Известные шнековые устройства для получения ненопластов из бисерного полистирола служат, но существу, только для нагрева и формования материала. Пенопласты из порошкообраз)юй композиции нолучают на громоздком и малопроизводительном оборудовании периодического действия (смешивающие шаровые мельнины, fipeccbi для таблетирования и прессования заготовок, распарочные камеры и т. д.).
Предлагаемый червячный пресс для непрерывного получения пенопластов позволяет изготовлять последние на основе порошкообразных термопластических смол и отличается от известных тем, что червяк пресса снабжен зоной резкого сжатия длиной 0,5-1 шага нарезки червяка.
Для предотвращения обратного выхода выделившегося газа через загрузочную воронку в зоне резкого сжатия применена винтовая канавка, объем которой составляет Va-Vs объема винтового канала предыдущей зоны. Охлаждающий канал расположен по длине червяка до зоны резкого сжатия, что повышает качество нродукции.
Червячный пресс плотно запирает винтовой канал, пренятствуя обратному выходу газов через загрузочную воронку и создавая давление, необходимое для равномерного распределения мельчайших пузырьков газа в
расплаве полимера. Этот пресс состоит из станнны и смонтированных на ней загрузочной воронки с системой дозаторов, цилиндра, червяка, системы автоматического регулирования и контроля темнературы и головки с дросселирующим клапаном и калибрующей насадкой. Пресс снабжен регулируемым механическим приводом, включающим .электродвигатель и редуктор.
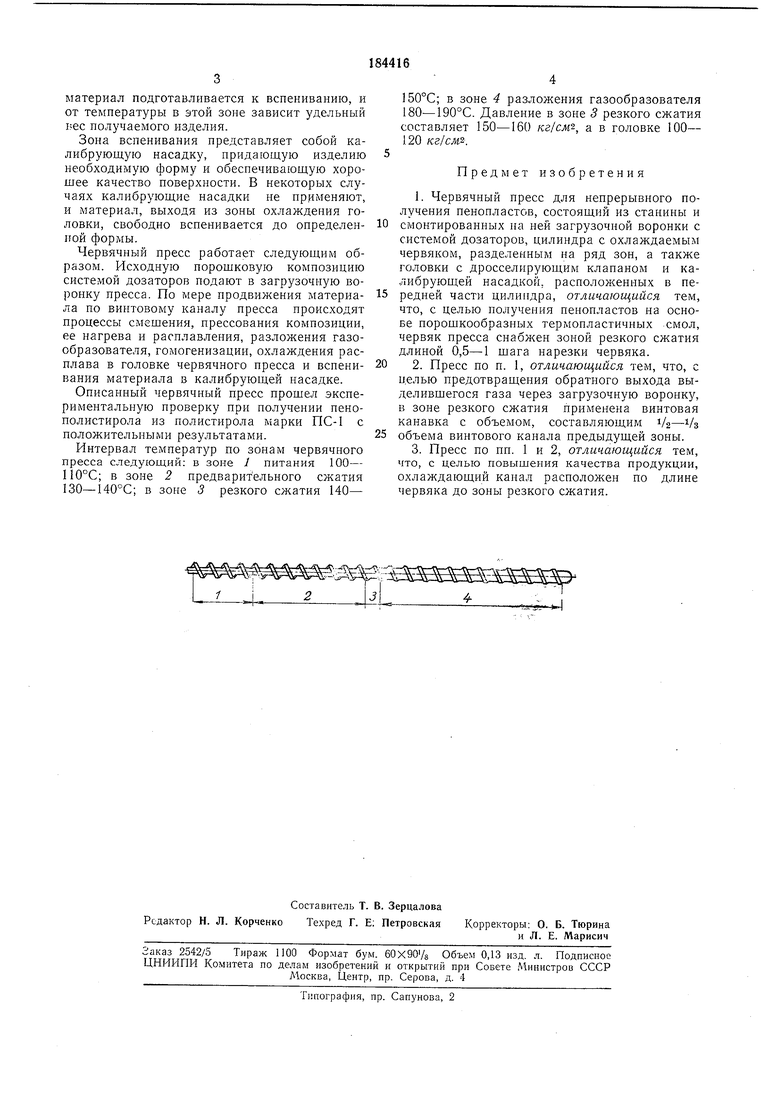
На чертеже схематически изображена нредлагаемая конструкция червяка.
Червяк имеет постоянный но всей длине шаг и переменную глубину нарезки и геометрически разделен на четыре зоны: зону / пнтания длиной 4D (D - диаметр червяка) и постоянной глубиной нарезки; зону 2 предварительного сжатия длиной 7D с плавно уменьшающейся глубиной нарезки; зону 3 резкого сжатия длиной 0,5-ID, где глубина нарезки
резко уменьшается, и зону 4 разложения газообразователя длиной 13D.
Головка червячного пресса имеет три зоны: формования, охлаждения н вспенивания. Она оснащена дросселирующим элементом, позволяющим в процессе работы регулировать давление расплава в зоне разложения газообразователя, предотвращая преждевременное всненивание материала в винтовом канале. Зона охлаждения головки имеет большое
материал подготавливается к вспениванию, и от температуры в этой зоне зависит удельный vec получаемого изделия.
Зона вспенивания представляет собой калибрующую насадку, придающую изделию необходимую форму и обеспечивающую хорошее качество поверхности. В некоторых случаях калибрующие насадки не применяют, и материал, выходя из зоны охлаждения головки, свободно вспенивается до определенной формы.
Червячный пресс работает следующим образом. Исходную порощковую композицию системой дозаторов подают в загрузочную воронку пресса. По мере продвижения материала по винтовому каналу пресса происходят процессы смещения, прессования композиции, ее нагрева и расплавления, разложения газообразователя, гомогенизации, охлаждения расплава в головке червячного пресса и вспенивания материала в калибрующей насадке.
Описанный червячный пресс прощел экспериментальную проверку при получении пенополистирола из полистирола марки ПС-1 с положительными результатами.
Интервал температур по зонам червячного пресса следующий: в зоне / питания 100- 110°С; в зоне 2 предварительного сжатия 130-140°С; в зоне 3 резкого сжатия 140-
50°С; в зоне 4 разложения газообразователя 180-190°С. Давление в зоне 3 резкого сжатия составляет 150-160 кг/см, а в головке 100- 120 кг/см.
Предмет изобретения
1. Червячный пресс для непрерывного получения пенопластов, состоящий из станины и
смонтированных на ней загрузочной воронки с системой дозаторов, цилиндра с охлаждаемым червяком, разделенным на ряд зон, а также головки с дросселирующим клапаном и калибрующей насадкой, расположенных в передней части цилиндра, отличающийся тем, что, с целью получения пенопластов на основе порошкообразпых термопластичных смол, червяк пресса снабжен зоной резкого сжатия длиной 0,5-1 щага нарезки червяка.
2. Пресс по п. 1, отличающийся тем, что, с целью предотвращения обратного выхода выделивщегося газа через загрузочную воронку, в зоне резкого сжатия применена винтовая канавка с объемом, составляющим Vs-Vs
объема винтового канала предыдущей зоны.
3. Пресс по пп. 1 и 2, отличающийся тем, что, с целью повышения качества продукции, охлаждающий капал расположен по длине червяка до зоны резкого сжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА | 1999 |
|
RU2159179C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА (ВАРИАНТЫ) | 1999 |
|
RU2159180C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| Червячный пресс для переработки полимерных материалов | 1979 |
|
SU899358A1 |
| Экструдер для переработки полимерных материалов | 1988 |
|
SU1641634A1 |
| Червячный пресс для переработкипОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU846291A1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| Червячный пресс для переработки пластмасс | 1985 |
|
SU1337279A1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
