(5) АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ точных ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1982 |
|
SU1037972A1 |
| Устройство для контроля и сортировки уплотнительных колец | 1986 |
|
SU1359008A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| УСТАНОВКА ДЛЯ СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН СЖАТИЯ | 1990 |
|
RU1732767C |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для многодиапазонной размерной сортировки деталей, привод этого автомата и его измерительная станция | 1990 |
|
SU1816519A1 |
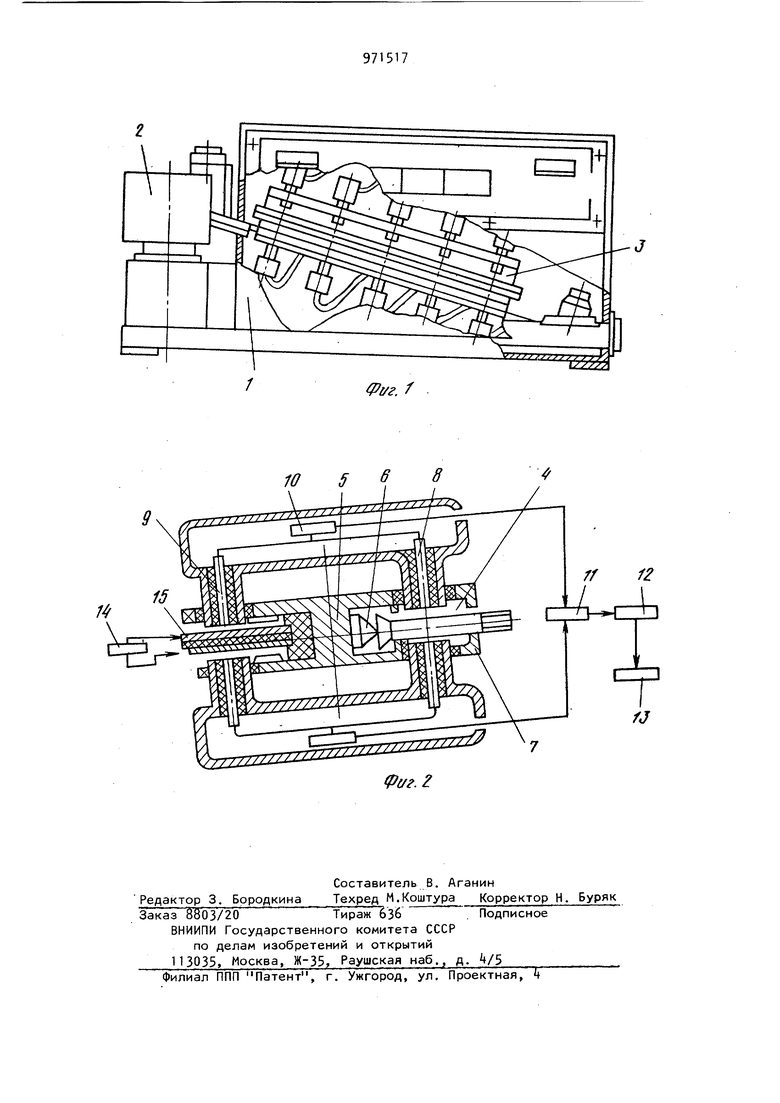
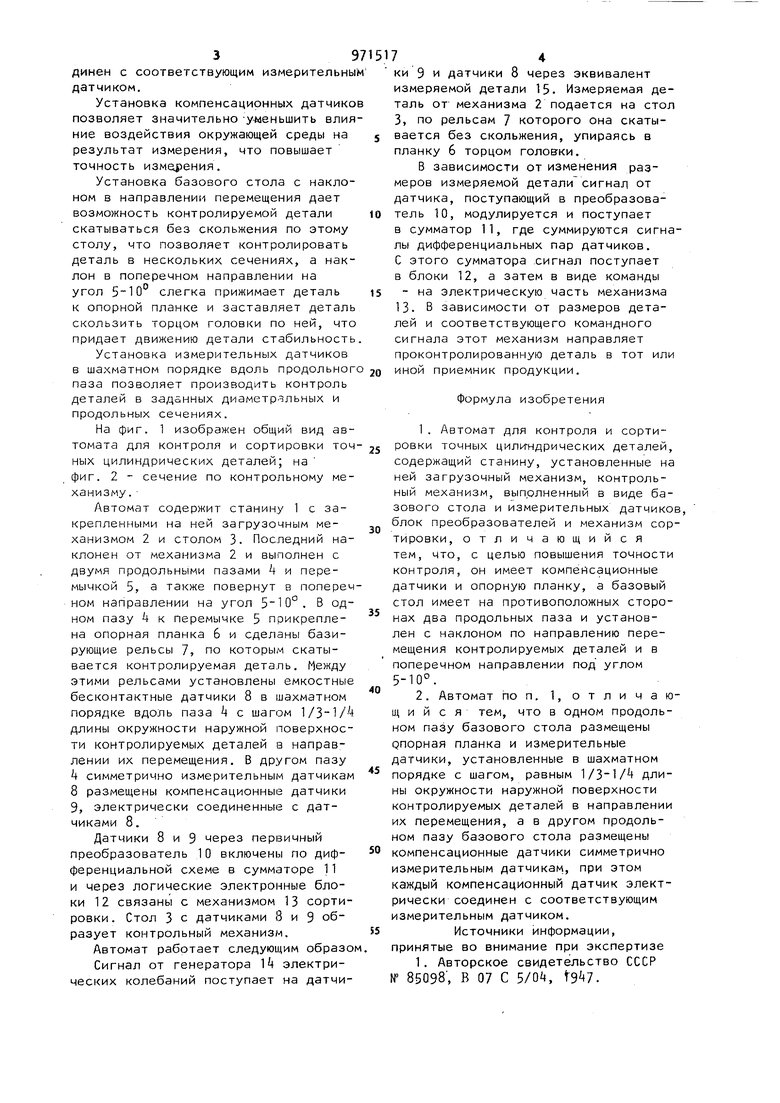
Изобретение относится к контроль но-сортировочной технике в машиностроении, а именно к устройствам дл измерения диаметров. Известен автомат для контроля и сортировки, содержащий станину, уст новленные на ней загрузочный механи контрольный механизм, выполненный в виде базового стола и измерительных датчиков, блок преобразователей и механизм сортировки tl. Недостатком такого автомата явля ся возможность повреждения точных деталей и износа измерительных наконечников, что снижает точность контроля. Целью изобретения является повыш ние точности контроля. Указанная цель достигается тем, что, известный автомат для контроля и сортировки точных цилиндрических деталей, содержащий станину, установленные на ней загрузочный механизм, контрольный механизм, выполненный в виде базового стола и измерительных датчиков, блок преобразователей и механизм сортировки,имеет компенсационные датчики и опорную планку, а базовый стол имеет на противоположных сторонах два продольных паза и установлен с наклоном по направлению перемещения контролируемых деталей и в поперечном направлении под углом . Кроме того, в одном продольном пазу базового-стола размещены опорная планка и измерительные датчики, установленные в шахматном порядке с шагом, равным длины окружности наружной поверхности контролируемых деталей в направлении их перемещения, а в другом продольном пазу базового cTOjja размещены компенсационные датчики симметрично измерительным датчикам, при этом каждый компенсационный датчик электрически сое3динен с соответствующим измерительны датчиком. Установка компенсационных датчико позволяет значительно уменьшить влия ние воздействия окружающей среды на результат измерения, что повышает точность измерения. Установка базового стола с накло ном в направлении перемещения дает возможность контролируемой детали скатываться без скольжения по этому столу, что позволяет контролировать деталь в нескольких сечениях, а нак лон в поперечном направлении на угол слегка прижимает деталь к опорной планке и заставляет детал скользить торцом головки по ней, что придает движению детали стабильност Установка измерительных датчиков в шахматном порядке вдоль продольно паза позволяет производить контроль деталей в заданных диаметральных и продольных сечениях. На фиг. 1 изображен общий вид автомата для контроля и сортировки точ ных цилиндрических деталей; на фиг. 2 - сечение по контрольному механизму . Автомат содержит станину 1 с закрепленными на ней загрузочным механизмом 2 и столом 3. Последний наклонен от механизма 2 и выполнен с двумя продольными пазами 4 и перемычкой 5, а также повернут в попереч ном направлении на угол . В одном пазу А к перемычке 5 прикреплена опорная планка 6 и сделаны базирующие рельсы 7, по которым скатывается контролируемая деталь. Иежду этими рельсами установлены емкостные бесконтактные датчики 8 в шахматном порядке вдоль паза k с шагом 1/3-1/длины окружности наружной поверхности контролируемых деталей в направлении их перемещения. В другом пазу k симметрично измерительным датчикам 8 размещены компенсационные датчики 9, электрически соединенные с датчиками 8. Датчики 8 и 9 через первичный преобразователь 10 включены по дифференциальной схеме в сумматоре 11 и через логические электронные блоки 12 связаны с механизмом 13 сортировки. Стол 3 с датчиками 8 и 9 образует контрольный механизм. Автомат работает следующим образо Сигнал от генератора И электрических колебаний поступает на датчи74ки 9 И датчики В через эквивалент измеряемой детали 15. Измеряемая деталь от механизма 2 подается на стол 3, по рельсам 7 которого она скатывается без скольжения, упираясь в планку 6 торцом головки. В зависимости от изменения размеров измеряемой детали сигнал от датчика, поступающий в преобразователь 10, модулируется и поступает в сумматор 11, где суммируются сигналы дифференциальных пар датчиков. С этого сумматора сигнал поступает в блоки 12, а затем в виде команды - на электрическую часть механизма 13. В зависимости от размеров деталей и соответствующего командного сигнала этот механизм направляет проконтролированную деталь в тот или иной приемник продукции. формула изобретения 1.Автомат для контроля и сортировки точных цилиндрических деталей, содержащий станину, установленные на ней загрузочный механизм, контрольный механизм, выпрлненный в виде базового стола и измерительных датчиков, блок преобразователей и механизм сортировки, отличающийся тем, что, с целью повышения точности контроля, он имеет компенсационные датчики и опорную планку, а базовый стол имеет на противоположных сторонах два продольных паза и установлен с наклоном по направлению перемещения контролируемых деталей и в поперечном направлении под углом 5-10°. 2.Автомат по п. 1, отличающийся тем, что в одном продольном пазу базового стола размещены опорная планка и измерительные датчики, установленные в шахматном порядке с шагом, равным длины окружности наружной поверхности контролируемых деталей в направлении их перемещения, а в другом продольном пазу базового стола размещены компенсационные датчики симметрично измерительным датчикам, при этом каждый компенсационный датчик электрически соединен с соответствующим измерительным датчиком. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 85098, В 07 С 5/04, t947.
10 5 в 8 7f
(pt/г.г /-
