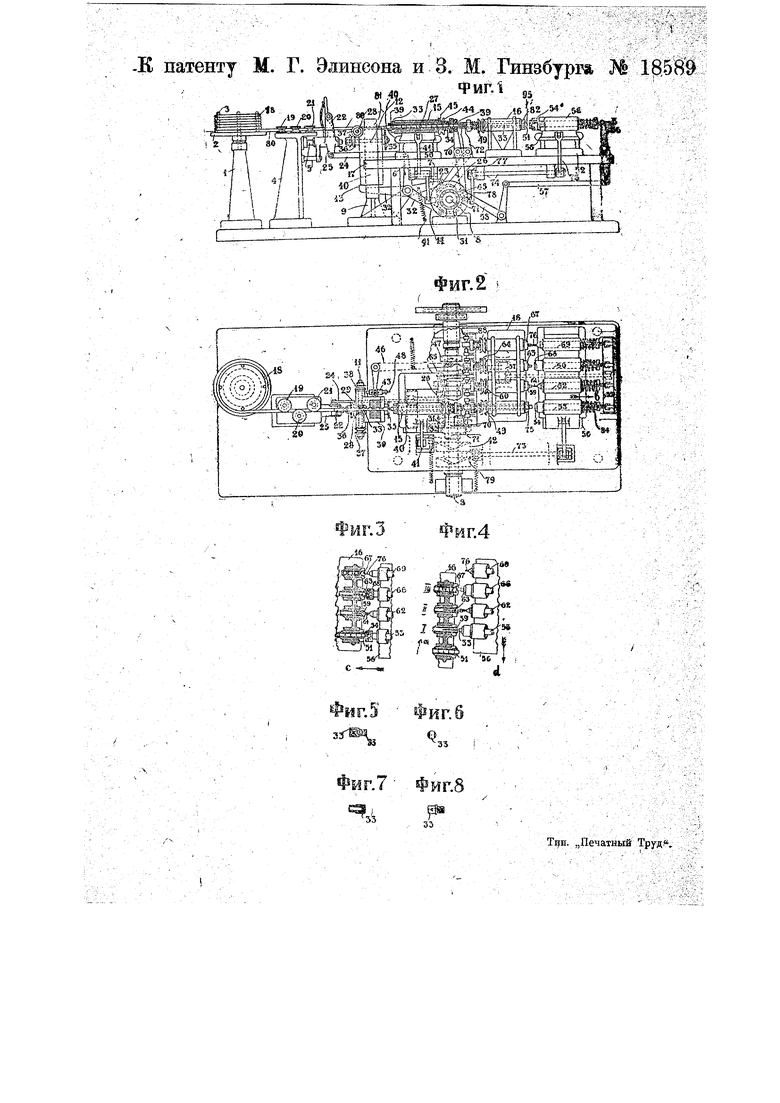
/ Для автоматической eпpepывнp0 подучи заготовок ниппелей горелоктипа „Примус от одной операции к другой применены несколько салазок, получающих возвратно-поступательные перемещения. Одними салазками Заготовка ,прдается для фрезерования плоских частей jiHnпеля и отрезания, вторыми срезанные заготовки переносятся к сверлу, получакйцему возвратно-поступательные перемещения:, а третьи салазки нес державки дл режущих инструментов,, которь1ми производится дальнейщая рбрабртка О(грезаннь1х и просверленных заготовок, при чем последние укрепляются во вращающихся разжимных эзулках, расположенных в полых щпиндещ, поворотно укрепленных на неподвцж|1ой бабке; подача державкам сообщается от кулачка посредство рычаМнбйпередачи. J На чертеже фиг. 1 изображает прбдояьный вид станка частично в pзtЗpeзe фиг. 2-вид его сверху частично 18 фазрёзе; фиг. 3-вид сверху салазок,; 1 1сущихдержавки для режущих, инc f мeнтов и разрез неподвижной бабки и§;4-В фиг.1, в момент начала работы; то же, в конце работыи фиг f§fJ:H&
изготовляемый нипдель. - / . На стойке 1 (фиг 1 и 2) станка кре:- fA
1-4
плен диск 2, снабженный стержней 3 на которые надевается моток 18 проволоки, выпрямляемой роликами Ш, 20 и 21, поворотно установленными на стойке 4 станка. Пздающий проволоку механизм состоит из пружинного упора 22, поворотно укрепленного на ползуне 25, перемещающемся возвратно-поступательно по на правляющим 5, установленным на стойке 4. Ползун 25 шарнирно скреплен с тягой 24, связанной с плечом б коленчатого рычага 23, второй конец 7 которого соприкасается с кулачком 2б насаженным на приводной вал 8. На стойке 9 установлены направля 9Щйе 10 для салазок 30, несущих фрезы 28 и 20., закрепленные на общей оси 11 со шкивами 37, 38, а также круглую пилу 35, заклиненную на одном валике 12 со щкиг вом 36, связанным, также как и шкивы 37 и 38, с крнтр-приводом. Салазки 30 поддерживаются плечоМ; 13 коленчат Ьго рычага 32, второе плечо 14 KOTOpbro toприкасается с насаженным на приводной вал 8, кулачком 31,сообщающим салазкам 30 возбратно-прступательное перемещение в вертикальном Направлении. На станине 17 станка установлена бабка 40, в направляющих, 50,50 которой перемещаются возвратнр-поступатепьно в поперечном направлении салазки 15,
v
связанные с рычаго: 41, соприкасающимся с кулачком 42- (фиг. 2), насаженным на приводной- вал 8. Салазки 15 . 1) несут шпиндель 44, внутри которого расположена снабженная сквозным отверстием 27, разжимная втулка 39, обхватываемая вилкой рычага 70, свя занного с кулачком 71, насаженным.на -.вал 8, при чем, втулка 39 с помещен,ными внутри нее заготовками 33 находится все время под воздействием пружины 34, насаженной на шпиндель 44; последний приводится во вращение закрепленным на нем шкивом 45 от контрпривода. Для сверления малого отверс гия ниппеля предназначается сверло 48 (фиг. 2), оправка которого 43 связана с коленчатым рычагом 46, находящимся под воздействием кулачка 47, закрепленного на валу 8. На станине 17 (фиг. 1) станка укреплена неподвижная бабка 16, несущая вращаемые от 49, 60, 64 И 88, полые шпиндели 75, 59. 62 и 67, внутри которых расположены раз г{имные втулки 51, связанные с рычагом 72; последний находится под воз...действием кулачка 71закрепленнс)го на валу 8. На задней бабке 52 станки имеются салазки 56, несущие державки (фиг.: 2, 3, 4); 53, 62, 66 и 69 соответственно для резцовой голозки 54 сверле 61, лерки 68 и выталкивающего стержня 76, которые получают подачу через посредство связанного с державками рычага 55, шарнирно скрепленного с тягой 57 (фиг. 1 и 2), шарн1- рно связанной с коленчатым рычагом 58, находящимся под воздействием кулачка 65, закрепленного на валу 8. Салазки 56 скреплены с рычагом 73, связанным с заликом 74, на который одета втулка 77 рычага 78, находящегося под воздей-ствием кулачка79, одетого на вал 8.
Сматывающаяся с мотка 18 (фиг. 1 и 2) проволока 80 выпрямляется роликами 19, 20 и 21 и при помощи кулачка 26, рычага 23 и тяги 24 подается пружинным упором 22 к фрезам 28 и 29 (фиг. 2), которые обрабатывают плоские части ниппеля 33, получая вращение от шкивов 37 и 38 и возвратно-поступательные в вертикальном направлении перемещ ния вместе с салазками 30 от кулачка 31 через посредство коленчатого рычага 32. .После этого упор 22 продвигает обработанный частично ниппель 33 сквозь отверстие 81 направляющей 10 к круглой пиле 35, которая отрезае заготовку 33, получая вращение от шкива, 36 и возвратно - поступательные перемещения в вертикальном направлении вместе с салазками 30 от кулачка 31 через посредство коленчатого рычага 32. Затем подаваемая упором 22 проволока 80 выталкивает заготовку 33 в открытую разжимную втулку 39 (фиг. 1), которая получая возвратно-поступательное перемещения в поперечном направлении вместе с,салазками 15 от кулачка 42 через посредство рычага 41, переносит заготовку к сверлу 48, получающему подачу от кулачка 47 при помощи коленчатого рычага 46И просверливающему малое отверстие в ниппеле, при чем, вращаюш,аяся вместе со шпинделем 44 от шкива 45, втулка 39 при перемещении салазок 15 к сверлу освобождается от вилки рычага 10, находящегося под воздействием кулачка 71 и при помощи пружины 34 сжимает заготовку. После того, как отверстие просверлено, салазки 15 возвращаются в исходное положение, при этом втулка 39 под воздействием рычага 70 разжимается и заготовка .33 проталкивается, продолжающими поступать заготовка.ми, в открытую разжимную втулку 51. Когда 3afoтовка 33 переместится до конца 82, вращающейся вместе со шпинделем 95 от шкива 49, втулки 51 (фиг.- 1 и 3), то последняя, под воздействием кулачка 71 при посредстве рычага 72 зажмет заготовку, передний конец 83 (фиг. 5) которой после этого будет обрабатываться резцами 54, закрепленными в державке 53, получающей подачу от кулачка 65 через посредство коленчатого рычага 58, тяги 57 и рычага 55. По окончании обработки втулка 51 разжимается, а резцовая головка 54 под воздействием пружины 84 вместе с державкою 53 отходит назад, при этом обработанная заготовка, подталкив.аемая вновь поступающими заготовками проходит в центральный канал головки 54, и вместе с нею отходит назад по направлению стрелки 6.
Затем головка 54 вместе с заготовкой к салазками 56 переместится, под воздействием кулачка 79, через посре; 5сгво рычага 78, валика 74 и рычага 73, по
стрелке а в положение 1, в это время державка 53 вместе с головкою 54 получат подачу по направлению стрелки С, вследствие чего заготовка будетвдвинута в открытую втулку 51 вр ащающегося от шкива 60 шпинделя 59. После этого втулка 52 зажмет заготовку, салазки 56 переместятся по стрелке d в исходное положение, а державка 62- змэсте со сверлом 61 получит подачу по стрелке с. После сверловки втулка 59 освободит заготовку, которая отойдет назад по стрелке b вместе со сверлом 61,-салазки 56 переместятся по стрелке а в положение //, сверло получит подачу и вставит заготовку во втулку 51 вращающегося от шкива 64 шпинделя 63. Затем втулка 51 зажмет заготовку, салазки 56 С|тойдут назад по стрелке d, а державка 66 вместе с леркой 68 получат подачу по стрелке с. После этого втулка 51 освободит заготовку, которая отойдет назад по стрелка b вместе с леркой, салазки 56 переместятся по стрелке а в положение III, лерка вставит заготовку во втулку 51 вращающегося от шкива 88 шпинделя 67, после чего салазки56 отойдут назад по стрелке d, а выталкивающий стержень вместе с державкою 69 получит подачу по стрелке с и вытолкнет готовый ниппель. Одновременно с переходом заготовки на вторую операцию, продвигающаяся вслеД за ней вторая заготовка поступает на. первую опе, рацию и таким образом во все время работы станка продолжается автомати.ческая непрекращающаяся додача заготовок с одной операции на другую.
Предмет патента.
ч.Станок-автомат для изготовления ниппелей к горелкам типа „Примус, характеризующийся совокупным применением: а) роликов 19, 20 и 21 (фиг. 1 и 2) для выпрямления поступающей с мотка 18 проволоки; б) подающего проволоку механизма, состоящего из пружинного упора 22, поворотно укрепленного на ползуне 25, получающем возвратно-поступательные перемещения от кулачка на 26 приводном валу через посредство коленчатого рычага 23 и тяги 24; в) механизма для фрезирования плоских частей ниппедя и отрезания заготовки, состоящего из рез 28, 29 и круглой пилы 35, получающих вращение от шкивов 37, 38 и 36 и укрепленных на салазках 30, перемещаемых возвратно - поступательно в вертикальном направлении от кулачка 31 через посредство коленчатого рычага 32; 2) перемещаемых возвратнопоступательно в поперечном направлении под действием кулачка 42 через посредство рычага 41, салазок 15, предназначеннь1Х для переноса отрезанной заготовки к сверлу 48, получающему подачу от кулачка 47 через посредство коленчатого рычага 46, и несущих разжимную под действием кулачка 71, через посредство рычага 70 с вилкой, втулку 39, служащую для зажима помощью пружины заготовки при сверлении и пропускания ее для дальнейшей обработки сквозь центральное свое отверстие, д) неподвижной бабки 16, несущей вращаемые от шкивоз 49, 60, 64 и 88 полые шпиндели 75, 59, 63 и 67 с разжимными, под действием кулачка 71 и через посредство рычага 72, втулками 51, каковые втулки 51 (фиг. 1,3 и 4) предназначены для зажимания заготовок при их дальнейшей обработке, а втулки 51 шпинделей 75 и 67, кроме того, служат: первые-для пропуска через центральное свое отверстие заготовок, поступаюилих из втулки 39, и вторые-для пропуска через свое центральное отверстие готовых изделий; е) перемещаемых возвратно-поступательно в поперечном направлении под действием кулачка79, через посредство рычага 78, валика 74 и рычага 73, салазок 56, несущих державки 53, 62, 66 и 69 соответственно для резцовой головки 54, сверла 61, лерки 68 и выталкивающего стержня 76 и предназначенных, кроме того, при своем поперечном перемещении, для переноса заготовок, остающихся на инструменте от предыдущей операции к инструменту для последующей, при чем подача державкам 53, 62, 66 и 69 сообщается от кулачка 65 через посредство коленчатого рычага 58, тяги 57, и рычага 55. - , ... -K патенту M. Г. Эдинсона «.% I . , и 3. М, Гинзбурга № Ig589 .- - 
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный токарный автомат | 1939 |
|
SU58716A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Приспособление к затяжным машинам для затяжки скобками | 1934 |
|
SU42438A1 |
| Приспособление для автоматической подачи заготовок в сверлильных пробочных станках | 1929 |
|
SU25720A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ (КРЕСТИКА) К ВАТЕРМАШИНАМ | 1929 |
|
SU14722A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| Механизм подач | 1981 |
|
SU1014690A1 |
SS
s«flli| 4

