1
Изобретение относится к трубопрокатному производству, в частности, к усовершенствованию рабочей клети стана холодной прокатки труб.
Известна клеть стана холодной прокатки труб с вращающимся корпусом и с двумя диаметрально расположенными калибрами, каждый из которых образован парой валков, имеющих зубчатый привод их вращения 1.
Производительность такой клети ограничена возможностью прокатки труб в одну сторону тапько в одну нитку.
Наиболее близким техническим рещением к предлагаемому изобретению является рабочая клеть стана холодной прокатки труб, обеспечивающая многониточную прокатку. Эта клеть имеет станину, корпус, центрально установленный в нем вал, его привод вращения, диаметрально расположенные относительно вала пары валков, образующие две нитки калибров переменного сечения по одну сторону от центрального вала и привод вращения валков, имеющий сидящие на центральном валу конические зубчатые колеса и щесгерни на осях валков 2.
К недостаткам такой клети относятся сложность конструкции вращающегося корпуса клети и пространственного приводного устройства рабочих валков, а также значительное расстояние между ося.ми прокатывае.мых труб. Ввиду необходимости индивидуальной настройки на прокатываемый размер труб, которая, в частности, осуществляется путем сближения или разведения осей рабочих валков пары, все части корпуса, несущие отдельные рабочие валки должны быть взаимно подвижны. Это усложняет конструкцию вращающейся части клети и увеличивает ее размеры и вес. Располо.жение рабочих валков в несколько «ярусов вдоль оси вращения клети влечет такое же многоярусное исполнение и приводных пространственных передаточных механизмов привода рабочих валков, каждый из которых нуждается в самостоятельной подиастройке, вызванной изменением межвалкового расстояния.
Цель изобретения - сокращение времени и упрощение настройки клети на размер.
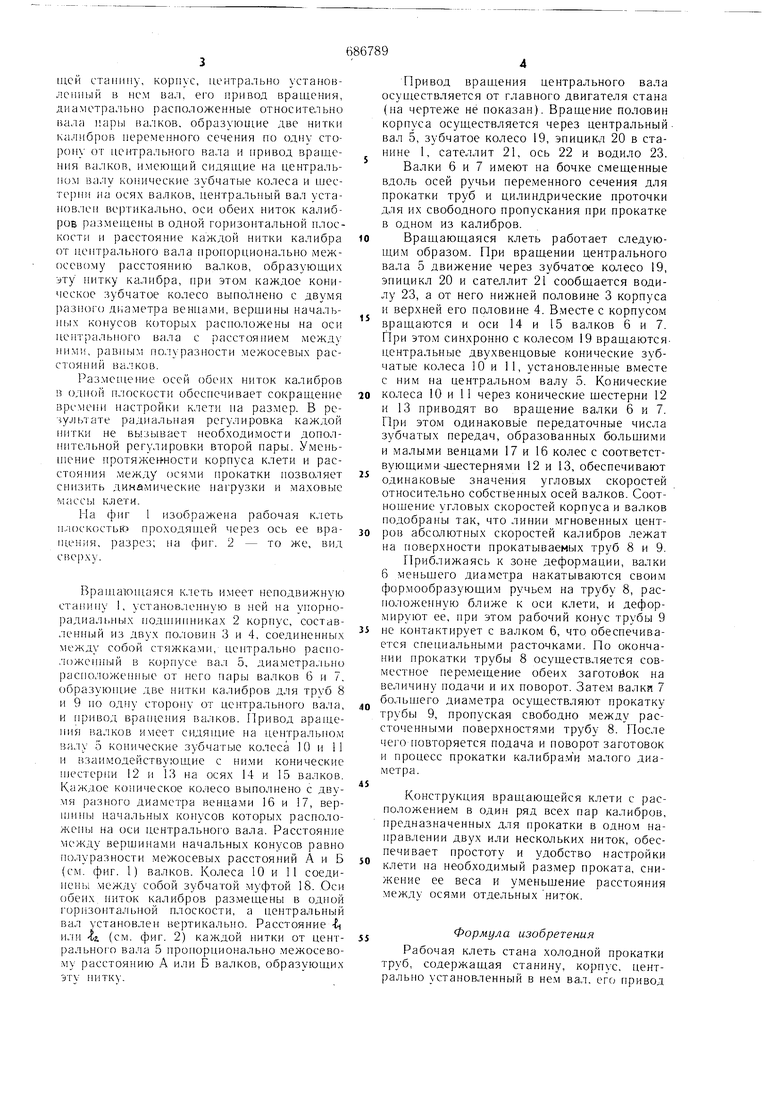
Для достижения этого в предлагаемой клети стана холодной прокатки труб, имеюшеи станину, корпус, центрально установленный в нем ва.п, eio привод вращення, диаметрально расположенные относительно вала пары валков, образующие две нитки калибров переменного сечения по одну сторону от пептральпого вала и привод вращения валков, имеющий сидящие на центральном Ба,лу конические зубчатые колеса и щесте)ни на осях валков, центральный вал установлен вертикально, оси обеих ниток калибров размеплены в одной горизонтальной плоскости и расстояние каждой нитки калибра от центрального вала пропорционально межоссвому расстоянию валков, образующих эту питку калибра, при этом каждое коническое зубчатое колесо выполнено с двумя разного диаметра Езенцами, вершины начальных конусов которых расположены на оси центрального вала с расстоянием между ПИМ1, равпым иолуразности межосевых расстояний валков. Размещение осей обеих ниток калибров в одпой плоскости обеспечивает сокращение времени настройки клети на размер. В резул1зтате радиальная регулировка каждой нитки не вызывает необходимости дополнительной регулировки второй пары. УменьП1ение иротяжеьжости корпуса клети и расстояния между осями прокатки позволяет снизить динамические нагрузки и маховые массы клети. На фиг 1 изображена рабочая клеть ii,;iocKocTbR про.ходяп.ей через ось ее врапрения, разрез; на фиг. 2 - то же, вид сверху. Врап1а1опи1яся к.леть и.меет неподвижную станину 1, установ.ленную в ней на упорнорадиальт 1х ноднжнниках 2 корпус, составленный из двух пОоювин 3 и 4. соединенных между собой стяжкамп, центрально расно. оже1иц11Й в корпусе ва;1 о, диа.метрально расположенные от него пары валков 6 и 7, образуюн ие две нитки калибров для труб 8 и 9 ио одну сторону от центрального ва.ча, и 1ривод вра цения валков. Привод враидеппя валков имеет спдяплне на центральном 5алу 5 конические зубчатые колеса 10 и 11 и взаимодействующие с ними конические HjecTepiin 12 и 13 на осях 14 и 15 валков. Каждое коническое колесо выполнено с двумя разного диаметра венца.ми 16 и 17, верHjHHbi начальных копуеов которых расположены на оси центрально|-о вала. Расстояние между верщинами начальных конусов равно полуразностн межосевы.х расстояний А и Б (см. фиг. 1) валков. Колеса 10 и 11 соедиiieHiii между собой зубчатой муфтой 18. Оси обеи.х питок калибров размещены в одной горизонтальной плоскости, а центральный вал установлен вертикально. Расстояние i и:п1 г. (см. фиг. 2) каждой нитки от центрального вала 5 пропорционально межосевому расстоянию А или Б валков, образующих ЭТУ П1ТКу. Привод вращения центрального вала осуществляется от главного двигателя стана (на чертеже не показан). Вращение половин корпуса осуществляется через центральный вал 5, зубчатое колесо 19, эпицикл 20 в станине 1, сателлит 21, ось 22 и водило 23. Валки 6 и 7 имеют на бочке смещенные вдоль осей ручьи переменного сечения для прокатки труб и цилиндрические нроточки для их свободного пропускания при прокатке в одном из калибров. Вращающаяся клеть работает следующим образом. При вращении центрального вала 5 движение через зубчатое колесо 19, эпицикл 20 и сателлит 21 сообщается водилу 23, а от него нижней половине 3 корпуса и верхней его половине 4. Вместе с корпусом вращаются и оси 14 и 15 валков 6 и 7. При это.м синхронно с колесом 19 вращаютсяцентральные двухвенцовые конические зубчатые колеса 10 и 11, установленные вместе с ним на центральном валу 5. Конические колеса 10 и 11 через конические щестерни 12 и 13 приводят во вращение валки 6 и 7. При этом одинаковые передаточные числа зубчатых передач, образованных больщими и малыми венцами 17 и 16 колес с соответствующими-шестернями 12 и 13, обеспечивают одинаковые значения угловых скоростей относительно собственных осей валков. Соотнощение угловых скоростей корпуса и валков подобраны так, что линии мгновенных центров абсолютных скоростей калибров лежат на поверхности прокатываемых труб 8 и 9. Приближаясь к зоне дефор.мации, валки 6 меньщего диаметра накатываются своим формообразующим ручьем на трубу 8, расположенную ближе к оси клети, и деформируют ее, при этом рабочий конус трубы 9 не контактирует с валком 6, что обеспечивается специальными расточками. По окончании прокатки трубы 8 осуществляется совместное перемещение обеих заготойок на величину подачи и их поворот. Затем валки 7 большего диа.метра осуществляют прокатку трубы 9, пропуская свободно между рассточенными поверхностями трубу 8. После чего повторяется подача и поворот заготовок и процесс прокатки калибрами малого диаметра. Конструкция вращающейся клети с расположением в один ряд всех пар калибров, предназначенных для прокатки в одном направлении двух или нескольких ниток, обеспечивает простоту и удобство настройки клети на необходимый размер проката, снижение ее веса и уменьщение расстояния между осями отдельных ниток. Формула изобретения Рабочая клеть стана холодной прокатки труб, содержащая станину, корпус, центрально установленный в нем вал. его привод
вращения, диаметрально расположенные относительно вала пары валков, образующие две нитки калибров переменного сечения но одну сторону от центрального вала и привод вращения валков, имеющий сидящие на центральном валу конические зубчатЕз1е колеса, и щестерни на осях валков, отличающаяся TeiM, что, с целью сокращения времени и упрощения настройки клети на размер, центральный вал установлен вертикально, оси обеих ниток калибров .размещены в одной горизонтальной плоскости и расстояние каждой нитки калибра от центрального вала пропорционально межосевому расстоянию
валков, образующих эту нитку калибра, при этом каждое коническое зубчатое колесо выполнено с двумя разного диаметра венцами, вершины начальных конусов которых расположены на оси центрального вала с расстоянием между ними, равным полуразности межосевых расстояний валков.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 505416, кл. В 21 В 21/00, 1974.
2.Авторское свидетельство СССР № 550186, кл. В 21 В 21/00, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана периодической прокатки | 1981 |
|
SU980879A1 |
| Клеть стана холодной периодической прокатки | 1977 |
|
SU735340A1 |
| Рабочая клеть многониточного стана холодной прокатки труб | 1971 |
|
SU566639A1 |
| Рабочая клеть стана холодной прокатки труб | 1976 |
|
SU559742A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ ДВУХНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2094140C1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| ТЬХНЛЧЕСКЛЯ .ДйОТЕКА | 1970 |
|
SU273144A1 |
| ПРОКАТНЫЙ СТАН | 2006 |
|
RU2324557C1 |

Фиг.2
