В известных редукционных трубопрокатных станах применяется индивидуальный электрический привод валков клетей с помощью механических дифференциалов. Для настройки таких станов по скорости необходимо сложное электрооборудование для исключения динамического падения скоростей при захвате трубы последовательно в каждую клеть с индивидуальным электроприводом. Применяется также групповой привод валков от общего для всего стана электродвигателя. Однако такое выполнение привода стана пе обеспечивает гибкой настройки стана по скорости.
Предлагаемый редукционный стан отличается от указанных тем, что дифференциал каждого валка получает дополнительно вращение от индивидуальных для каждой клети регулируемых двигателей настройки. Это повышает гибкость и точность настройки стана по скорости.
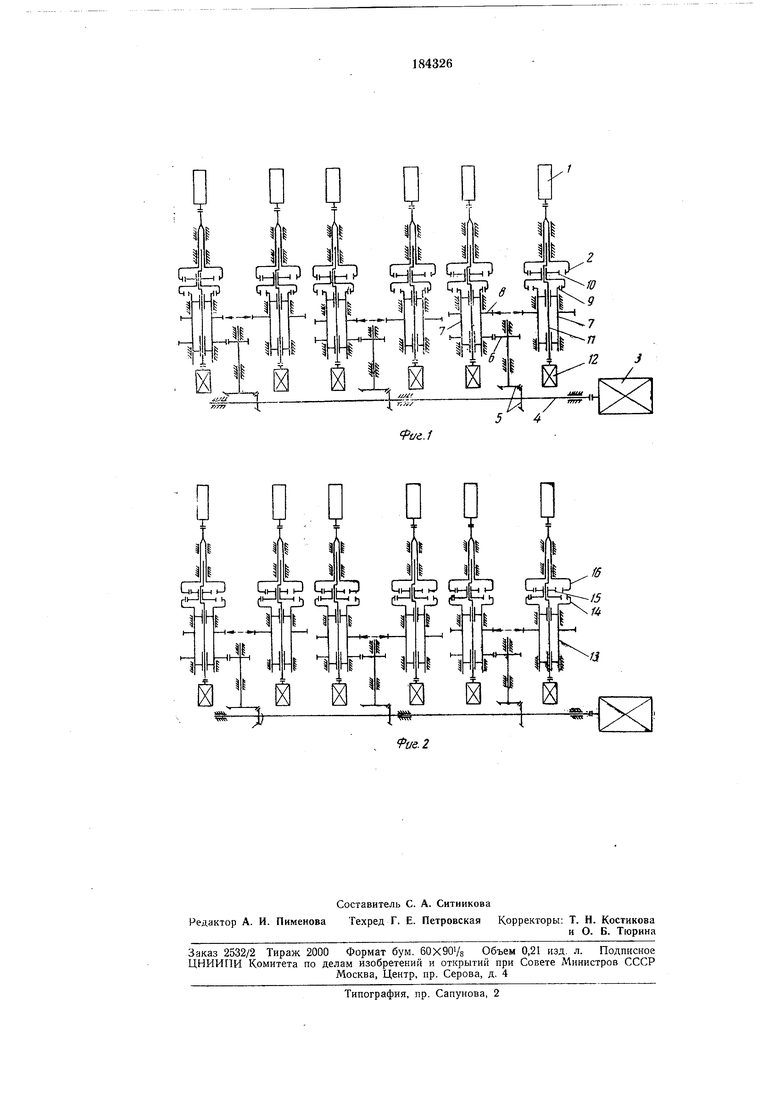
На фиг. 1 и 2 изображены два варианта выполнения привода описываемого редукционного стана с различными дифференциалами.
Валки рабочей клети 1 вращаются с помощью центрального зубчатого колеса 2 с внутренним зацеплением. Колесам 2 всех дифференциалов передается от главного двигателя 3 основная скорость вращения. От двигателя ,9 через распределительный вал 4
на каждую пару соседних дифференциалов подводится через коническую передачу 5 и цилиндрическую 6 крутящий момент. Указанный крутящий момент передается через втулку одного из дифференциалов, втулка второго дифференциала получает вращение через цилиндрическое зацепление 8.
В данной кинематической схеме втулка 7 каждого дифференциала несет центральное
зубчатое колесо 9 нарул ного зацепления, которое один сателлит 10, находящийся в зацеплении с колесами, Сателлит 10 свободно вращается на эксцентрично располо}кенной щейке вала //. Вал 11 канадого дифференцлала вращается с помощью индивидуальных электродвигателей 1.2 небольщой мощности. Таким образом, центральные колеса 2 каждого дифференциала (а следовательно, и валки рабочих клетей) получают
дополнительные скорости вращения от индивидуальных электродвигателей 12 - двигателей настройки.
В редукционном стане (см. фиг. 2) прнменен дифференциал несколько другой конструкции.
Сателлит / находится в зацеплении только с центральным коле.сом 14 внутреннего зацепления. Вращение сателлиту 13 вокруг собственной оси передается от втулки 15 диффебочкообразным зубом, способным передавать большие крзтящне моменты при углах перекоса до 3-4°.
В редукционном стане (см. фиг. 2) втулка дифференциала несет центральные колеса 14 с внутренним зацеплением. Сателлит 15 находится в зацеплении с центральными колесами 14 и 16.
В данных кинематических схемах может быть также использован дифференциал типа K.-H-V как наиболее простой и небольших диаметральных габаритов. Могут быть также использованы дифференциалы других типов.
При питании двигателей настройки от источника постоянного тока (система генератор- двигатель или др.) можно менять скорости их вращения группой, путем изменения напряжения в цепи якоря, и индивидуально.
меняя напряжение на обмотках возбуждения. Главный двигатель может быть и постоянной скорости вращения, но в этом случае диапазон регулирования скоростей валков у клетей будет значительно ниже.
Предмет изобретения
Редукционный трубопрокатный стан с приводом валков клетей через индивидуальные дифференциалы от общего для всего стана регулируемого главного двигателя, отличающийся тем, что, с целью повыщения гибкости и точности настройки стана по скорости, дифференциал каждого валка получает дополнительно вращение от индивидуальных для каждой клети регулируемых двигателей настройки.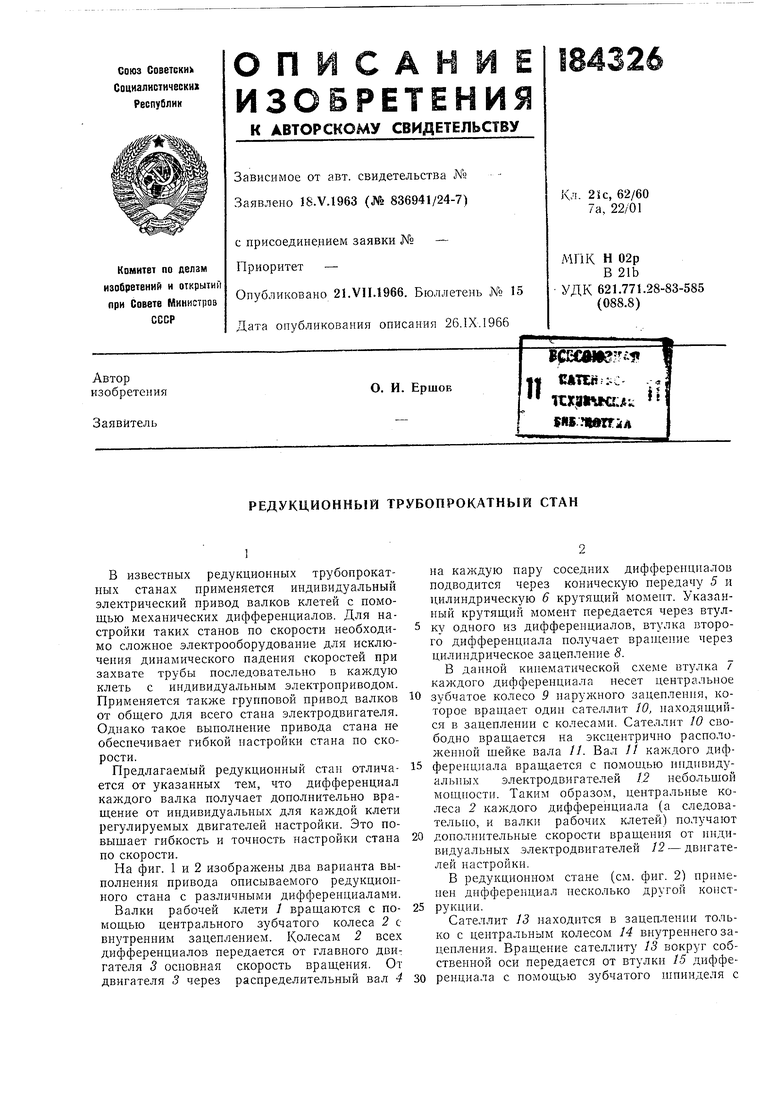
| название | год | авторы | номер документа |
|---|---|---|---|
| Редукционный стан | 1971 |
|
SU1607986A1 |
| Групповой привод непрерывного прокатного стана | 1966 |
|
SU237084A1 |
| Редукционный стан | 1966 |
|
SU495106A1 |
| Дифференциально-групповой привод непрерывного прокатного стана | 1977 |
|
SU753506A1 |
| Привод перемещения клети стана холодной прокатки труб | 1989 |
|
SU1720767A1 |
| ДИФФЕРЕНЦИАЛЬНО-ГРУППОВОЙ ПРИВОД РЕДУКЦИОННОГОСТАНА | 1966 |
|
SU188460A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU686789A1 |
| Дифференциально-групповой привод редукционного стана | 1976 |
|
SU662171A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1144739A1 |