Изобретение относится к области машиностроения, радиоэлектроники и приборостроения. Оно может быть использовано при изготовлении плат печатного монтажа, циферблатов, указателей, текстовых, цифровых и других информационных материалов (схем, карт и др.).
Известен способ электрохимической обработки по катодным диэлектрическим шаблонам металлических материалов, в котором обработка выполняется по всей глубине за счет подвода тока через металлическую заготовку [1]. К недостатку способа относится невозможность обработки участков, электрически не связанных с заготовкой, что исключает использование способа для обработки металлических покрытий на диэлектрических подложках.
Наиболее близким к заявленному изобретению является способ электрохимической обработки металлических покрытий на диэлектриках, в котором на всю обрабатываемую поверхность наносят слой серебра, через который подводят ток ко всем участкам покрытия [2]. Недостатком способа является неравномерность слоя наносимого серебра, утонение слоя металлического покрытия во время обработки участков покрытия, не связанных с токоподводами.
Изобретение направлено на получение требуемой информационной схемы с сохранением толщины металлического покрытия на рабочих участках и с полным удалением металлического покрытия на нерабочих участках заготовки.
Это достигается тем, что в способе электрохимической обработки информационных изделий, включающем нанесение на изделие, состоящее из диэлектрического материала с металлическим покрытием, диэлектрического шаблона, на не защищенные диэлектрическим шаблоном участки металлического покрытия при минимальном зазоре между диэлектрическим шаблоном и токопроводящим инструментом, в который подают поливом электролит, наносят слой металла переменной толщины, с наибольшей толщиной, равной толщине диэлектрического шаблона на его границах, затем меняют полярность на противоположную, увеличивают зазор между диэлектрическим шаблоном и токопроводящим инструментом до верхнего предела, включают прокачку электролита и выполняют съем металлического покрытия и осажденного слоя на участках, не защищенных диэлектрическим шаблоном, до стабилизации тока на уровне, близком к нулевому.
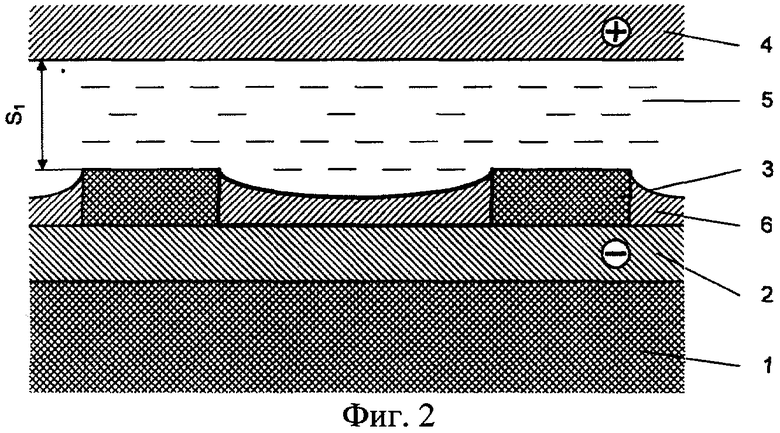
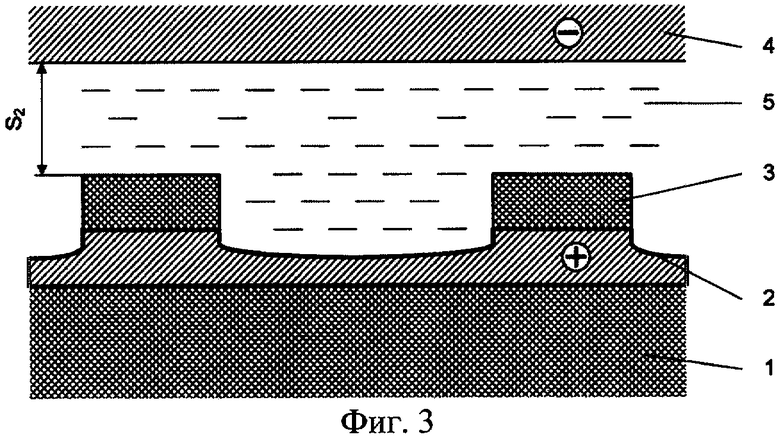
На фигуре 1 показано исходное положение заготовки и инструмента перед обработкой; на фигуре 2 - форма осажденного слоя в конце операции его нанесения; на фигуре 3 - форма получаемого контура в конце периода удаления металлического покрытия и осажденного слоя.
Способ осуществляют следующим образом: на заготовку (фиг.1), состоящую из диэлектрического материала 1 и металлического покрытия 2, неподвижно закрепленного на материале 1, накладывают диэлектрический шаблон 3, повторяющий контуры информационного участка токопроводящего материала покрытия. Толщина шаблона из фотожелатинового слоя составляет 50-80 мкм. На расстоянии рекомендуемого минимального межэлектродного зазора S1 от шаблона 3 устанавливают токопроводящий инструмент 4. Величина S1 для размерной обработки неподвижными электродами составляет 0,1-0,3 мм.
В межэлектродный зазор поливом (фиг.2) подают стандартный электролит 5 для нанесения слоя 6 из того же материала, как и покрытие 2. Подключают ток от источника постоянного тока (на фигуре 2 не показан) по схеме, в которой металлическое покрытие 2 является катодом. Токоподвод к покрытию 2 осуществляют в местах выхода на наружный контур участков шаблона 3. За счет перераспределения электрического поля на границе диэлектрического шаблона 3 плотность тока выше, чем на удаленных от шаблона 3 участках металлического покрытия 2, и происходит неравномерное нанесение слоя 6 с наибольшей толщиной на границах диэлектрического шаблона 3. Скорость наращивания слоя металла регулируют величиной зазора и напряжения, подаваемого на металлическое покрытие 2 и инструмент 4. Для рассматриваемого случая скорость наращивания слоя 6 составляет 1-1,2 мкм/мин. Толщина слоя 6 изменяется в сторону уменьшения по мере удаления от шаблона 3, как показано на фигуре 2. Толщину наносимого слоя 6 контролируют по времени обработки, которое находят как отношение толщины шаблона 3 к скорости наращивания слоя 6.
После достижения слоем 6 толщины шаблона 3 в месте их сопряжения процесс нанесения слоя 6 прекращают, разводят инструмент 4 и заготовку на межэлектродный зазор S2 (фиг.3), включают подачу электролита через зазор S2 со скоростью, которая составляет 1,5-2 м/с. Межэлектродный зазор S2 выбирают около 0,3 мм. Подключают к токоподводам ток, при котором металлическое покрытие 2 и металлический слой 6 являются анодом. За счет увеличения зазора S2 относительно S1 и прокачки электролита электрическое поле на слое 6 выравнивается и начинается достаточно равномерный съем материала со слоя 6 и покрытия 2, что позволяет вначале удалить материал слоя 6 в местах, наиболее удаленных от токоподводов, а на границе контура шаблона 3 съем протекает после очистки участков покрытия 2, которые могли остаться на заготовке. Процесс прекращают после полного удаления участков покрытия 2, не защищенных слоем диэлектрического шаблона 3, что контролируется по величине тока, который стабилизируется на уровне, близком к нулю.
После визуального осмотра обработанной части заготовки шаблон 3 удаляется механически или химическим растворением.
Пример конкретного осуществления способа. На заготовку из стеклопластика с покрытием 2 медью (полученного методом плакирования) толщиной 60±2 мкм фотохимическим методом в соответствии с рекомендациями для минимального межэлектродного зазора [с.33, Смоленцев В.П., Смоленцев Г.П., Садыков З.Б. Электрохимическое маркирование деталей. М.: Машиностроение, 1983. 72 с.] наносят информационную схему печатной платы в форме диэлектрического шаблона 3 толщиной 55±5 мкм. По наружному контуру заготовки на границах выхода участков шаблона 3 устанавливают токоподводы к покрытию 2 (например, их прижимом к неизолированным участкам шаблона 3). Соединяют токоподводы с отрицательным полюсом источника тока, а инструмент 4 - с положительным. Устанавливают зазор S1 в соответствии с рекомендациями для безразмерной обработки неподвижным электродом [с.281, Машиностроение. Энциклопедия. Технологии изготовления деталей машин. Т.III-3/ A.M.Дальский, А.Г.Суслов и др.; Под общ. ред. А.Г.Суслова. М.: Машиностроение, 2000. 840 с.] между шаблоном 3 и инструментом 4 равным 0,1±0,01 мм. Помещают систему, приведенную на фигуре 1, над ванной с возможностью пролива через зазор S1 электролита (в данном случае раствора медного купороса и серной кислоты рн 3-4). Подают электролит, ток с напряжением 5-6 В. Сила тока на амперметре установилась 7-7,2 А. Из опыта нанесения таких покрытий известно, что скорость осаждения меди составляет 0,9-1,1 мкм/мин. Для компенсации роста тока по мере увеличения слоя 6 напряжение снижали до 4,0-4,2 В. Время нанесения слоя 6 составило 57 мин. После отключения тока, полива электролита систему, приведенную на фигуре 1 с нанесенным слоем 6, устанавливают над ванной, увеличивают зазор S2 до 0,3±0,01 мм, подключают к зазору S2 насос ПА-45 и регулируют расходом среднюю скорость прокачки 1,6-1,7 м/с, рекомендованную для обработки с трафаретом [с.21, Смоленцев В.П., Смоленцев Г.П., Садыков З.Б. Электрохимическое маркирование деталей. М.: Машиностроение, 1983. 72 с.]. Изменяют полярность на инструменте 4 (минус) и слое 6 (плюс), подают напряжение 5-6 В и наблюдают за процессом по амперметру, где сила тока в начале процесса составила 200 А, а через 3 минуты снизилась до 2-3 А и стабилизировалась. Заготовка после обработки не имела изолированных от токоподвода необработанных участков, разрывов над шаблоном и соответствовала требованиям отдела технического контроля. Таким образом, поставленная цель достигнута.
Источники информации
1. А.с. №1839126 А1, В23Н 3/00, В23Н 9/06, 1993, Бюл. №48.
2. А.с. №1299719 А1, В23Н 3/08, Н05К 3/18, 1987, Бюл. №12.
3. Смоленцев В.П., Смоленцев Г.П., Садыков З.Б. Электрохимическое маркирование деталей. М.: Машиностроение, 1983. 72 с.
4. Машиностроение. Энциклопедия. Технологии изготовления деталей машин. Т.III-3/ A.M.Дальский, А.Г.Суслов и др.; Под общ. ред. А.Г.Суслова. М.: Машиностроение, 2000. 840 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНА | 2014 |
|
RU2581538C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2581537C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ В СРЕДЕ ЭЛЕКТРОЛИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2537467C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТЕЙ МАТРИЧНОЙ СИМВОЛИКОЙ | 2007 |
|
RU2345872C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОД УПРУГИМ ДИЭЛЕКТРИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ | 2012 |
|
RU2542216C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
Изобретение относится к области машиностроения, радиоэлектроники и приборостроения и может быть использовано при изготовлении плат печатного монтажа, циферблатов, указателей, текстовых, цифровых и других информационных материалов (схем, карт и др.). Способ включает нанесение на изделие, состоящее из диэлектрического материала с металлическим покрытием, диэлектрического шаблона, при этом на не защищенные диэлектрическим шаблоном участки металлического покрытия при минимальном зазоре между диэлектрическим шаблоном и токопроводящим инструментом, в который подают поливом электролит, наносят слой металла переменной толщины, с наибольшей толщиной, равной толщине диэлектрического шаблона на его границах, затем меняют полярность на противоположную, увеличивают зазор между диэлектрическим шаблоном и токопроводящим инструментом до верхнего предела, включают прокачку электролита и выполняют съем металлического покрытия и осажденного слоя на участках, незащищенных диэлектрическим шаблоном, до стабилизации тока на уровне, близком к нулевому. Изобретение позволяет получить требуемую информационной схему с сохранением толщины металлического покрытия на нерабочих участках и с полным удалением металлического покрытия на нерабочих участках заготовки. 3 ил.
Способ электрохимической обработки информационных изделий, включающий нанесение на изделие, состоящее из диэлектрического материала с металлическим покрытием, диэлектрического шаблона, при этом на незащищенные диэлектрическим шаблоном участки металлического покрытия при минимальном зазоре между диэлектрическим шаблоном и токопроводящим инструментом, в который подают поливом электролит, наносят слой металла переменной толщины, с наибольшей толщиной, равной толщине диэлектрического шаблона на его границах, затем меняют полярность на противоположную, увеличивают зазор между диэлектрическим шаблоном и токопроводящим инструментом до верхнего предела, включают прокачку электролита и выполняют съем металлического покрытия и осажденного слоя на участках, незащищенных диэлектрическим шаблоном, до стабилизации тока на уровне близком к нулевому.
| SU 1299719 A1, 30.03.1987 | |||
| СПОСОБ ФОРМИРОВАНИЯ ФОТОЛИТОГРАФИЧЕСКОГО РИСУНКА В ПЛЕНКЕ ДВУОКИСИ КРЕМНИЯ НА РЕЛЬЕФНОЙ ПОВЕРХНОСТИ КРЕМНИЕВОЙ ПЛАСТИНЫ | 1993 |
|
RU2111576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОЙ МИКРОСХЕМЫ | 1989 |
|
SU1816170A1 |
| Способ изготовления микросхем | 1985 |
|
SU1455399A1 |
| JP 59143320 A, 16.08.1984. | |||

