Предлагаемое изобретение относится к способам для получения деструктированных продуктов из высокомолекулярных соединений (ВМС) в качестве основы для получения присадок полифункционального действия, органических связующих, модификаторов различного типа и т.д. Изобретение относится также к устройствам для использования в комбинированных червячно-дисковых экструдерах при получении низкомолекулярных продуктов деструкционным способом.
Известна вязкостная и диспергирующая присадка (Пат.США N 473573, 1988, кл. C 10 M 133/16), содержащая продукт реакции деструктированного полиолефина, карбоновой кислоты и амина. Причем сополимер этилена и пропилена деструктируют истиранием под внешним механическим воздействием при повышенной температуре в течение 90 мин.
Недостатком получения присадки является длительность истирания сополимера, периодичность процесса и многостадийность получения присадки.
Известен также способ получения низкомолекулярных полимеров (А.с. СССР N 1267768, 1984, кл. C 08 C 19/08) окислительной деструкцией бутадиеновых и др. каучуков под действием кислородсодержащего газа в среде углеводородного растворителя при 60-180oC в присутствии катализаторов.
Недостатком способа является высокое содержание углеводородного растворителя до 90%, периодичность процесса, его длительность, сложность системы улавливания углеводородного растворителя, уходящего с окислителем, и его регенерация, низкая эффективность процесса деструкции высокомолекулярного соединения.
В качестве прототипа выбран способ получения деструктированного продукта (патент RU N 2120380 МПК В 29 с 47/52, 1998), включающий деструкцию высокомолекулярных соединений, находящихся в расплаве, в дисковой насадке путем механического и термического воздействия на высокомолекулярные соединения.
Недостатками способа являются:
- сложность управления процессами деструкции при различии в сопротивлении движению расплава, особенно на входе в коническую щель;
- недостаточность эффекта механического воздействия при монотонном, непрерывном воздействии на расплав.
Известен червячно-дисковый экструдер для подачи расплава (патент РФ N 2003407, 1991, МПК Б 29 C 47/52, B 29 C 47/38), содержащий полый корпус (питательный цилиндр) с загрузочной воронкой и размещенным в нем рабочим органом, выполненным в виде червяка с диском на конце, дисковую головку, неподвижный диск и размещенное между ним и дисковой головкой уплотнительное кольцо. Экструдер снабжен упорным элементом, выполненным в виде двух концентрических резьбовых колец, зафиксированных от взаимного смещения в осевом направлении и смонтированных с возможностью независимого поворота относительно продольной оси, при этом наружное кольцо посредством резьбового соединения установлено внутри дисковой головки, внутреннее - на неподвижном диске, а уплотнительное кольцо по его торцевым поверхностям поджато посредством упорного элемента к неподвижному диску.
Однако известное устройство не обеспечивает необходимые условия для деструкции высокомолекулярных соединений ввиду относительно низких скоростей сдвига, воздействующих при движении расплавленного материала через данную конструкцию. Это связано с жестким соединением шнека и диска и не дает возможности эффективного управления процессом деструкции.
Наиболее близким по технической сущности к заявляемому техническому решению является червячно-дисковый экструдер (RU N2120380 МПК B 29 C 47/52, 1998), содержащий питательный цилиндр, размещенный в нем и соединенный с приводом червяк с винтовой нарезкой и последовательно расположенный диск с приводом, причем диск выполнен в виде конической насадки, обращенной вершиной конуса к зоне выходного отверстия питательного цилиндра, расположен в корпусе с рабочим зазором относительно него и имеет соотношение сечения рабочего зазора в вершине и основании конической насадки 1:10 и более.
Экструдер описанной конструкции в конической насадке имеет высокую чистоту поверхностей, что влечет недостаточность деструкции высокомолекулярных соединений в результате "проскока". Кроме того, в питательном цилиндре расплав только плавится и гомогенизируется, а деструкция осуществляется в дисковой насадке, что является недостаточным.
Задачей изобретения является разработка способа и устройства, позволяющих получать низкомолекулярные продукты путем механического и термического воздействия на ВМС, находящееся в вязкотекучем состоянии.
Предлагаемый способ получения деструктированного продукта включает деструкцию высокомолекулярных соединений, находящихся в расплаве, в дисковой насадке путем механического и термического воздействия на них, при этом перед деструкцией высокомолекулярных соединений в дисковой насадке осуществляют предварительную деструкцию их в червячном экструдере, причем перед деструкцией высоко молекулярных соединений в дисковой насадке выполняют чередование линейных и радиально-тангенциальных перемещений расплава в канале движения материала.
Отличительными признаками заявляемого способа является то, что перед деструкцией высокомолекулярных соединений в дисковой насадке осуществляют предварительную деструкцию их в червячном экструдере, причем при деструкции высокомолекулярных соединений в дисковой насадке выполняют чередование линейных и радиально-тангенциальных перемещений расплава в канале движения материала.
В результате ВМС в червячном экструдере плавится, гомогенизируется и подвергается интенсивным деформациям за счет разрывных болтов цилиндра и торпеды, выполненной с червяком. В результате ВМС подвергается предварительной деструкции. Частично деструктированный материал, попадая в дисковую насадку, подвергается сложнонапряженному сдвигу при чередовании линейных и радиально-тангенциальных перемещений в канале движения материала, в результате чего осуществляется окончательная деструкция высокомолекулярного соединения.
Канал движения материала дисковой насадки образован из подвижного и неподвижного дисков, имеющих прорези. В радиально расходящемся канале нарастает площадь поверхностей дисков, при этом увеличивается тангенциальная составляющая суммарного потока. Расплав ВМС подвергается интенсивным сдвиговым деформациям между движущейся и неподвижной поверхностями дисков, в результате чего осуществляется деструкция макромолекул. Деструкции подвергаются преимущественно макромолекулы, находящиеся в зоне поверхности движущегося диска.
Наличие прорезей на неподвижном и вращающемся дисках усложняет равномерное движение материала в канале, обеспечивая тем самым периодичность непрерывного сжатия и растяжения расплава.
В результате этого часть расплава не движется радиально-тангенциально в канале движения материала, а перемещается линейно вдоль оси насадки через прорезь в диске, попадая в последующий канал.
В результате усложнения движения потока интенсивность сдвиговых деформаций нарастает и деструкция увеличивается.
В канале движения материала, образованном наружной поверхностью вращающегося диска и неподвижной поверхностью корпуса, перемещение осуществляется по винтовой линии относительно оси, где подвергается интенсивным деформациям, в результате которых осуществляется деструкция. При изменении направления движения в канале осуществляется перемешивание материала по толщине зазора.
В радиально сходящемся канале площадь поверхности дисков уменьшается, доля тангенциальной составляющей в общем потоке понижается и создаются условия торможения движению расплава. Пульсации расплава, возникающие при периодическом совпадении и несовпадении прорезей подвижного и неподвижного дисков, создают условия интенсификации деформаций и отсюда - деструкционных явлений.
Сложнонапряженный сдвиг, воздействующий на расплав предварительно деструктированного высокомолекулярного соединения в одном диске, периодически повторяется в последующих.
Т. е., при перемещении расплава ВМС через экструдер с разрывными болтами и червяком с торпедой, с последующим его перемещением в канале движения материала дисковой насадки на него воздействует сложнонапряженное механическое поле, под влиянием которого высокомолекулярное соединение подвергается значительным деформациям и деструктирует с образованием низкомолекулярного продукта.
Степень деструкции определяется скоростью вращения червяка с торпедой, дисков насадки, их количеством, чередованием ускоряющихся, тормозящихся и пульсирующих сдвиговых деформаций.
Достижение предложенного способа возможно системой (двумя) устройств, но достигаемый результат будет одинаковый.
Устройство достигает цель тем, что червячно-дисковый экструдер, содержащий питательный цилиндр, размещенный в нем и соединенный с приводом вращения червяк с винтовой нарезкой и последовательно расположенную дисковую насадку, включающую корпус, по меньшей мере два диска, установленные на общем валу, и привод, причем корпус насадки снабжен неподвижно закрепленными на нем дисками, образующими с дисками вала насадки канал движения материала, причем в каждом диске насадки выполнены прорези, питательный цилиндр имеет разрывные болты, а червяк - "торпеду".
Отличительными признаками заявляемого устройства является то, что корпус насадки снабжен неподвижно закрепленными на нем дисками, образующими с дисками вала насадки канал движения материала, причем в каждом диске насадки выполнены прорези, питательный цилиндр имеет разрывные болты, а червяк - "торпеду".
В процессе работы экструдера высокомолекулярный материал из загрузочной воронки поступает в полость питательного цилиндра, захватывается витками червяка и после плавления подвергается механическому воздействию разрывными болтами цилиндра и торпедой червяка. Предварительно деструктированный высокомолекулярный материал через переходник попадает в канал, образованный вращающимися дисками вала насадки и неподвижными дисками корпуса насадки. Подвижные и неподвижные диски выполнены с прорезями различной конфигурации. Дисковая насадка экструдера обеспечивает увеличение времени пребывания предварительно деструктированного материала в условиях сложнонапряженного сдвига при прохождении через канал зигзагообразной формы и чередовании линейных и радиально-тангенциальных перемещений. Такая конструкция дисков и форма канала движения расплава обеспечивают возникновение сложнонапряженного сдвига, осложненного дополнительно пульсацией движения расплава, возникающей при совпадении и несовпадении прорезей подвижного и неподвижного дисков. Все это вызывает значительную деструкцию расплава ВМС и понижение его молекулярной массы.
Другое предлагаемое устройство достигает цель тем, что червячно-дисковый экструдер содержит питательный цилиндр, размещенный в нем и соединенный с приводом вращения червяк с винтовой нарезкой и дисковую насадку, включающую корпус, соосно соединенный с питательным цилиндром, и подвижные диски, причем подвижные диски насадки закреплены на валу червяка, имеющем на конце опорное устройство, закрепленное соосно оси червяка, а корпус насадки снабжен жестко закрепленными на нем неподвижными дисками, причем в каждом диске выполнены прорези, питательный цилиндр имеет разрывные болты, а червяк - "торпеду".
Отличительными признаками заявляемого устройства является то, что подвижные диски насадки закреплены на валу червяка, имеющем на конце опорное устройство, закрепленное соосно оси червяка, а корпус насадки снабжен жестко закрепленными на нем неподвижными дисками, причем в каждом диске выполнены прорези, питательный цилиндр имеет разрывные болты, а червяк - "торпеду".
Дисковая насадка экструдера обеспечивает увеличение времени пребывания предварительно деструктированного материала в условиях сложнонапряженного сдвига при прохождении через канал зигзагообразной формы и чередовании линейных и радиально-тангенциальных перемещений. В процессе работы экструдера ВМС из загрузочной воронки поступает в полость питательного цилиндра, захватывается витками червяка и после плавления подвергается механическому воздействию разрывными болтами цилиндра и торпедой червяка. Предварительно деструктированный ВМС попадает в рабочий зазор дисковой насадки, образованный вращающимися дисками вала насадки и неподвижными дисками корпуса насадки. Подвижные и неподвижные диски выполнены с прорезями одинаковой или неодинаковой конфигурации. Такая конструкция дисков и форма канала движения расплавленного материала обеспечивают возникновение сложнонапряженного сдвига, осложненного дополнительной пульсацией движения расплава, возникающей при совпадении и несовпадении прорезей подвижного и неподвижного дисков. Все это вызывает значительную деструкцию расплава ВМС и понижение его молекулярной массы.
В патентной и технической литературе не имеется сведений о совокупности отмеченных отличительных признаков с указанной целью как способа получения деструктированного продукта, так и для червячно-дисковых экструдеров для его осуществления.
По совокупности отличительных признаков заявляемых технических решений ни способ получения деструктированных продуктов, ни червячно-дисковые экструдеры друг без друга не существуют.
Кроме того, реализация способа получения деструктированных продуктов в условиях двухэтапного деструкционного процесса в условиях чередования линейных и радиально-тангенциальных перемещений расплава в канале движения материала на втором этапе возможна только в заявляемых червячно-дисковых экструдерах.
На фиг. 1 изображен продольный разрез червячно-дискового экструдера. Экструдер содержит бункер 1, питательный цилиндр 2 с разрывными болтами 3, червяк 4 с торпедой 5 и привод вращения червяка. Червяк 4 имеет зоны пластикации, сжатия и дозирования и расположен соосно питательному цилиндру 2. Цилиндр 2 через переходник 6 соединен с корпусом дисковой насадки. Внутри корпуса 7 укреплен на подшипниковых узлах 8 вал 9, имеющий индивидуальный привод. На валу насадки 9 укреплены диски 10, их положение фиксируется стопорами 11. На корпусе 7 укреплены диски 12, их положение фиксируется стопорами 13.
По торцам корпуса 7 установлены уплотнительные устройства 14. Патрубок 15 служит для отвода деструктированного продукта. Пространство между дисками 10 и 12, дисками и стопорами 11 и 13 образует рабочий зазор для перемещения расплавленного материала. Боковые поверхности дисков могут быть выполнены параллельными или непараллельными.
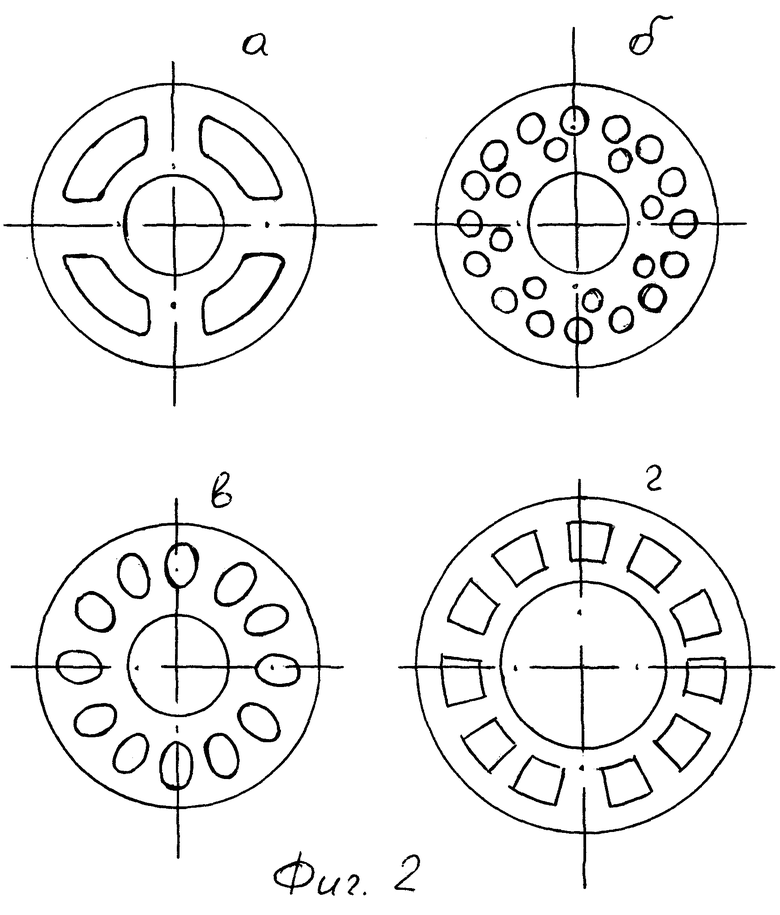
Диски (фиг. 2) имеют прорези одинаковой или неодинаковой конфигурации. Диски вала насадки первый, последний или последние могут иметь прорези, выполненные под углом к оси диска, для образования плоскостей, обеспечивающих транспортировку расплава при вращении вала 9.
Подготовка экструдера к работе осуществляется в следующем порядке.
В зависимости от перерабатываемого материала, требуемой глубины деструкции высокомолекулярного соединения устанавливается необходимая температура по зонам червячной части экструдера и обеспечивается заданная температура расплава в выходном отверстии экструдера. Дисковая насадка разогревается с помощью внешних источников тепла до температуры расплава высокомолекулярного соединения. Экструдер работает следующим образом. Высокомолекулярное соединение поступает из загрузочной воронки 1 в полость питательного цилиндра 2, захватывается витками червяка 4, плавится, механически перемешивается и достигает состояния расплава. Поступая в зону действия разрывных болтов 3, а далее в зону торпеды 5, расплав за счет воздействия деформации подвергается предварительной деструкции. Молекулярная масса расплава ВМС снижается.
Далее предварительно деструктированный расплав через переходник 6 попадает в рабочий канал между дисками 10 и 12 и при вращении дисков 10 на валу 9 продавливается в направлении отводящего патрубка 15. При движении расплава между дисками 10 и 12 и дисками 10 и 12 и стопорами 11 и 13 он подвергается сложнонапряженному сдвигу с чередованием линейных и радиально-тангенциальных перемещений, под влиянием расплавов предварительно деструктированного ВМС подвергается дополнительной интенсивной деструкции (2 этап), что дальше снижает молекулярную массу ВМС.
Использование первого и последнего или последних подвижных дисков дополнительно с транспортными возможностями обеспечивает улучшение возможностей работы уплотнительных устройств.
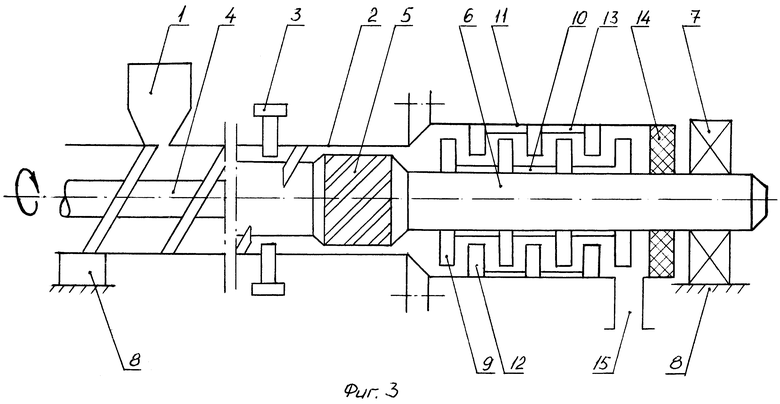
Интенсивность и глубина деструкции расплава ВМС управляются угловой скоростью вращения дисковой насадки и величиной рабочего зазора, количеством подвижных и неподвижных дисков в насадке, соотношением площадей дисков и прорезей. На фиг. 3 изображен продольный разрез червячно-дискового экструдера. Экструдер содержит бункер 1, питательный цилиндр 2 с разрывными болтами 3, червяк 4 с торпедой 5 и привод вращения червяка. Червяк 4 имеет зоны пластикации, сжатия и дозирования и расположен соосно питательному цилиндру 2.
Червяк 4 имеет вал 6, который устанавливается в опорное устройство 7, крепящееся соосно оси червяка на станине 8 экструдера. На валу 6 крепятся диски 9, их фиксация осуществляется стопорами 10. Корпус дисковой насадки 11 жестко и соосно соединен с питательным цилиндром 2. В корпусе насадки 11 установлены неподвижные диски 12, их пространственное положение фиксируется через стопоры 13. В торце корпуса насадки 11 выполнено уплотняющее устройство 14. Через патрубок 15 обеспечивается отвод деструктированного продукта.
Пространство между дисками 9 и 12 и стопорами 10 и 13 образует рабочий зазор для перемещения расплавленного материала. Диски (фиг.2) имеют прорези одинаковой или неодинаковой конфигурации.
Подготовка экструдера к работе осуществляется в следующем порядке.
В зависимости от перерабатываемого материала, требуемой глубины деструкции ВМС устанавливается температура по зонам червячной зоны экструдера и обеспечивается заданная температура расплава на выходе из него.
Дисковая насадка разогревается внешними источниками тепла до температуры расплава на выходе из экструдера.
Экструдер работает следующим образом.
Высокомолекулярное соединение поступает из загрузочной воронки 1 в полость питательного цилиндра 2, где плавится, перемешивается и, попадая в зону разрывных болтов 3 и торпеды 5, подвергается предварительной деструкции. Далее поступает в дисковую насадку.
При движении расплава между вращающимися 9 и неподвижными 12 дисками и дисками 9 и 12 и вращающимся 10 и неподвижным стопором 13 возникает сложнонапряженный сдвиг с чередованием линейных и радиально-тангенциальных перемещений, которые обеспечивают смешение предварительно деструктированного расплава и подвергаются интенсивной деструкции (2 этап), что снижает молекулярную массу ВМС. Интенсивность и глубина деструкции расплава ВМС управляется угловой скоростью вращения червяка, количеством дисков в насадке, величиной рабочего зазора, соотношением площадей диска и прорезей.
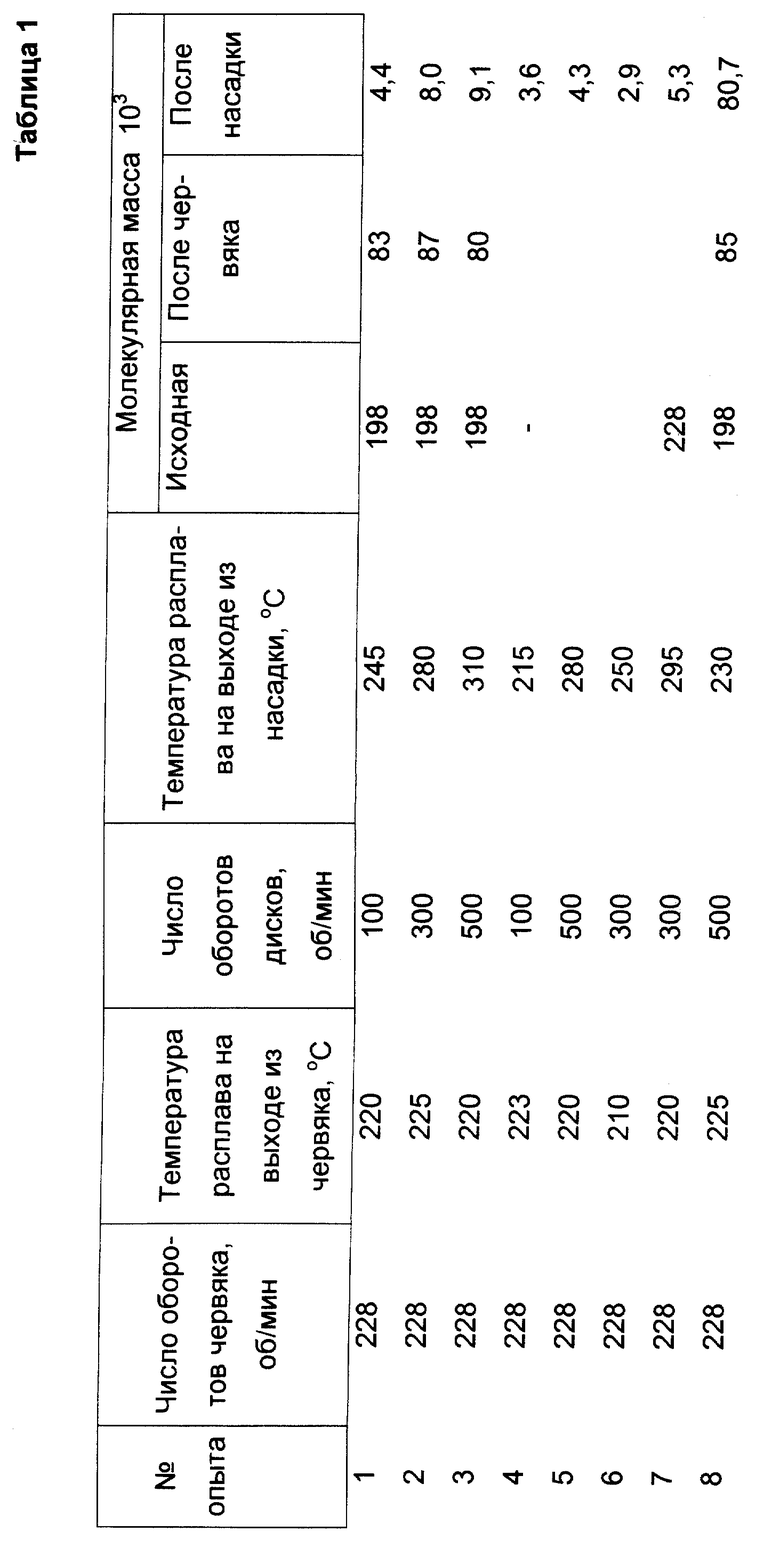
Пример 1. Червячно-дисковый экструдер, изображенный на фиг. 1, с диаметром червяка 63 мм L/D=21 имеет 8 разрывных болтов диаметром 12 мм и торпеду длиной 100 мм при зазоре между поверхностями цилиндра и торпедой 2 мм.
Привод червяка мощностью 10 кВт обеспечивает 228 об/мин. Экструдер оснащен дисковой насадкой, имеющей 6 подвижных и 4 неподвижных дисков с высотой рабочей поверхности 10 мм. Насадка имеет индивидуальный привод мощностью 5 кВт с возможностью регулирования числа оборотов от 100 до 500 в минуту. В дисках насадки выполнены прорези, соотношение площадей дисков и прорезей 1: 1. Конфигурация прорезей показана на фиг.2,а. Рабочий зазор по длине канала одинаковый и составляет 2,5 мм.
На экструдере перерабатывается тройной сополимер этилена, пропилена и дициклопентадиена СКЭПТ-40 (ТУ 2294-022-05766801-94). Результаты экспериментов представлены в таблице 1 (опыты 1-3).
Из экспериментов видно, что изменение условий деформации предварительно деструктированного расплава в червячной части экструдера, изменение угловой скорости вращения подвижных дисков приводят к значительной деструкции исходного СКЭПТ. Это обеспечивается за счет воздействия на расплав СКЭПТа сложнонапряженного сдвига при чередующихся линейных радиально-тангенциальных перемещениях расплава в канале движения материала. Деструкция СКЭПТ обеспечивается конструктивным решением червячно-дискового экструдера. Использование подвижных дисков первого и последнего с дополнительными транспортными возможностями улучшает герметизацию дисковой насадки с торцов в условиях эксплуатации. Особо это важно для уплотнения со стороны первого диска. Прототип (один вращающийся диск), представленный в опыте 8, показывает практическое отсутствие деструкции на втором этапе процесса.
Пример 2. На червячно-дисковом экструдере (см.пример 1) перерабатывался сополимер этилена с винилацетатом марки 115-073-075 (ТУ 6-051636-78). Результаты экспериментов предоставлены в таблице 1 (опыты 4, 5 и 6).
В опыте 5 большие значения молекулярной массы деструктированного продукта связаны с рекомбинацией остатков полимерной цепи СЭВА при высоких температурах переработки, достигаемых в данном случае чрезмерно высокой интенсивностью сдвиговых деформаций в дисковой насадке.
Пример 3. На червячно-дисковом экструдере (см. пример 2) перерабатывался СКЭПТ-40 (ТУ 2294-022-05766801-94). В насадке в 4,5 и 6 подвижных и 4 неподвижном дисках прорези выполнены с соотношением площадей дисков и прорезей 1: 2/3. Форма конфигурации прорезей дисков показана на фиг.2,б.
Результаты эксперимента приведены в таблице 1 (опыт 7).
Сравнение опытов 2 и 7 указывает на интенсификацию деструкционных процессов в расплаве СКЭПТ при уменьшении площади прорезей в дисках.
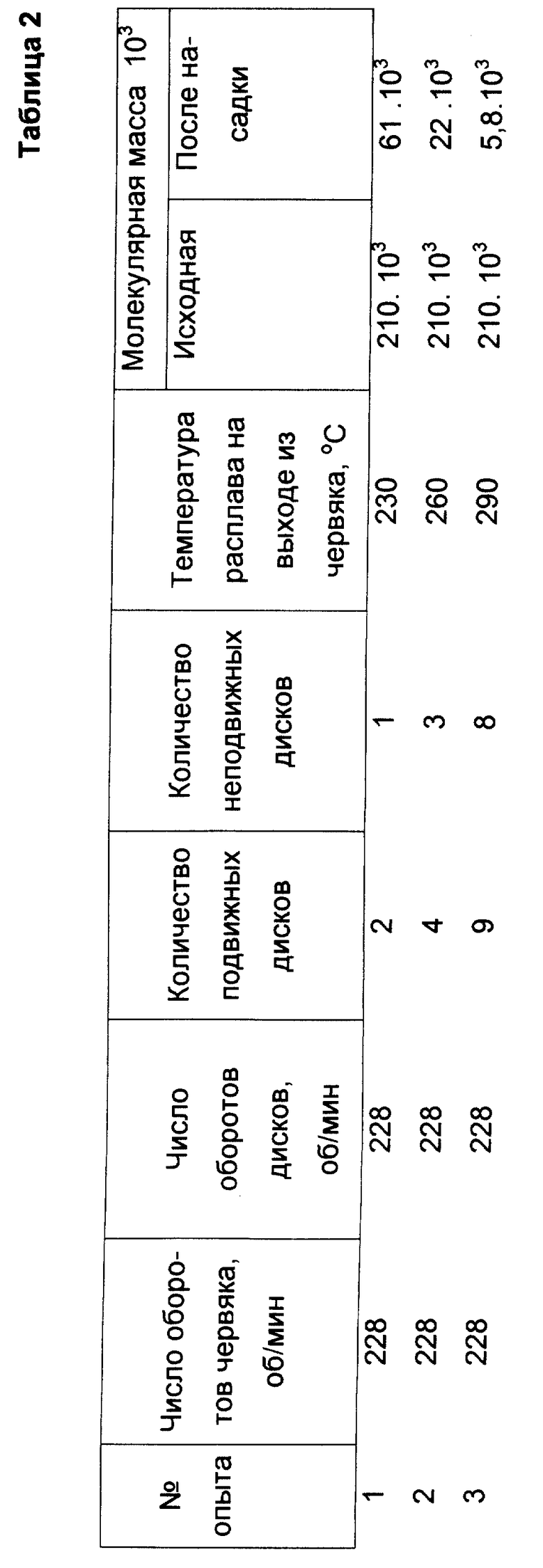
Пример 4. Червячно-дисковый экструдер, изображенный на фиг.3, с диаметром червяка 63 мм, L/D=21 имеет 8 разрывных болтов диаметром 12 мм и торпеду длиной 100 мм при зазоре между поверхностями цилиндра и торпедой 2 мм. Привод червяка мощностью 5 кВт обеспечивает 228 об/мин. Экструдер оснащен дисковой насадкой. Вал дисковой насадки жестко соединен с червяком экструдера и на нем укреплены диски. Вал насадки за пределами дисковой насадки посажен на опорное устройство, которое устанавливается на станину соосно оси червяка. В корпусе насадки установлены неподвижные диски и он жестко и соосно крепится к цилиндру экструдера. В подвижных и неподвижных дисках насадки выполнены прорези, соотношение площадей дисков и прорезей 1:1. Конфигурация прорезей показана на фиг.2,а.
Количество подвижных и неподвижных дисков в насадке меняется.
На экструдере перерабатывается тройной сополимер СКЭПТ-40 (ТУ 2294-022- 05766801-94). Результаты экспериментов представлены в таблице 2 (опыты 1-3).
Из экспериментов видно, что изменение условий деформации в дисковой насадке после предварительного деструктирования расплава в червячной зоне вызывает дополнительную деструкцию, однако при использовании 2 подвижных дисков в насадке является недостаточным условием для достижения ощутимой деструкции ВМС от их количества и затем может влиять соотношение сечений площадей рабочей поверхности и прорезей и величина рабочего зазора между подвижным и неподвижным дисками и дисками и стопорами. Возникновение достаточного сложнонапряженного сдвига при чередующихся линейных и радиально-тангенциальных перемещениях расплава в канале движения материала.
Деструкция СКЭПТ обеспечивается конструктивным решением червячно-дискового экструдера.
Таким образом, проведение процесса получения деструктированного продукта из ВМС обеспечивается в условиях сложно-напряженной деформации при чередовании линейных и радиально-тангенциальных перемещений расплава. Интенсивность и глубина деструкции расплава ВМС при одном конструктивном решении управляется угловой скоростью вращения подвижных дисков, при другом синхронностью оборотов червяка и вала дисковой насадки количеством дисков.
У каждого конструктивного решения есть достоинства и недостатки, но они обеспечивают достижение поставленной задачи - получение низкомолекулярного деструктированного продукта из высокомолекулярного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕСТРУКТИРОВАННОГО ПРОДУКТА И ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР ДЛЯ ПОЛУЧЕНИЯ ПРОДУКТА | 1999 |
|
RU2159179C2 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1998 |
|
RU2146615C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОГО ТОПЛИВА ИЗ ТВЕРДЫХ ГОРЮЧИХ ИСКОПАЕМЫХ И МЕХАНОТЕРМОХИМИЧЕСКИЙ РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2396303C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ЖИДКИХ И ГАЗОВЫХ ГЕТЕРОГЕННЫХ СИСТЕМ И МЕХАНОТЕРМОХИМИЧЕСКИЙ ФРАКЦИОНАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2467053C2 |
| ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ БОЛЬШИХ ГАБАРИТОВ И СПОСОБ ПОЛУЧЕНИЯ СТАБИЛИЗИРОВАННОГО МОДИФИКАТОРА ДЛЯ ТЕРМОПЛАСТИЧНОЙ КОМПОЗИЦИИ | 2012 |
|
RU2508303C2 |
| СПОСОБ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2200739C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГАЛОГЕНИРОВАНИЯ ЭЛАСТОМЕРОВ | 1999 |
|
RU2170238C2 |
| ЗАПОРНОЕ УСТРОЙСТВО | 1999 |
|
RU2166142C1 |
Изобретение относится к способам для получения деструктированных продуктов из высокомолекулярных соединений (ВМС) в качестве основы для получения присадок полифункционального действия, органических связующих, модификаторов различного типа и т.д., а также к устройствам для использования в комбинированных червячно-дисковых экструдерах при получении низкомолекулярных продуктов деструкционным способом. Способ включает деструкцию высокомолекулярных соединений, находящихся в расплаве, в дисковой насадке путем механического и термического воздействия на них. При этом перед деструкцией высокомолекулярных соединений в дисковой насадке осуществляют предварительную деструкцию их в червячном экструдере. Причем перед деструкцией высокомолекулярных соединений в дисковой насадке выполняют чередование линейных и радиально-тангенциальных перемещений расплава в канале движения материала. Червячно-дисковый экструдер содержит питательный цилиндр, размещенный в нем и соединенный с приводом червяк с винтовой нарезкой и последовательно расположенную дисковую насадку. Насадка включает корпус, по меньшей мере два диска, установленных на общем валу, и привод. Корпус насадки снабжен неподвижно закрепленными на нем дисками, образующими с дисками вала насадки канал движения материала. В каждом диске насадки выполнены прорези. Питательный цилиндр имеет разрывные болты, а червяк - торпеду. Описан также вариант устройства. Изобретение позволяет получить низкомолекулярные продукты путем механического и термического воздействия на ВМС, находящиеся в вязкотекучем состоянии. 3 с.п.ф-лы, 3 ил., 2 табл.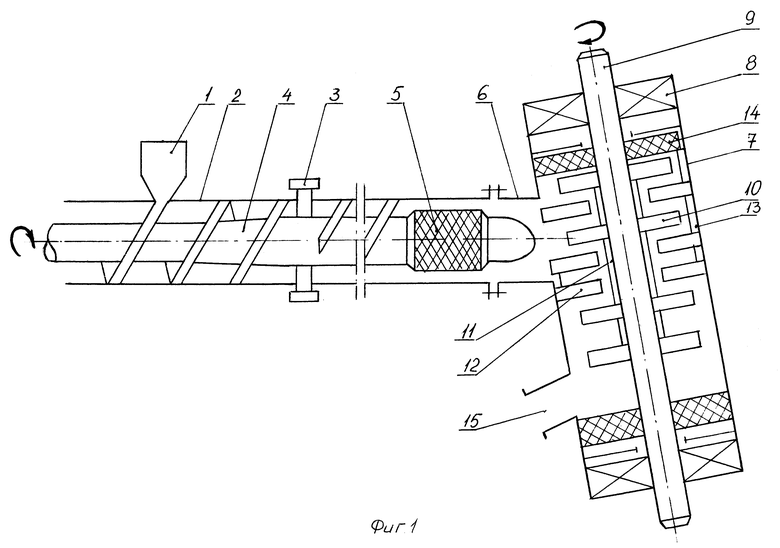
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2120380C1 |
| ЧЕРВЯЧНО-ДИСКОВЫЙ ЭКСТРУДЕР | 1997 |
|
RU2117576C1 |
| RU 2003466 C1, 30.11.1993 | |||
| Устройство для переработки резиновых отходов | 1987 |
|
SU1717381A1 |
| US 3801252 A, 02.04.1974 | |||
| СПОСОБ ПОЛУЧЕНИЯ САХАРНЫХ ВАФЕЛЬ | 2009 |
|
RU2401013C1 |
| Пневматический выключатель | 1988 |
|
SU1729304A3 |
