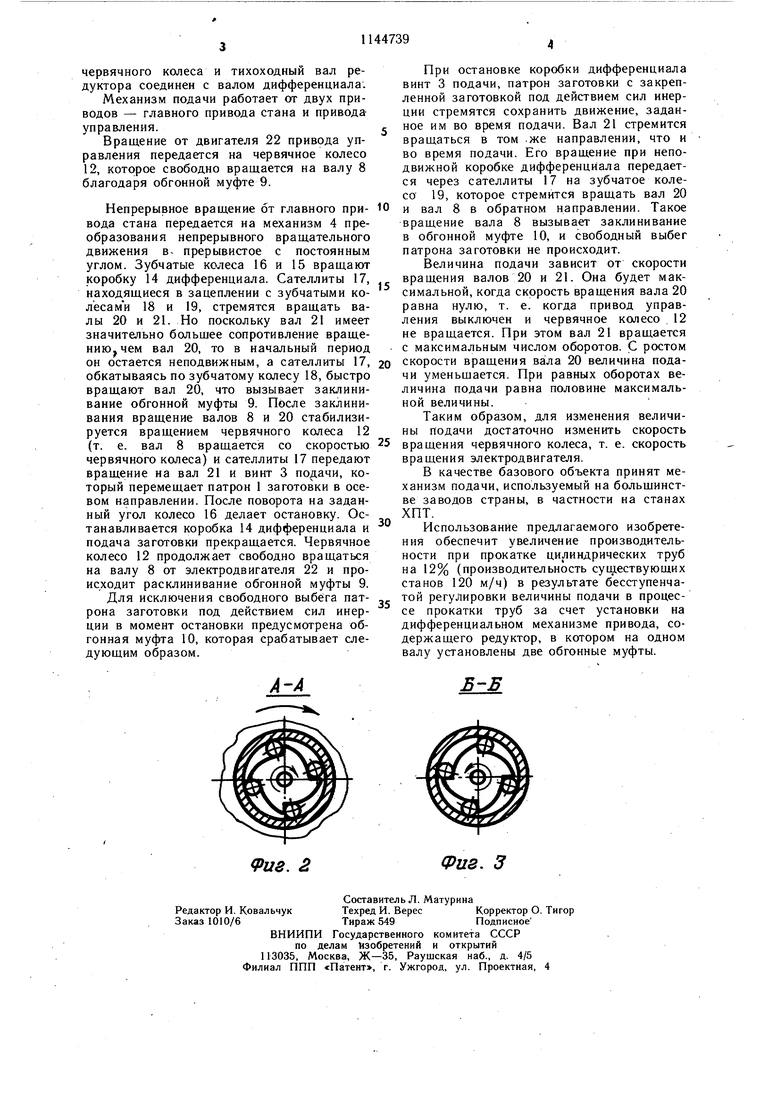
Изобретение относится к трубопрокатному производству, точнеек механизмам подачи станов холодной прокатки, и может быть использовано в станах ХПТ, ХПТР и ХПТК с возвратно-поступательным движением рабочей клети. Известен механизм подачи стана холодной прокатки труб, содержащий патрон заготовки, винтовую пару, винт которой посредством обгонной муфты и рычажнокулачного механизма кинематически связан с кулачковым механизмом, сообщающим ему прерывистое вращение, и регулятор веЛJичины подачи в виде кулисно-рычажного механизма 1. Недостатком -механизма является то, что он дает больщой разброс величины подачи (до 20%) и в процессе прокатки трубы не позволяет непрерывно изменять величину подачи. Больщой разброс величины подачи снижает производительность стана, так как прокатку труб ведут на заниженной подаче с тем, чтобы разброс (выбросы) не выводил ее за максимально допустимую величину и не вызывал налипания металла на оправку. Отсутствие возможности изменять в процессе прокатки трубы (за каждый двойной ход) величину подачи ограничивает технологические возможности стана ХПТК, так как не позволяет вести прокатку труб переменного сечения с криволинейной образующей. Кроме того, прокатка конических труб ведется с заниженной производительностью, так как по мере увеличения диаметра прокатываемой конической трубы линейное смещение металла снижается за счет уменьшения коэффициента вытяжки, а увеличить величину подачи для сохранения линейного смещения не представляется возможным. Наиболее близким по технической сущности к предлагаемому является механизм подачи стана холодной прокатки труб, содержащий патрон заготовки, установленную в нем гайку, взаимодействующий с ней винт подачи, привод прерывистого вращения гайки с зубчатым дифференциалом и связанный с дифференциалом через зубчатую пару привод управления дифференциалом 2. Недостаток известного устройства - ступенчатая регулировка величины подачи, которая не всегда позволяет вести прокатку труб с максимально допустимой подачей (т. е. когда процесс прокатки идет без налипания, растрескивания и других дефектов, обусловленных больщой величиной подачи), так как ее величина может находиться между ступенями и тогда прокатку приходится вести на заниженной подаче. Кроме того, нельзя изменить величину подачи за каждый, двойной ход клети, что ограничивает технологические возможности стана и снижает производительность. Цель изобретения - увеличение производительности стана за счет бесступенчатой регулировки величины подачи в процессе прокатки труб. Поставленная цель достигается тем, что в механизме подачи стана холодной прокатки труб, включающем патрон заготовки, установленную В. нем гайку, взаимодействующий с ней винт подачи, привод прерывистого вращения гайки с зубчатым дифференциалом и связанный с дифференциалом через зубчатую пару привод управления дифференциалом, последний выполнен в виде червячного редуктора и двух обгонных муфт, установленных на общем с щёстерней зубчатой пары валу- одна из которых имеет полумуфту, жестко связанную с корпусом редуктора, а другая - полумуфту, закрепленную на червячном колесе. Предложенный механизм подачи позволяет регулировать подачу в процессе прокатки и надежно катать конические трубы. На фиг. 1 представлена кинематическая схема механизма подачи стана холодной прокатки труб; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Механизм подачи стана холодной прокатки труб содержит патрон 1 заготовки, закрепленную на нем гайку 2, винт 3 подачи, механизм 4 преобразования непрерывного вращения в прерывистое (например, мальтийский механизм), зубчатый дифференциал 5, связанный с ним через зубчатую п-ару 6 и 7 привод управления в виде червячного редуктора, в котором на одном валу 8 установлены две обгонные муфты 9 и 10, одна из которых имеет полумуфту 11, закрепленную на червячном колесе 1, а другое - полумуфту 13, закрепленную на неподвижном корпусе редуктора. Дифференциал содержит установленную на .подщипниках коробку 14 с колесом 15, взаимодействующим с колесом 16 на валу механизма преобразования непрерывного вращения в прерывистое, внутри которой размещены сателлиты 17, находящиеся в зацеплении с зубчатыми колесами 18 и 19, установленными на валах 20 и 21, с помощью которых дифференциал соединен с винтом подачи. Редуктор привода управления получает вращение от двигателя 22 с регулируемой скоростью вращения. Соединение червячного колеса и промежуточного вала через обгонную муфту выполнено так, что червячное колесо не передает вращение от двигателя на промежуточный вал и не позволяет вращаться от главного привода стана с больщей скоростью, чем скорость червячного колеса. Полумуфта, закрепленная на корпусе редуктора, и ее муфта установлены таким образом, что промежуточный вал может вращаться только в направлении вращения
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU529860A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| Подающее устройство стана холодной прокатки труб | 1975 |
|
SU551060A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Подающее устройство станаХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU818683A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU343725A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Распределительно-поворотный механизм стана холодной прокатки труб | 1985 |
|
SU1266584A1 |
| Механизм подачи стана холодной прокатки труб | 1984 |
|
SU1154014A1 |
| МЕХАНИЗМ ПОДАЧИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU417197A1 |
МЕХАНИЗМ ПОДАЧИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащий патрон заготовки, установленную в нем гайку, взаимодействующий с ней винт подачи, привод прерывистого вращения гайки с зубчатым дифференциалом и связанный с дифференциалом через зубчатую пару .привод управления дифференциалом, отличающийся тем, что, с целью увеличения производительности стана за счет бесступенчатой регулировки величины подачи в процессе прокатки трубы, привод управления дифференциалом выполнен в виде червячного редуктора и двух обгонных муфт, установленных на общем с шестерней зубчатой пары валу, одна из которых имеет полу муфту, жестко связанную с корпусом редуктора, а другая - полумуфту, закрепленную на червячном колесе. (Л 5 15 оо со 21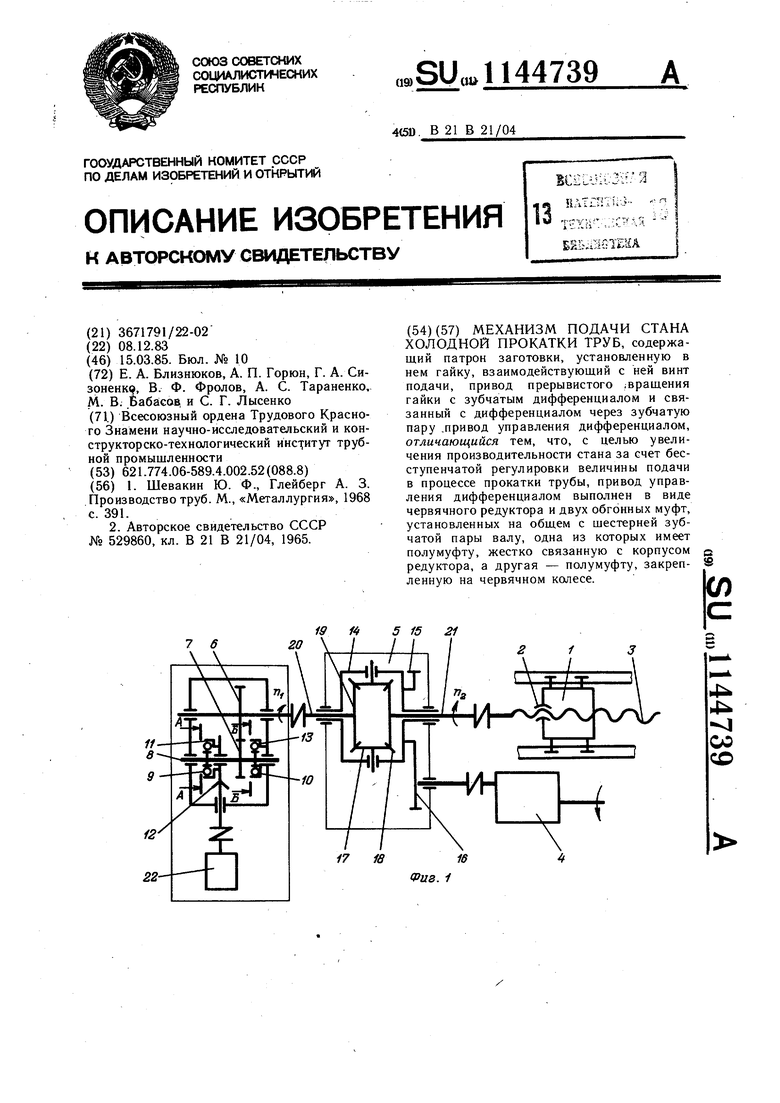
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шевакин Ю | |||
| Ф., Глейберг А | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Производство труб | |||
| М., «Металлургия, 1968 с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU529860A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
