Известны автоматы для контроля размеров цилиндрических деталей в одном сечении, содержащие базовую и подвижную линейки, образующие суживающийся зазор, а также электроконтактный датчик.
Предлагаемый автомат для контроля размеров цилиндрических деталей в одном сечении отличается тем, что он снабжен второй подвижной линейкой с электроконтактныл датчиком, расположенной у второго сечения детали вдоль ее оси. Кроме того, автомат снабжен электронным реле времени для измерения промежутка времени между сигналами, ноступающими от датчиков при равномерном движении детали.
Такое выполнение автомата позволяет увеличить его производительность.
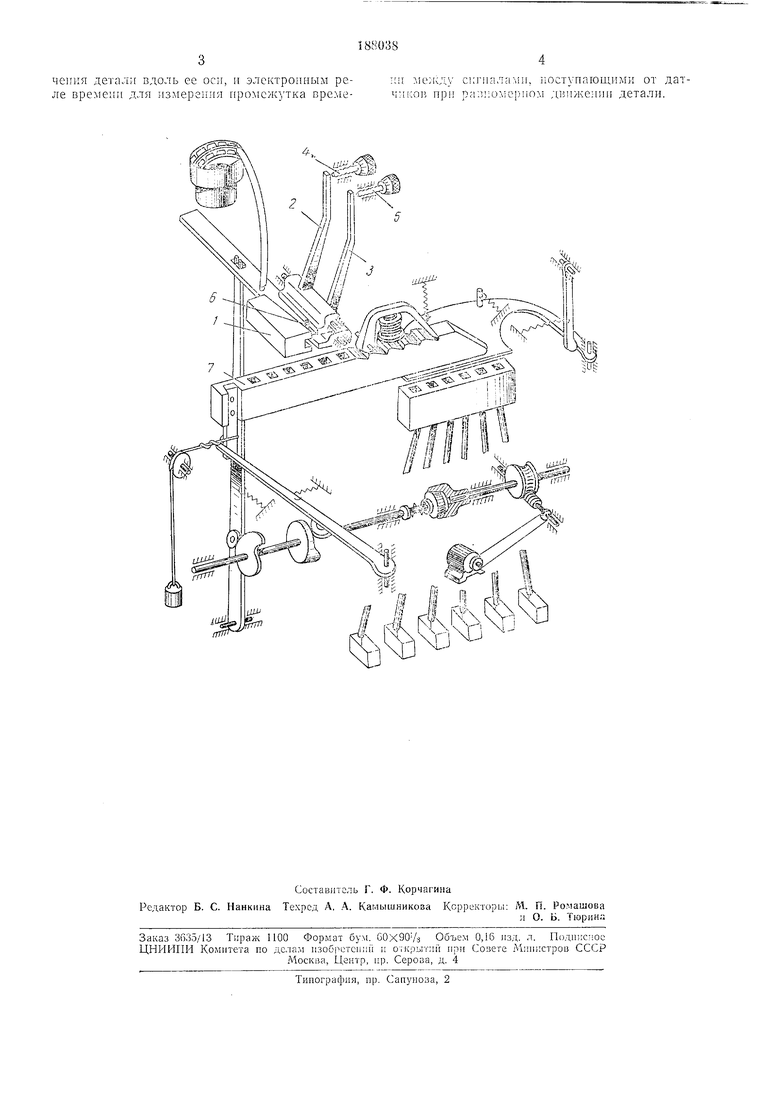
На чертеже изображена схема описываемого автомата.
Описываемый автомат содержит базовую / и две подвижные линейки 2 и 3, образующие суживающийся зазор. Каждая подвижная линейка взаимодействует со своим электрокоитактным датчиком 4 или 5. Размещаются линейки в местах коитролируемых сечений детали вдоль ее оси.
В процессе контроля цилиндрическая деталь 6 равномерно движется в суживающемся зазоре между базовой и подвижными линейками. В момент размыкания одного из контактов 4 или 5, которое произойдет при совпадении размера, больщего из двух контролируемых сечений, с размером измерительного зазора в месте нахождения детали 6, происходит срабатывание (заряжение) электронного реле временн (на схеме не показано). Так как деталь будет двигаться дальще в суживающемся зазоре, то наступит момент, когда срабатывает другой датчик, сигнализирующий о равенстве диаметра контролируемой детали и измерительного зазора в другом сечении. Разница времени между сигналами, поступающими от датчиков, и будет отсчитана вышеупомянутым реле временн. В зависнмостн от промежутка времени, отсчнтанного реле временн и пропорционального отклонению размеров деталн, носледняя будет направлена в соответствующий сборник 7.
Предмет изобретения
Автомат для контроля размеров цилиндрических дета.тей в одном сечении, содержащщ базовую и иодБИЖиую линейку, образующие суживающийся зазор, и электроконтактныи датчик, отлачаю.цайся тем, что, с целью увеличения производительности, он снабжен второй нодвижно1 линейкой с электроконтактным датчиком, расположенной у второго сечеиия детали вдоль ее оси, м электронным реле врел1е: и для измерения промежутка вре.мепп ле;кду сигналами, ноступаюиими от да прн ра;5 ;омориол движении детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров резьбы | 1987 |
|
SU1511579A1 |
| Устройство контроля прямолинейности образующей цилиндрической детали | 1990 |
|
SU1749697A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей | 1977 |
|
SU734498A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА НАРУЖНОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 1969 |
|
SU243201A1 |
| ЭЛЕКТРОКОНТАКТНЬШ ДАТЧИК ДЛЯ ПРИБОРОВ КОНТРОЛЯ ОСТАТОЧНОЙ ДЕФОРМАЦИИ ДЕТАЛЕЙ | 1972 |
|
SU353133A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1991 |
|
RU2011154C1 |
| Автомат для контроля и сортировки точных цилиндрических деталей | 1979 |
|
SU971517A1 |
| УСТРОЙСТВО для ПРОГРАММИРОВАНИЯ КООРДИНАТ | 1967 |
|
SU204097A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| ПНЕВМОЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ ДЕТАЛИ | 1971 |
|
SU316929A1 |
lij
