Изобретение относится к сварочному производству и может быть использовано при ручной электродуговой сварке плавящимся электродом в различных отраслях машиностроения.
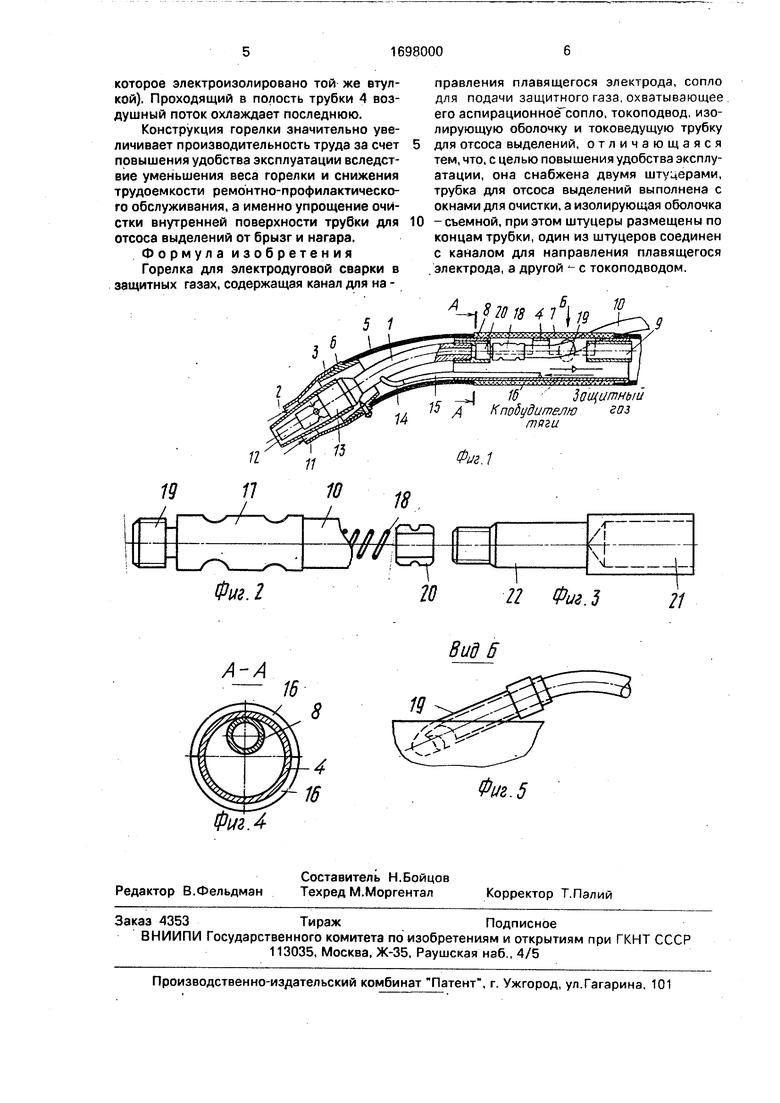
На фиг, 1 показана горелка для электродуговой сварки в защитных газах, общий вид; на фиг. 2 - наконечник направляющего канала, посредством которого последний стыкуется с горелкой; на фиг, 3 - детали для сочленения токоподводящего кабеля источника питания с горелкой; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 - вид по стрелке Б на фиг. 1.
Цель изобретения - повышение удобства эксплуатации.
Горелка для электродуговой сварки в защитных газах содержит токоведущий канал 1 для направления плавящегося электрода, сопло 2 для подачи защитного газа и охватывающее его аспирационное сопло 3, связанное с трубкой 4 для отсоса выделений соединительной трубкой 5, надетой на опорную муфту 6.
Трубка 4 выполнена с окнами 7 для очистки, а штуцеры 8 и 9 расположены по ее концам, причем штуцер 8 соединен с токоведущим каналом 1 и каналом 10 для направления плавящегося электрода, а штуцер 9 - с источником питания.
Головка горелки имеет съемную перфорированную свечу 11, контактный наконечник 12 и диэлектрическую втулку 13.
О
о
В стенку токоведущего канала 1 вмонтирован штуцер 14 для подвода защитного газа, поступающего по надетой на штуцер 14 гибкой трубке 15, а для соединения со штуцером 8 выполнена резьба.
Свеча 11 выполнена в виде резьбовой ступенчатой втулки с перфорированным участком большого диаметра, в передний торец которого ввинчен контактный наконечник 12. Участок меньшего диаметра свечи 11 содержит наружную резьбу, по которой свеча 11 ввинчивается. Перфорация свечи 11 обеспечивает подачу защитного газа в полость сопла 2, которое установлено коаксиально свече 11 на диэлектрической втулке 13. Втулка 13 надета на тонкую часть свечи 11 и зафиксирована торцами участка большего диаметра свечи 11 и канала 1.
Трубка 4 выполнена из сплава на основе меди в виде трубы со штуцерными кольцевыми утолщениями для фиксации насаженных гибких трубок.
Окна 7 трубки 4 обеспечивают доступ к соединительным наконечникам направляющего канала 10 и кабеля источника питания (на чертеже не показаны, так как являются комплектующими элементами ). Кроме того окна 7 позволяют проводить очистку внутренней полости трубки 4 от нагара без демонтажа горелки. В этом случае чистка производится гибким ершиком, либо пропитанным в растворителе тампоном, закреп - ленным на гибком стержне, Расположение окон 7 в одной плоскости (см. фиг, 1) является одним из возможных вариантов. Возможно также выполнение трубки 4 с одним окном, конфигурация которого отвечает требованиям доступа к гнездам,
Для герметизации внутренней полости трубки 4 (перекрытия снаружи окон 7) и защиты сварщика от поражения током рукоятка 4 снабжена съемной изоляционной оболочкой 16.
Длина штуцера 8, расположенного внутри трубки 4, не превышает четверти длины образующей трубки 4. При значительно меньшей длине ухудшается элект - роконтакт с токоведущей трубкой 4 и надежность фиксации токоведущего канала 10. Увеличение длины находящегося в трубке 4 штуцера 8 до величины, превышающей четверть длины трубки 4, ведет к утяжелению горелки. Площадь поперечного сечения штуцера 8 не превышает суммы площадей поперечного сечения кабеля источника питания и направляющего канала 10. Этим обеспечивается возможность прохождения потока всасывания через переднюю четверть трубки 4 без потери нагрева по сравнению с предыдущими и последующими участками траекторий движения потока. Переменное значение напора по длине магистрали отсоса нежелательно, так как
вызывает повышенное аэродинамическое сопротивление. Отверстие штуцера 8 выполнено с резьбой для крепления наконечника направляющего канала 10. Этот наконечник выполнен в виде резьбовой сту0 пенчатой втулки с вдавленными кольцевыми канавками на участке 17 большего диаметра, которые фиксируют собственно направляющий канал 10, который состоит из обрезиненной спирали 18 (см. фиг. 2),
5 либо тефлонового шланга . Резьба нарезана на участке 19 меньшего диаметра наконеч - ника.
Токоподводящий кабель присоединяется к горелке посредством ступенчатого ци0 линдрического наконечника (см. фиг. 3), который вставляется в штуцер 9 и фиксируется гайкой 20. Наконечни-к выполнен с глухим отверстием 21, в котором посредством пайки закрепляется предварительно облу5 женный конец кабеля. Штуцер 9 имеет преимущественно цилиндрическую форму. Диаметр отверстия штуцера 9 соответствует диаметру средней ступени 22 наконечника. Ступень наименьшего диаметра содержит
0 резьбу под гайку 20.
Горелка для электродуговой сварки в защитных газах работает следующим образом.
Перед началом сварки гибкий воздухо5 вод задним концом подключают к фильтр- вентиляционному агрегату, в состав которого входит побудитель тяги и фильтр.
5направляющий канал 10, закрепленный в штуцере 8, заправляют свободный конец на0 мотанной на кассету сварочной проволоки. Свободный конец закрепленного в штуцере 9 токоподводящего кабеля подключают к источнику питания, а свободный конец трубки 15 - к газораспределительной системе. За5 мыканием выступающего из горелки конца электродной проволоки на изделие начинается процесс сварки, При горении дуги образуется факел токсичных газопылепродуктов. Вследствие существования пониженного дав0 ления в тракте горелки загрязненный воздух засасывается в аспирационное соплоЗ и далее через опорную муфту 6, трубку 5, трубку 4 и гибкий воздуховод отводится из зоны сварки и поступает на отдельно расположенный от го5 релки фильтр. Сварочный ток подается от ка - беля на контактный наконечник 12 перед трубкой 4. Электроизоляцию аспирационного сопла 3 обеспечивают тем, что опорную муфту
6крепят винтами на диэлектрической втулке 13 (либо на поверхности газового сопла 2,
которое электроизолировано той же втулкой). Проходящий в полость трубки 4 воздушный поток охлаждает последнюю.
Конструкция горелки значительно увеличивает производительность труда за счет повышения удобства эксплуатации вследствие уменьшения веса горелки и снижения трудоемкости ремонтно-профилактическо- го обслуживания, а именно упрощение очистки внутренней поверхности трубки для отсоса выделений от брызг и нагара. Формула изобретения Горелка для электродуговой сварки в защитных газах, содержащая канал для на 0
правления плавящегося электрода, сопло для подачи защитного газа, охватывающее его аспирационное сопло, токоподвод, изолирующую оболочку и токоведущую трубку для отсоса выделений, отличающаяся тем, что, с целью повышения удобства эксплуатации, она снабжена двумя штуцерами, трубка для отсоса выделений выполнена с окнами для очистки, а изолирующая оболочка -съемной, при этом штуцеры размещены по концам трубки, один из штуцеров соединен с каналом для направления плавящегося электрода, а другой - с токоподводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1175637A1 |
| Устройство для дуговой сварки в среде защитных газов | 1989 |
|
SU1691000A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в среде защитных газов | 1985 |
|
SU1232417A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
Изобретение относится к сварочному производству и может быть использовано при ручной электродуговой сварке плавящимся электродом в различных отраслях машиностроения. Цель изобретения - повышение удобства эксплуатации. Горелка для электродуговой сварки в защитных газах с отсосом вредных выделений из зоны сварки содержит токоведущий канал 1 для направления плавящегося электрода и сопло 2 для подачи защитного газа. Сопло 2 охватывает аспирационное сопло 3, связанное с трубкой 4. Трубка 4 выполнена с окнами 7 для очистки и штуцерами 8 и 9 по концам трубки. Штуцер 8 соединен с токоведущим каналом 1 и каналом 10 для направления плавящегося электрода, а штуцер 9 - с источником питания. Окна 7 в трубке 4 позволяют упростить очистку внутренней поверхности трубки от брызг и нагара, а также снизить трудоемкость ремонтно-профилактического обслуживания. 5 ил.
19
10
А-А
8
А
16 Защитный 15 д Кпо&удителю гпз
тяги
Фиг 1
18
Вид В
Фиг. 5
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
