fpuif
82
40 Н
ы
OS
Изобретение относится к электрохимической обработке по трафарету и может быть использовано в различных отраслях машиностроения при получении отверстий.
Цель изобрегения - повышение точности обработки за счет уменьшения растрав- ливания под трафаретом без усложнения осуществления способа.
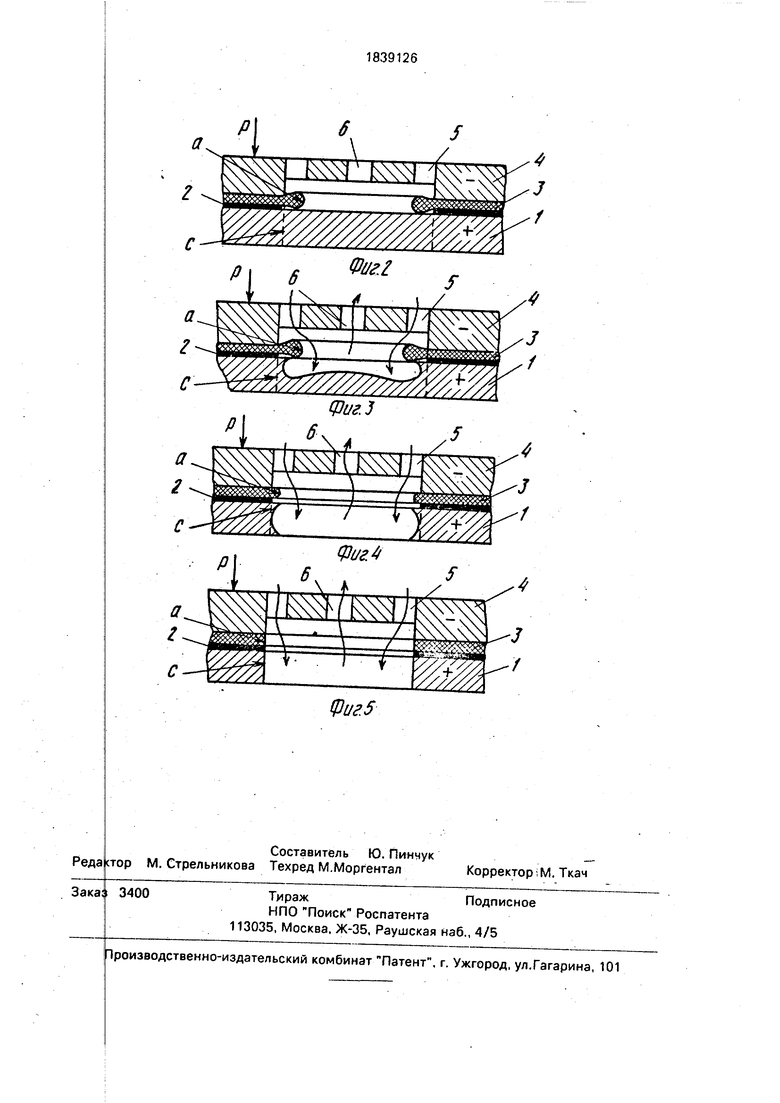
На фиг. 1 показано исходное состояние перед электрохимической обработкой; на фиг. 2 - подготовка к началу электрохимической обработки, когда на электрод приложена нагрузка Р для создания начального перекрытия контура трафарета кромкой эластичного диэлектрического слоя; на фиг. 3 - начальный момент электрохимической обработки, когда в зону межэлектродного зазора подан поток электролита, а на электрод и катод подан технологический ток, определяющий начало электрохимической обработки; на фиг. 4 - промежуточный этап электрохимической обработки; на фиг. 5 - завершающий этап электрохимической обработки.
Способ осуществляют следующим образом.
На обрабатываемую деталь 1 накладывают диэлектрический трафарет 2, определяющий окончательный контур обрабатываемого отверстия (углубления) с, поверх его накладывают (наносят) слой 3 эластичного диэлектрика, контур вырезки в котором подобен окончательному контуру детали. В начальной фазе электрохимической обработки (см. фиг. 3) эластичный диэлектрический слой сжат усилием Р. При этом выжатый эластичный элемент выходит за пределы контура трафарета, образуя по периметру трафарета выпучку (навес), исключая в начальный момент глектрохимиче- ской обработки подтравливание под трафаретом. В дальнейшем по мере электрохимической обработки, а значит, и
по мере увеличения глубины растравливэ- ния углубления в детали давление Р уменьшают, уменьшая величину нависающей части (выпучки) а эластичного диэлектрического слоя 3 над контуром трафарета 2. На
заключительной фазе электрохимической обработки на эластичный диэлектрический слой 3 прикладывают через электрод 4 усилие Р, обеспечивающее такое его состояние, когда контур выпучки а повторяет
контур трафарета 2. В результате обработка ведется по трафарету 2, сглаживая остаточные неровности, образованные предыдущими этапами обработки. Если обработка в промежуточных фазах (фиг. 3 и 4) ведется
посредством прокачки электролита в зону обработки через каналы 5 и б, то на заключительном этгле (фиг. 5) подвод электролита в зону обработки осуществляют через каналы 5, а отвод - через образовавшийся прорыв выемки, обеспечивая сквозную прокачку электролита, что значительно повышает интенсивность электрохимической обработки, обеспечивая отвесную и качественную кромку отверстия.
Способ позволяет уменьшить растрав- ливание под трафаретом, что повышает точность требуемого контура отверстия (углубления), при этом не требуется дополнительных приспособлений и устройств для
его осуществления, что определяет его высокую технологичность.
40
(56) Авторское свидетельство СССР № 1834121, кл. В 23 Н 3/00, 1989.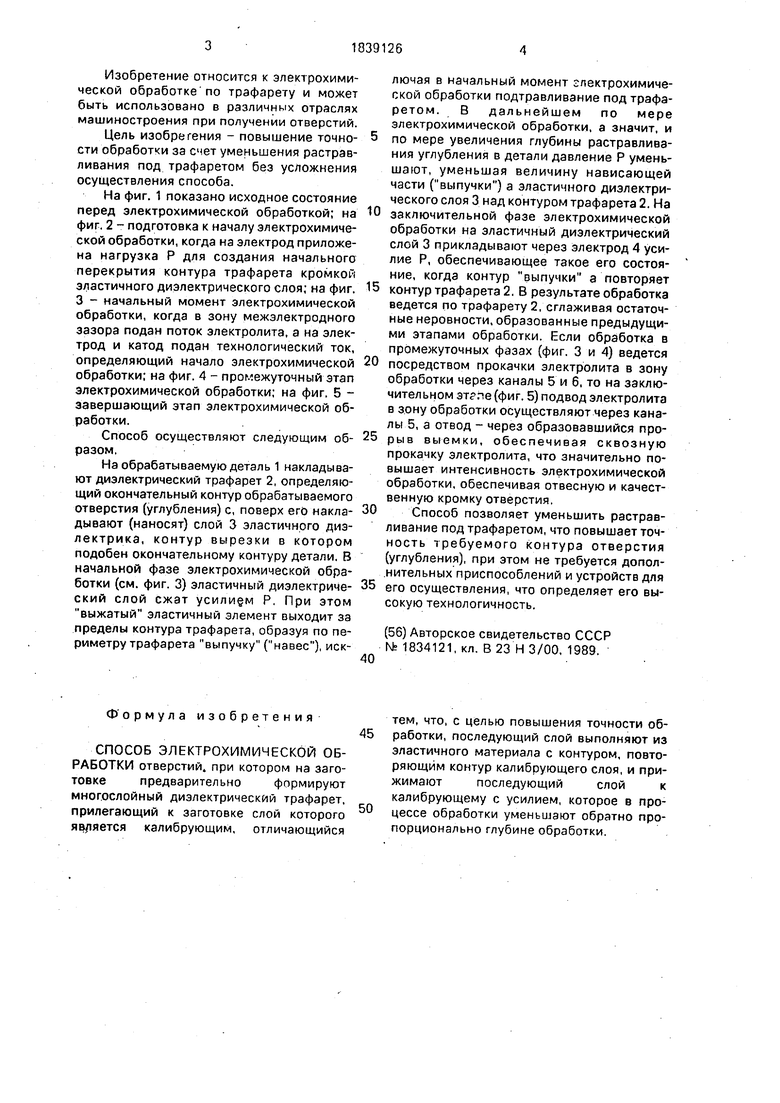
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| Электрод-инструмент | 1974 |
|
SU695796A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИНФОРМАЦИОННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2314367C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПРЕДВАРИТЕЛЬНО ПОЛУЧЕННЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2006 |
|
RU2325250C2 |
Формула изобретения
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ отверстий, при котором на заготовке предварительно формируют многослойный диэлектрический трафарет, прилегающий к заготовке слой которого является калибрующим, отличающийся
тем, что, с целью повышения точности обработки, последующий слой выполняют из эластичного материала с контуром, повторяющим контур калибрующего слоя, и прижимают последующий слой к калибрующему с усилием, которое в процессе обработки уменьшают обратно пропорционально глубине обработки.
шАъ)
V /
iF
Фиг 4
ъ)
/
f
)
/
Т
-/2
Фиг5
