- риски, а в процессе смещения и обеспечения требуемой величины взаимного перекрытия соседних витков осуществляют контроль за расположением меток-рисок.
0
5
0
5
0
0
5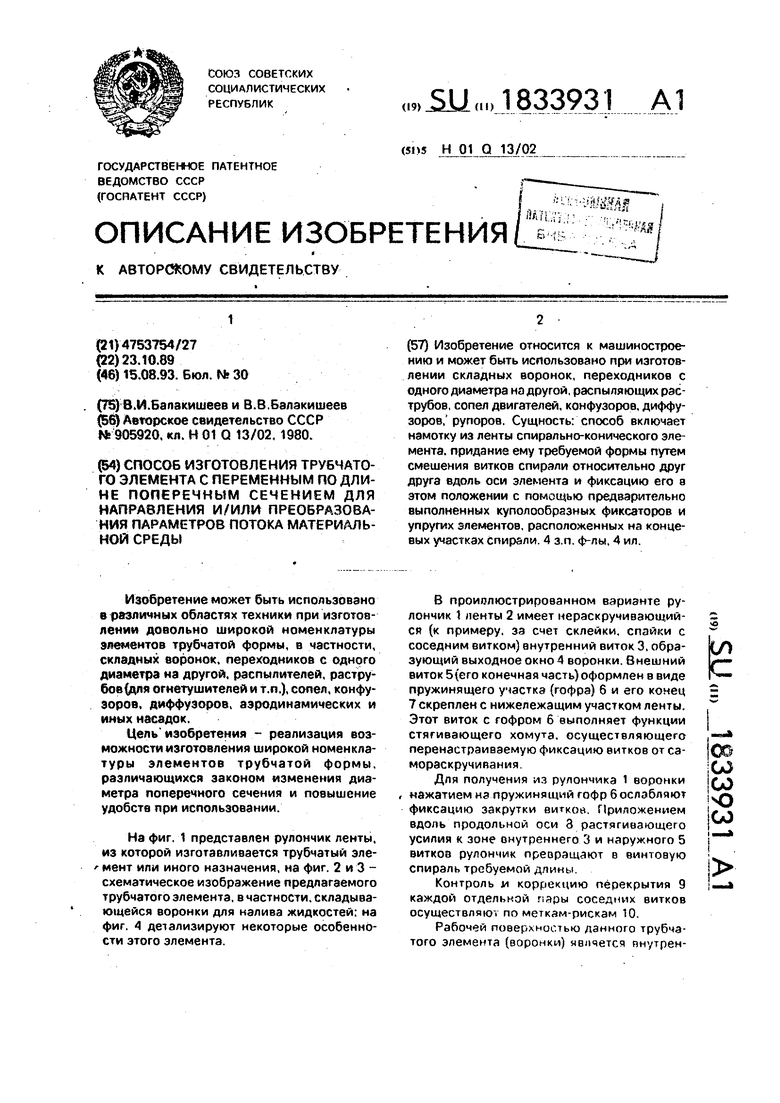
| название | год | авторы | номер документа |
|---|---|---|---|
| Электронагреватель текучей среды | 1990 |
|
SU1750063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2452887C2 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОЙ ДЛИННОПЕРИОДНОЙ ВОЛОКОННОЙ РЕШЕТКИ | 2009 |
|
RU2426158C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| Теплоаккумулирующая насадка утилизатора тепловой энергии и устройство для ее изготовления | 1989 |
|
SU1652761A1 |
| Высокочастотный объемный интегральный модуль и способ его изготовления | 1989 |
|
SU1764195A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| УПЛОТНИТЕЛЬНАЯ ЛЕНТА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ЛЕНТЫ | 2003 |
|
RU2262021C2 |
| РЕГУЛЯРНАЯ РУЛОННАЯ ЛЕНТОЧНО-ВИНТОВАЯ НАСАДКА | 2009 |
|
RU2424052C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении складных воронок, переходников с одного диаметра на другой, распыляющих раструбов, сопел двигателей, конфузоров, диффузоров, рупоров. Сущность: способ включает намотку из ленты спирально-конического элемента, придание ему требуемой формы путем смешения витков спирали относительно друг друга вдоль оси элемента и фиксацию его в этом положении с помощью предварительно выполненных куполообразных фиксаторов и упругих элементов, расположенных на концевых участках спирали. 4 з.п. ф-лы, 4 ил.
W
н ill
Ш Я
I
«
фие. i
| Способ изготовления волноводного спирально-конического ребристого рупора | 1980 |
|
SU905920A1 |
| Насос | 1917 |
|
SU13A1 |
