Отличительной особенностью предлагаемого автомата для заточки сверл торцом шлифовального круга является применение расположенной соосно с шлифовальным кругом непрерывно вращаюш,ейся планшайбы, песуш,ей шпиндельные головки, получающие врашение вокруг своей оси и предназначенные для приема сверл из бункера, их зажима и подвода к шлифовальному кругу в требуемом положении лезвия.
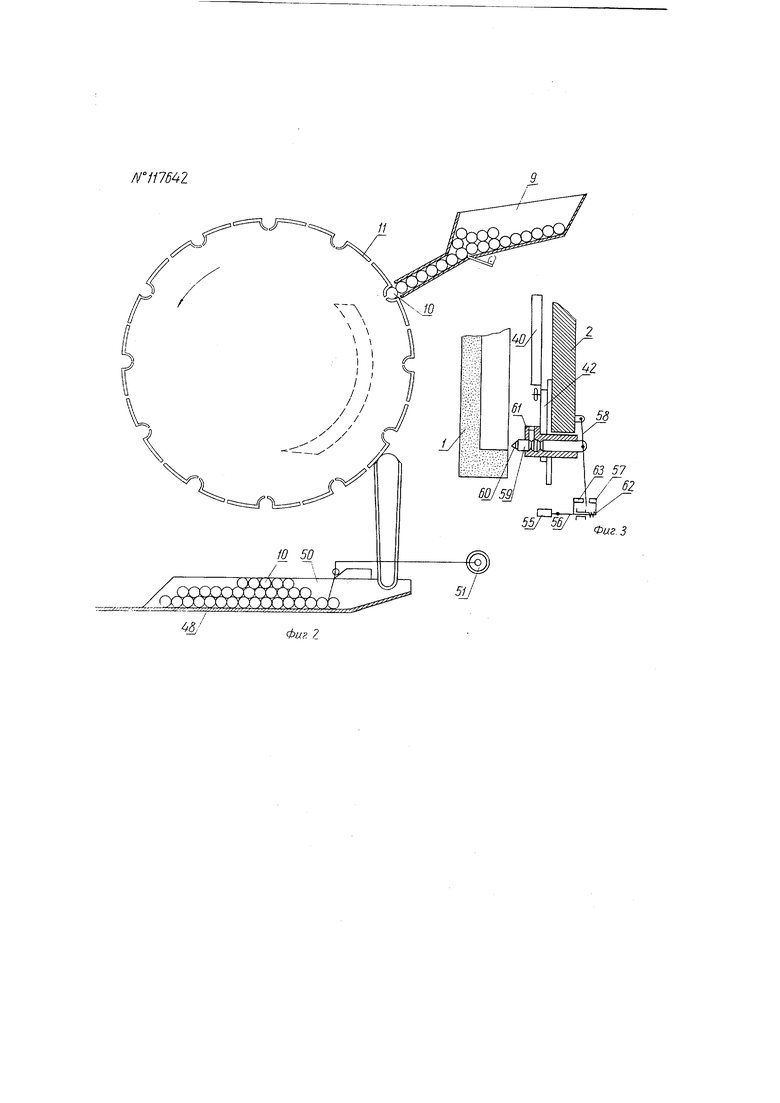
На фиг. 1 показан предлагаемый автомат в обшем виде; на фиг. 2 - схема подачи сверла из бункера к шлифовальному кругу и выгрузки его в приемник; на фиг. 3 схематически изображено приспособление для правки шлифовального круга.
В предлагаемом автомате заточка сверл производится торцом шлифовального круга /. Соосно с шлифовальным кругом / расположена равномерно вращаюш,аяся планшайба 2, на которой по окружности закреплены шпиндельные головки 3. Каждая шпиндельная головка получает врашение вокруг своей оси и поступательное движение вдоль оси, что обеспечивает винтовое движение сверла при заточке.
Кроме того, шпиндельная головка 3 получает продольное возвратнопоступательное движение по направлению от оси планшайбы 2 к ее периферии для обеспечения равномерного износа торцовой части шлифовального круга 1. В процессе врашения планшайбы 2, получаюш,ей движение от двигателя 4 через червяк 5, червячную шестерню 6 и шестерни
7,8, сверло 10 из магазина 9 выпадает в желоб //, прикрепленный к шпиндельной головке 3. Под желобом 11 закреплена направляющая /2, по которой скользит каретка 13 с толкателем М.
В процессе вращения планшайбы 2 паз каретки 13 находит на головку рычага 15. В этот момент кулачок 16, закрепленный на шестерне
8,своим выступом нажимает на валик 17, выполненный в виде круговой рейки- При перемещении валика 17 сектора 18 рычаг 15 воздействует на толкатель 14 и последний перемещает сверло 10 по желобу 11. Если в процессе заталкивания сверла 10 в цангу 19, фиксирующий палец 20 попадет в канавку сверла, то сверло свободно дойдет до упора 21. Если же в процессе заталкивания сверло тыловой частью упрется в фикси№ 117642
рующий палец 20, то оно остановится, а толкатель 14, выполненный в виде пружинной цанги, будет находить на хвостовую часть сверла. Так как шпиндельная головка непрерывно вращается вместе с фиксирующим пальцем 20, последний сойдет с периферии сверла и войдет в его канавку. При этом сверло под действием толкателя 14 продвинется вперед до упора 21. После того как сверло подано до упора, происходит зажим сверла. В процессе движения планшайбы 2 рычаг 22 под действием кулачка 23, переместит муфту 24, в результате чего цанга 19 зажмет сверло.
В этот момент рычаг 15 выходит из паза каретки 13 и возвращается в исходное положение под действием пружины 13. Одновременно каретка 13 с толкателем 11 под действием пружины 25 также возвращается в исходное положение, фиксируемое упором. После этого под действием кольцевых кулачков 26 и 27 происходит смещение салазок 28 до соприкосновения сверла 10 с вращающимся кругом /.
В шпиндельной головке 3 движение от электродвигателя 4 через червяк 5, червячную шестерню 6, щестерни 29, 30 и 31, конические пары 32 и 33 передается шпинделю 34. На шпинделе 34 закреплен кулачок 27. Таким образом, при вращении шпинделя 34 кулачок 27, упираясь своими выступами в палец, прижимаемый пружиной к кольцевому кулачку 26, перемещает салазки 28 по направлению к шлифовальному кругу /, благодаря чему происходит заточка заборного конуса сверла и одного пера. После этого под действием кулачка 27 и пружины 35 салазки 28 перемещаются в исходное положение и происходит смена затачиваемого пера. В процессе заточки сверла под действием кольцевого кулачка 26 осуш.ествляется подача на заточку.
Профилирование кулачка 26 позволяет осуществить предварительную и окончательную заточку сверла.
Для правильной заточки сверла, а также для равномерного износа шлифовального круга по торцу, предусмотрено радиальное возвратнопоступательное движение шпиндельной головки. Это движение осуществляется от шестерни 36 через шестерни 37,38 и валик 5, на конце которого закреплен кулачок Л При вращении последнего и под воздействием пружины / происходит возвратно-поступательное движение ползуна 42, а следовательно, и шпиндельной головки 3. Таким образом, происходит последовательная загрузка сверл в шпиндельные головки и одновременная заточка нескольких сверлПосле заточки сверла рычаг 22 под действием кольцевого кулачка 23 сместит муфту 24, благодаря чему произойдет разжим цанги 19. Затем под действием кулачка 43 пальца 44, рычага 45, пружины 46, толкатель 47 подает сверло в лоток 48. Сверло, скользя по лотку 45, падает в приемник 49. Вилка 50 (фиг. 2) под действием эксцентрика 51 совмещает колебательные движения, которыми она проталкивает уложенные параллельно друг другу сверла по лотку 48. Компенсация износа шлифовального круга происходит путем перемещения шлифовальной бабки от электродвигателя 52 посредством червячной передачи 53 и винтовой пары 54.
Приспособление для правки шлифовального круга (фиг. 3) закреплено на одном из ползунов 42, благодаря чему возвратно-поступательное движение ползуна используется для правки круга по торцу.
При включении соленоида 55 происходит перемещение тяги 56 с кулачком 57. При вращении планщайбы 2 рычаг 58 под действием кулачка 57 повернется и переместит державку 59 алмазозаменителя 60 до ее фиксирования шариком 61. Отвод приспособления производится пружиной 62 и кулачком 63 при выключении соленоида 55. 3 2822212726 2i 2L Фаз. / 

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гидроабразивной обработки сверл с последующей промывкой и сушкой | 1957 |
|
SU117295A1 |
| Автомат для шлифования перьев и заточки углов перового сверла часового производства | 1960 |
|
SU145146A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Автомат для выпрямления иголок швейных машин | 1951 |
|
SU99307A1 |
| ЗАТОЧНЫЙ СТАНОК ДЛЯ ЛЕНТОЧНЫХ ПИЛ | 1966 |
|
SU186833A1 |
| Автомат для заточки сверл по винтовой поверхности | 1959 |
|
SU129957A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Станок для заточки многолезвийного инструмента с прямыми канавками | 1986 |
|
SU1395462A1 |
| АВТОМАТ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU305040A1 |