В предлагаемом станке для изготовления детали (крестика) к ватермашинам заготовка, подаваемая последовательно тремя парами валиков, приводимых периодически в движение помощью ряда передач от главного вала, обрабатывается тремя парами фрез, вращающихся от того же главного вала. Кроме того, в указанной заготовке высверливается сверлом, приводимым во вращение также от главного вала, соответствующей величины отверстие, и по окончании обработки готовая деталь автоматически отрезается от заготовки и удаляется в приемник готовых изделий.
На схематическом чертеже фиг. 1 изображает перспективный вид изготовляемой детали; фиг. 2 - рычажную систему, служащую для сообщения перемещений подающим заготовку валикам; фиг. 3 - вид станка сбоку; фиг. 4 - вид его по стрелке А на фиг. 3; фиг. 5 - вид его по стрелке В на фиг. 4; фиг. 6 - вид его по стрелке С на фиг. 5.
Процесс обработки на указанном станке детали к ватермашинам (фиг. 1) слагается из следующих операций: 1) обработки боковых граней В детали; 2) выемки в ней пазов Г; 3) просверливания в ней отверстия А, и 4) выбирания в ней канавок Б и Е. Заготовка, подлежащая обработке, имеет вид рейки, ширина которой немного больше размера Д детали, высота же равна размеру 3 последней. При вводе в станок заготовка закладывается одним концом между вращающимися валиками 1 (фиг. 5), а другим концом опирается на свободно вращающиеся ролики 53. Валики 1, вращающиеся при посредстве передач, которые будут описаны ниже, от главного приводного вала со шкивом 40, увлекают заготовку и проводят ее между двух фрез или пил 55 (фиг. 4, 5), приводимых во вращение также от главного приводного вала при помощи зубчатой передачи 56, 55а, каковые фрезы 55 производят обработку боковых граней В детали. Далее валики 1 передвигают заготовку на расстояние немного большее длины Ж детали, после чего они останавливаются и начинаются вторая и третья операции обработки детали - выемка пазов Г и высверливание отверстия А. Выемка пазов Г производится при помощи фрез 51, получающих вращение через шкивы 23, 48, 49 (фиг. 3 и 4), зубчатые колеса 36, 35, 37, 38 и шкивы 34 и 50 (фиг. 5), от передаточного вала 21, вращающегося, в свою очередь, от главного приводного вала со шкивом 40 посредством конической передачи 20, 63 (фиг. 4); высверливание же отверстия А производится помещенным в шпинделе 25 (фиг. 3) сверлом, приводимым в движение от того же передаточного вала 21 через шкивы 22, 27, 26. При выемке пазов Г и высверливании отверстия А движение подачи фрез 51 и сверла 25 осуществляется перемещением вверх и вниз поддерживающих их салазок 14 (фиг. 3, 4), связанных шатунами 12 с кривошипными дисками 64, вращающимися от соединенной с ними оси 45, которая приводится во вращение от главного приводного вала при помощи зубчатой передачи 56, 57, 58, 59, 60, 61. С салазками 14, кроме того, соединена штанга 15-18 (фиг. 3, 5), поддерживающая элементы передачи к фрезам 51 и связанная гибким телом с противовесом 16 для описанной системы. По окончании второй и третьей операций обработки, валики 1 продвигают заготовку до валиков 2, после чего начинается четвертая операция-выбирание канавок Б и Е (фиг. 1). Она производится при помощи фрез 66 и 66а (фиг. 5, 6), получающих вращение от передаточного вала 21 через шкивы 31, 30, 69 (фиг. 3, 5, 6) и связывающих оси фрез зубчатых колес 65, 69а. Фрезы 66 и 66а при обработке канавок Б и Е помимо вращения двигаются еще вместе с салазками 4 в горизонтальном направлении, каковые перемещения они получают от оси 45 при помощи конической передачи 43, кривошипного диска 62 и рычажной системы 72, 24, 41. По окончании четвертой операции заготовка, двигаемая далее валиками 1 и 2, проходит мимо насаженного на оси 68 фреза или пилы 65а, отрезающего обработанную деталь от заготовки. При дальнейшем ходе под действием валиков 3, готовая деталь удаляется кулаком О, связанным с салазками 4, в приемник готовых изделий.
Движение подающих заготовку валиков 1, 2, 3 производится от главного приводного вала со шкивом 40 через передаточный вал 45, снабженный кулаком 13 (фиг. 2, 3), воздействующим через ролик 2′ на рычажную систему 6′, 44, 46, 11, 10, 7, 6, 5, находящуюся под действием пружины 12′ и включающую в части 5 храповой механизм для поворота той или другой из систем валиков 1, 2, 3 на определенный угол.
В случае необходимости сделать деталь без канавки Е, ручкою 39 (фиг. 6) отклоняется рычаг 39а, опускающий при этом вниз фрез 66а.
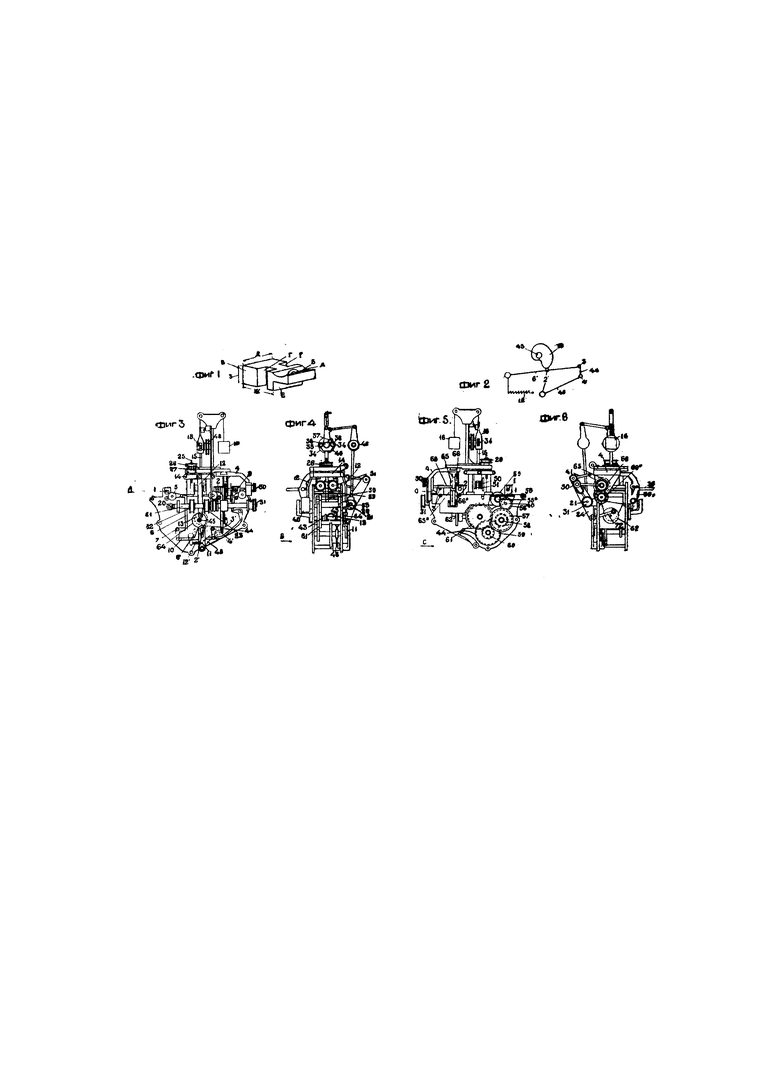
Станок для изготовления детали (крестика) к ватермашинам, характеризующийся применением трех пар подающих заготовку валиков 1, 2, 3 (фиг. 3-5) и получающих периодически перемещения от главного приводного вала со шкивом 40 через передаточный вал 45, не сущий кулак 13 (фиг. 2, 3) для воздействия через ролик 2′ на рычажную, находящуюся под влиянием пружины 12′ систему 6′, 44, 46, 11, 10, 7, 6, 5, включающую в части 5 храповой механизм для передачи той или другой из систем валиков 1, 2, 3 поворота на определенный угол, отвечающий требуемому перемещению заготовки после каждой из операций, в состав каковых входят следующие: 1) обработка боковых граней В заготовки (фиг. 1) при помощи двух пил или фрез 55 (фиг. 4, 5), получающих вращение от главного приводного вала при помощи зубчатой передачи 56, 55a (фиг. 5); 2) выемка пазов Г и сверление отверстия Л (фиг. 1) соответственно при помощи фрез 51 и помещаемого в шпинделе 25 сверла, из коих фрезы 51 получают вращение от передаточного вала 21 (фиг. 3, 4) через шкивы 23, 48, 49, зубчатые колеса 36, 35, 37, 38 и шкивы 34, 50, а сверло от того же вала 21 через шкивы 22, 27, 26, каковые фрез и сверло, помимо вращения, получают еще перемещения вверх и вниз вместе с поддерживающими их салазками 14 (фиг. 3, 4) от сидящих на оси 45 кривошипных дисков 64 и шатунов 12, связанных с ними и с салазками 14, с которыми соединена также штанга 15-18, поддерживающая элементы передачи к фрезам 51 и связанная гибким телом с противовесом 16 для перемещаемой вверх и вниз системы; 3) выбирание канавок Б и Е (фиг. 1) при помощи фрез 66 и 66a (фиг. 5, 6), получающих вращение от вала 21 через шкивы 31, 30, 69 и связывающие оси фрез зубчатые колеса 65, 69а, каковые фрезы, помимо вращения, получают еще возвратные горизонтальные перемещения вместе с салазками 4 от оси 45 при помощи конической передачи 43, кривошипного диска 62 и рычажной системы 72, 24, 41; 4) отрезание обработанной детали от заготовки при помощи пилы или фреза, установленных на той же оси 68, которая несет фрез 65а (фиг. 5) и 5) удаление готового изделия при помощи кулака О (фиг. 5), связанного с салазками 4.
