Известны резаки для газо-электродуговой обработки металлов угольными или графитовыми электродами, содержащие штуцер для крепления шланга и токоподводящего провода, веитиль, газовую трубку, рукоятку и два опорных катка для электродов.
Предлагаемый резак в отличие от известных снабжен контактной колодкой, жестко закреплепиой на коппе газовой трубки. На колодке С1моптирована ось с резиновым ободом, опирающаяся на опорные катки, и щарпирно закреплен прижимной рычаг с двумя парами раздвижных роликов, связанных между собой пружиной.
Эти особенности резака позволяют использовать электроды различной щирины, а также упрощают его конструкцию и делают работу более надежной.
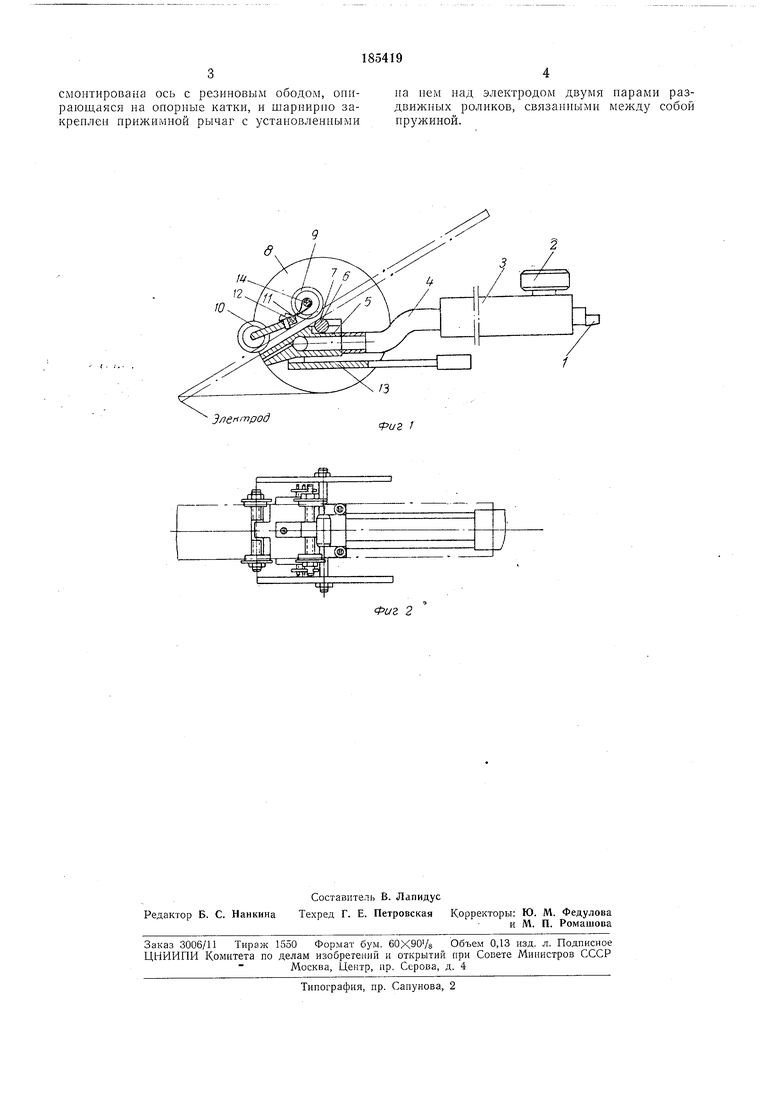
На фиг. 1 изображен описываемый резак, вид сбоку; на фиг. 2 - то же, вид сверху.
Штуцер / служит для крепления воздушного шланга и токоподводящего провода, вентиль 2 - для пуска воздуха; 3 - рукоятка, 4 - трубка для подачи воздуха. На контактной колодке 5 смонтирована ось 6, на которой жестко закреплен электродоподающий резиновый обод 7, опирающаяся на опорные асбоцементные катки 8. Для поджатия электрода к контактпой колодке 5 и ободу 7 используются две пары прижимных направляющих роликов 9 н 10 с плоской 11 и рычагом 12, расположенных над электродом.
Для задержки электрода служит рычаг 13, поднимающий ось 14 роликов 9. Контактная колодка 5, закренленная на конце воздушной трубки 4, имеет два отверстия для подачи воздуха к месту реза.
Резак работает следующим образом.
Резак устанавливается на обрабатываемое изделие, возбуждается дуга, и резак вручную передвигается по изделию; электрод по мере сгорания равномерно подается к месту реза. При надобности нажатием на рычаг задерживается подача электрода, так как электродоподающий обод начинает нроскальзывать по электроду.
Предмет изобретения
Резак для газо-электродуговой обработки металлов посредством угольных или графитовых электродов, содержащий штуцер для крепления шланга н токоподводящего провода, вентиль, газовую трубку, рукоятку н два онорных катка для электродов, отличающийся тем, что, с целью использования электродов различной щирины, а также обеспечения надежности работы н упрощения конструкции, он снабжен жестко закреплепной на конце газовой трубки контактной колодкой, на которой
смонтирована ось с резиновым ободом, онираюи аяся на опорные катки, и шарнирпо закреплен прижимной рычаг с установленными
на нем над электродом двумя парами раздвижных роликов, связанными между собой пружиной.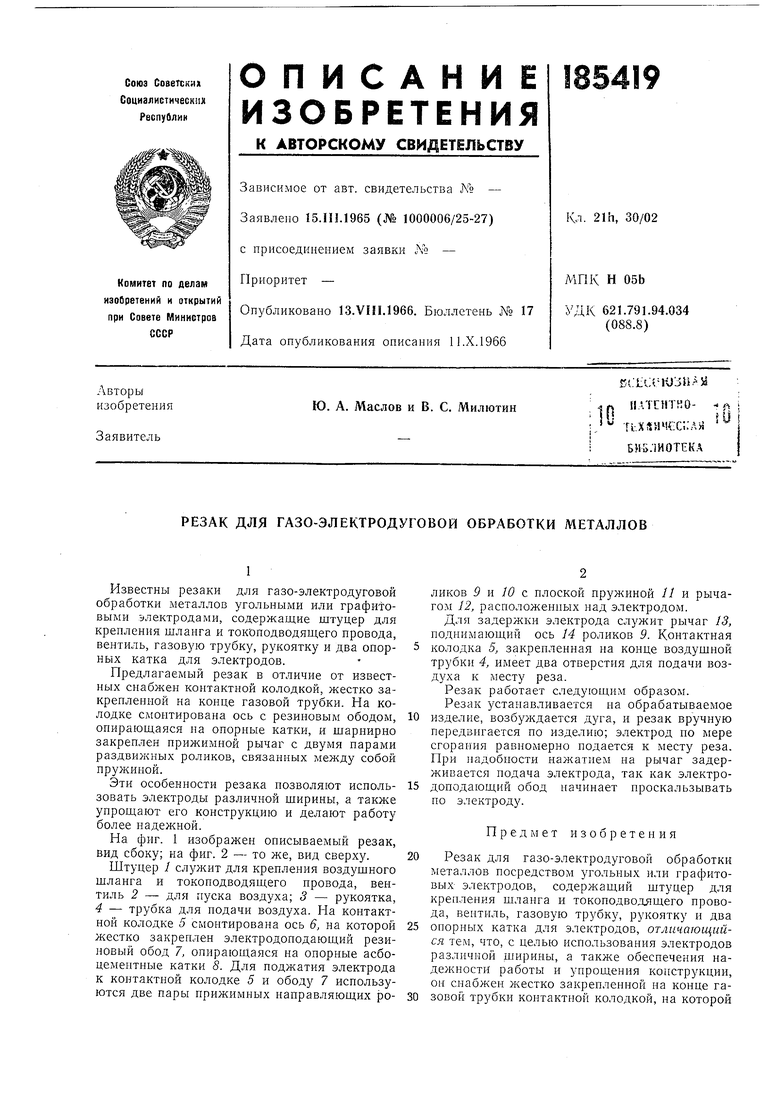
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| Резак для воздушно-дуговой обработки металлов | 1978 |
|
SU727371A1 |
| ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2245768C2 |
| ВОЗДУШНО-ДУГОВОЙ РЕЗАК | 1973 |
|
SU390883A1 |
| Резак для воздушно-дуговой поверхностной и разделительной обработки металлов | 1986 |
|
SU1512733A1 |
| ВОЗДУШНО-ДУГОВОЙ РЕЗАК | 1969 |
|
SU240897A1 |
| Способ разрушения и удаления хрусталика глаза рычажно-силовым резанием - вектопотенциальная ленсэктомия - ВПЛЭКТ и устройство для его осуществления - рычажно-силовой резак хрусталика - вектопотенциальный ленсотом одноразовый | 2019 |
|
RU2720822C1 |
| УСТРОЙСТВО ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ | 1990 |
|
RU2014905C1 |
| Машина для откачки трубчатых газоразрядных ламп | 1974 |
|
SU528634A1 |
| Электродуговой металлизатор | 1978 |
|
SU753481A1 |
12
Зле1 прод
Р
Риг /
