Изобретение относится к станкостроению и может быть применено в шлифовальных станках с автоматической врезной подачей и микроподачей шлифовального круга.
Известен механизм подач шлифовальной бабки, содержавши установленные на станке с возможностью перемещения салазки, на которых расположена шлифовальная бабка, несущая шпиндель шлифовального круга, клин врезных подач, взаимодействующий со штоком поршня гидроцилиндра врезных подач , гидроцилиндр быстрых ходов, жестко связанный с винтом подач, причем корпус салазок кинематически соединен с винтовой передачей установочных перемещений шлифовальной бабки, а клин врезных подач установлен с возможностью свободного осево-го хода в кронштейне, расположенном на салазках- между винтом подач и гидроцилиндром быстрых ходов, жестко связан со штоком поршня гидроцйлиндра быстрых ходов и расположен под прямым углом к его оси и оси винта подач с возможностью контакта с винтом подач в рабочем положении шлифовальной бабки f1.
Такая конструкция позволяет получить высокую жесткость и точность механизма, но характеризуется невысокой технологичностью из-за отсутствия возможности осуществления микроподач .
Цель изобретения - расширение технологических возможностей механизма подач.
Поставленная цель достигается тем, что в механизме подач шлифовальной бабки, содержащем установленные на станке с возможностью перемещения салазки, на которых расположена шлифовальная бабка, несущая шпиндель шлифовального круга, клин врезных подач, взаимодействующий со штоком поршня гидроцилиндра врезных подач, гидроцнлиндр быстрых ходов, жестко связанный с винтом подач, причем корпус салазок кинематически соединен с винтовой передачей установочных перемещений шлифовгшьной бабки, а клин врезных подач установлен с возможностью свободного осевого хода в кронштейне, расположенном на салазках между винтом подач и гидроцилиндром быстрых ходов, жестко связан со штоком поршня гидроцилиндра быстрых ходов и расположен под прякьш углом к его оси и оси винта подач с возможностью контакта с tt, винтом подач в рабочем положении ишийовальной бабки, корпус гидроцилиидра врезных подач связан с дополнительным клином микроподач, а шток поршня и корпус гидроцилиндра врезных подач имеют соответственно по одному фиксируемому положению, позволяющему поочередно фиксировать либо шток поршня, либо корпус гидроцилиндра с кронштейном, причем при фиксации штока поршня с кронштейном корпус .гидроцилиндра имеет свободу осевого хода, а при фиксации корпуса возможность осевого хода имеет шток поршня.
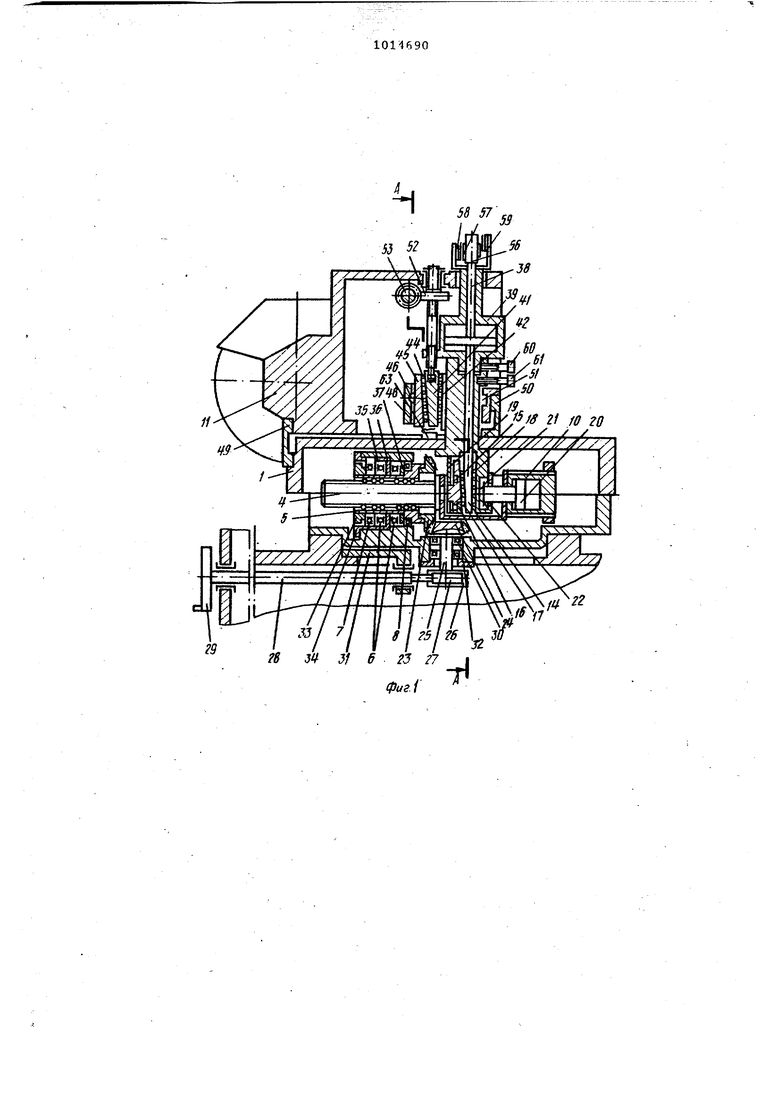
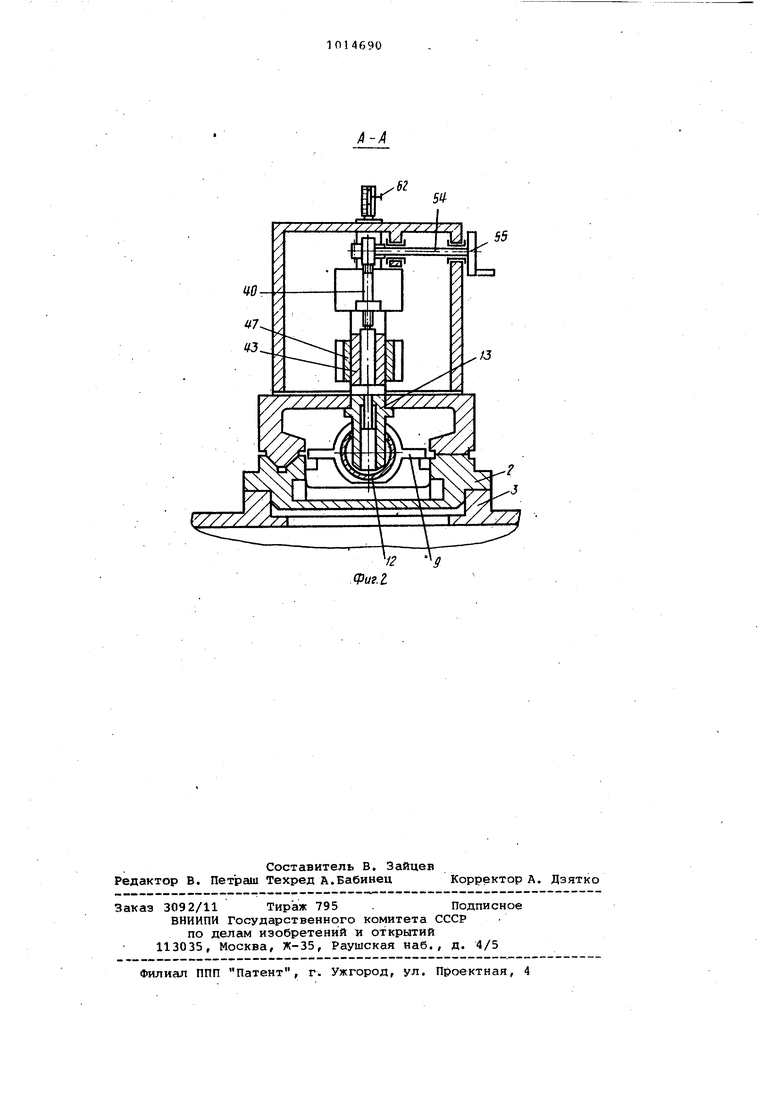
На фиг. 1 показан механизм подач, общий вид, продольный- разрез, на
0 фиг. разрез А-А на фиг. 1.
Механизм подач состоит из корпуса верхних салазок 1 и корпуса нижних поворотных-салазок 2, установленных на станине 3. Винт подач 4 винтовой передачи качения собран в гайке 5. Гайка 5 посредством двух упорных подшипников 6 качения и двух радиальных подшипников 7 и 8 качения установлена в корпусе нижQ них салазок 2. в этом же корпусе установлена державка 9, в шлицевом отверстии которой установлен гидроцилиндр 10 быстрых отводов-подводов шлифовальной бабки 11. Снаружи гидро5 цилиндр 10 имеет шлицы, при помощи втулки 12 с продольным вырезом жестко скреплен с винтом подач 4. В продольном вырезе втулки 12 размещен кронштейн 13, скрепленный с корпусом верхних салазок 1. В кронштейне 13 собран клин врезных подач 14, который посредством пружин 15 через подвижную направляющую 16, ролики 17 и 18 прижат к направляющей, изготовленной заодно с кронштейном 13.
5 с другой стороны пружины 15 упираются в крышку 19, прикрепленную к кронштейну 13. Шток поршня 20 при помощи тарельчатой пружины 21 прижат к кронштейну 13. С другой стороны
0 пружина 21 упирается в крышку 22, прикрепленную к кронштейну 13. На гайке 5 установлена коническая шестерня 23, которая при помощи шестерни 24, вала 25, червячного колеса 26,
5 червяка 27 и вала 28 связан-а с лимбом 29 подач.
Вал 25 установлен на двух подшипниках 30i Державка 31 служит опорой
Q подшипника вала 28. Фланец 32 подпирает подшипники 30. Гайка 33, фланец 34, втулка 35 и диски 36 и 37 служат для натяжения упорных подшипников 6. Клин врезных подач 14 соединен со штоком поршня 38 гидроцилиндра 39, в котором на резьбе установлен винт 40 микроподач, соединенный с клином 41 микроподач. Клин 41 через ролики 42 .качения упирается в направляющую 43, прикрепленную к
0 кронштейну 13. С другой стороны в клин 41 через ролики 44 качения упирается направляющая 45, подвижно расположенная в прорези направляв ющей 43, которая ее охватывает по
5 торцам. С другой стороны направляющая 45 через опору 46, имеющую вид полуцилиндра, упирается в обод 47 с зазором 48, охватывающий по бокам направлягои1ую 43 и кронштейн 13 и прикрепленный к корпусу шлифовальной бабки 11..
Корпус шлифовальной бабки при помощи плоских пружин 49 и 50 подвешен уад корпусом верхних салазок. Пружина- 51 с одной стороны упирается в кронштейн 1,3-г с другой - в корпус шлифовальной бабки 11 и, таким образом, посредством обода 47, подвижной направляющей 45 и роликов 44 прижимает клин 41 к роликам 42 и . направляющей 43. Винт 40 микроподач своим верхним концом со шлицами по скользящей посадке входит в шлицевое отверстие винтовой шестерни 52, установленной на подшипнике в
корпусе шлифовальной бабки 11, и .л сцепляется с другой винтовой шестерней 53; при помощи вала 54 связанной с лимбом 55 микроподач. Сверху на штоке поршня38 закреплена державка 56 кулачков, несущая кулачки 57, воздействующие на два конечных выключателя 58, предназначенных для рграничения величины хода черновой и чистовой подач и закрепляемых на двух угольниках 59. Винт 60 служит для фиксации корпуса гидроцилиндра 39 с кронштейном 13, а винт 61 - для фиксации штока поршня 38 с кронь-гейном 13. Винт 62 служит фиксации кулачка 57 в заданном положении. Винтов €2, как и кулачков 57, два. Переключатель 63 служит для ограничения хода клина 41 вниз.
Механизм работает следующим образом.
Наладочные перемещения шлифовальной бабки (на нужный размер шлифования) получают от винта 4 подач, который осевое перемещение получает от вращения лимба 29. От лимба 29 вращается вал 28 с червяком 27, червяк вращает червячное колесо 26, вал 25 шестерню 24, от которой вращается шестерня 23, а вместе с ней и гайка 5. От вращения гайки 5 винт 4 перемещается, так как он не может вращаться из-за того, что при помощи, втулки 12 жестко скреплен с корпусом гйдроцилиндра 10, на шлицах установленном в державке 9 .
Перемещаясь, винт перемещает 12 и корпус гидроцилиндра 10. В рабочем положении шлифовальной бабки шток- поршня 20 прижимает кронштейн 13 через клин 14 и подвижную направляющую 16 к винту. 4 подач. Поэтому кронштейн 13, а вместе с ним корпус верхних салазок 1 и корпус шлифовальной бабки 11 перемещаются от перемещения винта 4.
Быстрый отвод-подвод шлифовальной бабки получается от движения штока поршня 20, При ходе штока назад он тянет за собой тарельчатую пружину 21, последняя через крышку 22 тянет кронштейн 13 и отводит корпус салазок 1 и шлифовальную бабку 11 в заднее положение. Пружина 21 при этом демпфирует удар быстрого отвода шлифовальной бабки. При быстром подводе вперед шток поршня 20 идет вперед, своим сферическим наконечником давит на кронштейн 13 и подводит корпус верхних салазок 1 и шлифовальную бабку 11 вперед до упора
подвижной направляющей 16 своим
полусферическим упором в торец винта 4. Тарельчатая пружина 21 при этом обеспечивает постоянное прижатие штока поршня 20 к кронштей.ну 13 и таким образом исключает удар поршня 20 о кронштейн. При быстром подводе шлифовальной бабки шток поршня 20 не доходит до упора в торец корпуса гидроцилиндра 10,
а остается зазор (порядка 1 мм - не менее величины хода врезной подачи при шлифовании).
Автоматическая врезная подача при шлифовании получается ходом пориня 38 вверх. Для этого корпус гидроцилиндра 39 фиксируется неподвижно в своем нижнем положении винтом 60 в кронштейне 13i Двигаясь вверх, шток поршня 38 тянет за собой клин
14, и от давления масла в гидроцилиндре 10 в полости сзади поршня 20 шток поршня движется вперед, толкает вперед с подачей врезания кронштейн 13, а вместе с ним и шлифовальную бабку 11. Скорость врезной подачи зависит от скорости движения штока поршня 38 вверх и регулируется дросселем в гидросистеме станка. .Врезание с черновой подачей происходит до тех пор, пока один из кулачков 57 не воздействует на переключатель 58. При нажатии кулачка на переключатель срабатывает электромагнит в гидросистеме станка и переключает подачу с черновой на чистовую. Чистовая подача происходит до тех пор, пока кулачок 57 не воздействует на переключатель 58 и .отключит чистовую подачу станка. Дальнейшее шлифование с выхаживанием
происходит без врезания, по реле времени, которое, срабатывая, отводит ускоренно шток поршня 38 вниз, а шток поршня 20 назад, в исходное положение для последующего цикла
врезного шлифования. Регулировка веичины черновой либо чистовой подачи осуществляется перемещением куЛачков 57 с отсчетом перемещений по шкале державки 56. После регулировки кулачки крепятся винтами 62. Р.абота с микроподачей осуществля ется при перелнем положении ишифовальиой бабки 11, Для этого шлифовальная бабка ускоренно подводится вперед. Для получения ручной микроподачи безразлично, будет ли фиксировано положение корпуса гидроцилиндра 39 или положение штока поршня 38 относительно кронштейна 13. Ручная микроподача будет, получена при вращении вручную лимба 55 микроподач, от него будут вращаться вал 54, винтовая шестерня53, от нее шестерня 52,-и она через шлицы в своем отверстии передаст вращение винту 40. Вращаясь, винт -40 будет пере мещаться относительно .корпуса, гидроцилиндра 39, заодно перемещая клин 41. При перемещении клина 41 вниз получают врезание шлифовальной бабки, при перемещении вверх - отвода бабки. Э,то получается за счет того, что при перемещении .вниз клин 41 толкает подвижную направляющую 45 вперед. Направляющая 45 через упор 46 толкает обод 47 и воздействует на корпус шлифовальной бабки, подвешенный на плоских пружинах 49 и 50. Пружины деформируются и шлифовальная бабка идет вперед. Пружина 51 при этом с одной стороны давит на кронштейн 13, с другой - на стенку корпуса шлифовал.ьной бабки 11 и, таким образом, постоянно прижимает 47 к упору 46. При движении клина 41 вверх под действием пружины 51, а также упругих сил пружин 49 и 50 шлифовальная бабка возвращается назад, тянет за собой обод 47, тот отводит назад подвижную направляющую 45 и поддерживает ее постоянно прижатой к клину 41.. При работе с автоматической врез ной микроподачей шток поршня38 при помощи винта 61 фиксируется неподвижно относительно кронштейна 13 в своем верхнем положении. Винт 60 отпускается, и корпус гидроцилиндра 39 может перемещаться относительно штока поршня. При ходе корпуса гид роцилиндра 39 вниз, он тянет за со бой винт 40 и толкает клин 41 вниз Сверху винт 40 скользи.т своими иши цами в шлицевом отверстии шестерни 52. При ходе клина. 41 вниз аи ;логично, как и для С11учая ручной микроподачи, получают автоматическую врезную микроподачу. Сначала работа идет с черновой микроподачей, пока при ходе корпуса гидроцилиндра 39 вниз переключатель 58 не сработает от воздействия кулачка 57. Чистовая подача будет происходить до тех пор, пока переключатель 58 не сработает от кулачка 57 и не переключит работу на выхаживание по реле времени. По истечении времени выхаживания реле времени подаст команду на отвод корпуса гидроцилиндра 39 вверх, а штока поршня 20 - назад. При ходе вверх корпус гидроцилиндра 39 потянет за собой винт 40, а вместе с ним и клин 41, и шлифовальная бабка, как и в случае ручной микроподачи, отойдет назад. Переключатель 63 здесь служит для ограничения величины хода клина 41 вниз. При одновременной подаче клина 41 винтом 40 до предела вниз и корпусом гидроцилиндра 39- вниз в пружинах 49 и 50 могут возникнуть слишком большие напряжения изги,ба. Поэтому при работе, с автоматической врезной микроподачей- при настройке величины хода корпуса гидроцилиндра 39 по кулачкам 57 клин 41 винтом 40 должен быть подан в верхнее положение. Если этого не будет, переклю атель 63 прервет автоматическую подачу корпуса гидроцилиндра 39 до срабатывания переключателей 58. Таким образом, в предлагаемой системе настройка на величины черновой и чистовых врезных подач йли микроподач осуществляется от одних и тех же кулачков и переключателей. Для получения микроподач наклон клина 41 должен быть меньше наклона клина 14, это соотношение может быть, например, 1:10. Возможен вариайт конструктивного решения механизма, когда шток связан с клином микроподач, а корпус гидро- ; цилиндра - с клином подач. Применение предлагаемого механизма подач значительно расширяет технологические возможности шлифовальных станков при сокращении количества оригинальных деталей по сравнению с существующими механизмами.
itO5455
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Механизм подач | 1990 |
|
SU1785493A3 |
| Система активного контроля размеров | 1985 |
|
SU1268388A1 |
| Механизм подач | 1985 |
|
SU1292996A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
МЕХАНИЗМ ПОДАЧ шлифовальной бабки, содержащий установленные на станке с возможностью перемещения салазки, на которых расположена шлифовальная бабка, несущая шпиндель шлифовального круга, клин врезных подач, взаимодействующий со штоком поршня гидроцилиндра врезных подач, гидроцилиндр быстрых ходов, жестко свйзанный с винтом подач, причем корпус салазок кинематически соединен с -винтовой -передачей установочных перемещений шлифовальной бабки, а клин врезных подач установлен с возможностью свободного осевого хода в кронштейне, расположенном на салазках между винтом подач и гидрЬ цилиндром быстрых ходов, жестко связан со штоком поршня гидроцилиндра быстрых хоАов и расположен под прямлм углом к его оси и оси .винта подач с возможностью контакта с винтом подач в рабочем положении шлифовальной бабки,отличающийся тем, что, с целью расширения технологических возможностей, он снабжен механизмом микроподач, включакждам клин микроподач, размещенный с возможностью взаимодействия с одной стороны с винтом ликроподач, а с - с корпусом гидроцилиндра врезных подач, при этом шток поршня и корпус гидроцилиндра врезных подач установлены каждый с возможностью фиксации в одном положении.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |
