Известны устройства программирования координат на радиально-сверлильных станках, выполненные в виде вращающихся барабанов, в пазах которых устанавливают настраиваемые упоры.
Для многократного использования набранной программы в предлагаемом устройстве на плоских гранях барабана расположены установочные пальцы для линеек с закрепленными на них упорами, а сами линейки выполнены с базовыми отверстиями для центрирования по установочным :пальцам барабана и настроечного приспособления; для создания надежного направления для упоров и возможности их подрегулировки на станке линейки снабжены выступом в виде ласточкина хвоста, а з-поры и подналадочное приспособление выполнены с пазами, охватывающими выступы линеек.
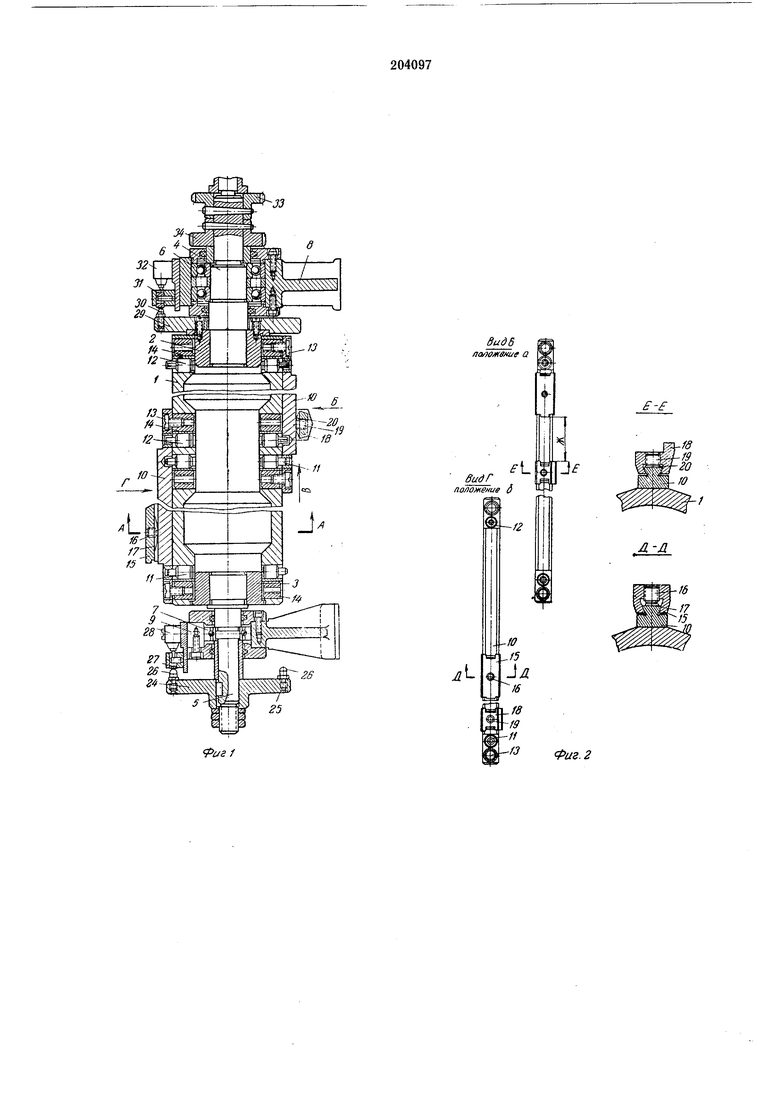
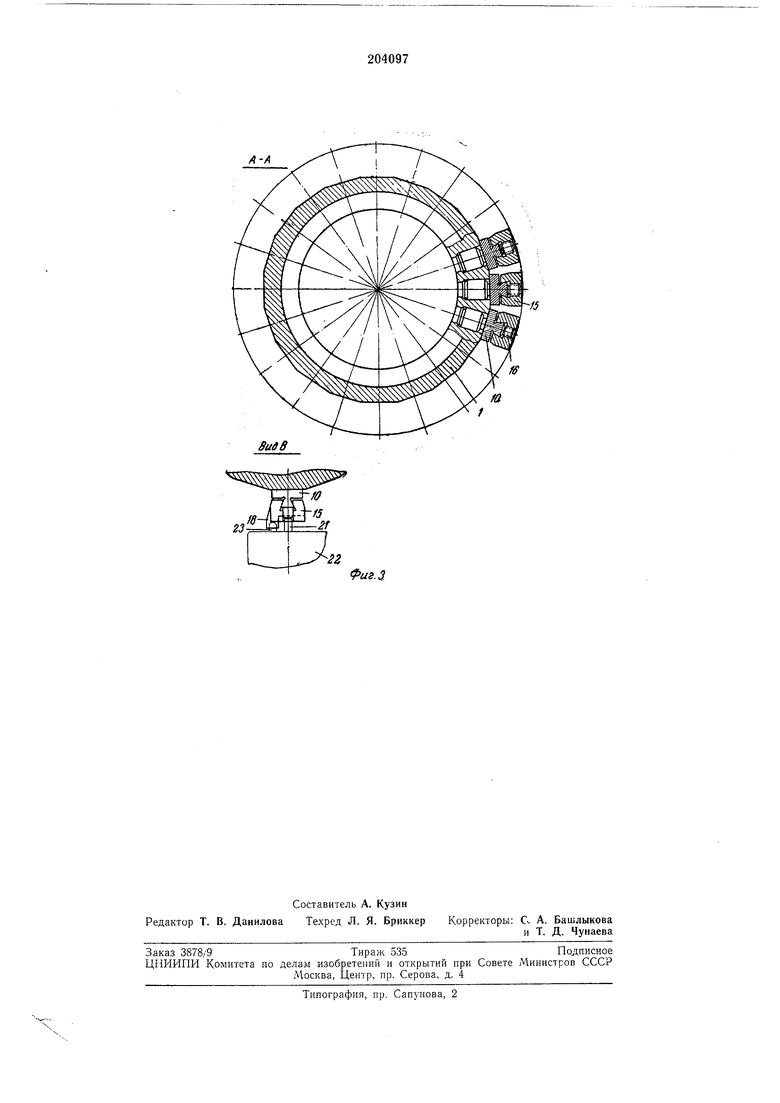
На фиг. 1 изображен барабан программирования координат стола (салазок) с установленными на нем сменными линейками и настраиваемыми упорами, продольный разрез; на фиг. 2 - сменные линейки с укрепленными иа них упорами; на фиг. 3 - барабан с установочными линейками, поперечный разрез.
установлена линейка 10 на цилиндрический и ромбический пальцы // и 11 в одном из двух возможиых положений и или б и крепится к барабану при помощи винтов 13 и резьбовых
втулок 14.
Внутри линейки 10 (фиг. 2) имеется выступ, выполненный в виде ласточкина хвоста. На линейке 10 устанавливается легко перемещаемый упор 15, который может быть зафиксирован в требуемом положении орп помощи прижимного винта 16. Для выборки зазора между упором 15 и линейкой 10 служит пружина 17. Кроме этого упора, на линейке устанавливается вспомогательный упор 18, фиксируемый на линейке при помощи прижимного винта 19. Для выборки зазора служит пружииа W.
Упор 15 может воздействовать на рычажок 21 (фиг. 3) электроконтактного датчика 22
(показан условно), а упор 18 может воздействовать на толкатель 23, который нажимает иа путевой выключатель (на чертежах не показан), помещенный в корпусе датчика 22. На цапфе 5 (фиг. 1) устанавливается сменный диск 24, в котором по окрул ности расположены отверстия 25, количество которых соответствует числу грапей барабана. В этих отверстиях могут быть установлены упоры 26, которые через толкатели 27 воздействуют на
На втулке 2 установлен лимб 29, на котором имеется постоянно установленный упор 30, который через толкатель 31 может воздействовать на путевой выключатель 32. На цапфе 4 закреплены храповое колесо 33 и фиксаторного диск 34.
Нри наборе программы позиционирования координатного стола либо другого подвижного органа для обработки партии одинаковых деталей осуществляется предварительная настройка упоров ID на линейках Ш, причем количество линеек для каждого барабана равно количеству различных координат, а не количеству обрабатываемых отверстий.
Настройка упоров 15 на линейках осуществляется вие сганка, на специальном присиособлении. Одновременно на каждой из линеек 1и устанавливается вспомогательный упор 18 на минимальном расстоянии ж (на фиг. 2j от упора 1й, гарантирующем (при установке линейки па барабан) отход подвижного органа (стола либо салазок), а вместе с ним электроконтактного датчика 22 (фиг. 3) иа расстояние, обеспечивающее освобождение рычажка 2L и беспрепятственный поворот барабана в следующую позицию.
Иа сменном диске 24 (фиг. 1) устанавливаются упоры 26 в отверстия 25, соответствующие тем позициям, в которых не должна происходить схема координаты вторым подвижным органом. Т. е., если упор 26, установленный в диске 24 барабана ирограммирования координат стола, воздействует на путевой выключатель 2S, то не произойдет поворота барабана салазок, а следовательно, и перемещения салазок. Это будет происходить до тех пор, пока диск 24 не повернется в такое положение, когда против путевого выключателя появится отверстие 26 без упора 26. Аналогично диск 24, установленный на барабане салазок, выдаст команды на поворот барабана стола. Упор 30, воздействуя через толкатель 31 на путевой выключатель 32, сигнализирует об установке барабана в исходное положение.
Нривод поворота барабана осуществляется от гидроцилиндра (на чертеже не показан) с помощью собачки (на чертеже не показана) и храпового колеса 33. Поворот барабана на один шаг осуществляется при каждом двойном ходе гидроцилиндра. Число зубьев храпового колеса 33 равно числу граней барабана.
Фиксация барабана в данной позиции осуществляется с помощью фиксатора (на чертежах не показан) и фиксаторного диска 34.
Для набора программы необходимо установить на соответствующие грани барабанов программирования координат линейки 10 с закрепленными иа них упорами 15 и 18 я дис5 ки с упорами 26.
Описываемое устройство работает следующим образом.
При установке первой пары координат происходит перемещение обоих подвижных органов (стола и салазок) из исходного положения в заданной координате вначале ускоренно, а затем замедленно. Команды на переход с ускоренного псреАаещения иа замедленное и последующую остановку подвижного органа в требуемой координате выдаются в результате воздейстз11Я упора 15 иа рычажок 21 электрокоитактного датчика 22 стола (салазок). После обработки первого отверстия происходит отъезд подвижного органа (стола, салазок) иа расстояние, определяемое установкой упора 18, поворот барабана программирования координат на один шаг - подъездом стола (салазок) к новой коордииате, обработка следующего отверстия и т. д.
5 Причем при наличии в диске 24 упора 26 в данной позиции происходит перемещение только одного подвижного органа (стола, либо салазок). Описываемое устройство для программирования координат позволяет многократно использовать набранную программу и повышает точность иозициоиирования.
Предмет изобретения
1. Устройство для программирования координат, выполненное в виде вращающегося барабаиа со сменными линейками и настраиваемыми вне станка упорами, воздействующими на путевой электроконтактный датчик, отличающееся тем, что, с целью многократного исиользоваиия набранной программы, на плоских гранях барабана расположены устаиовочные пальцы для линеек с закрепленными на иих упорами, а сами линейки выполнены с базовыми отверстиями для центрирования по установочным пальцам барабана и настроечного приспособления.
2. Устройство ио п. 1, отличающееся тем, что, с целью создания падежного направления для упоров и возможности их подрегулировки на станке, лииейки имеют выступ в виде ласточкина хвоста, а упоры и подналадочиое приспособление выполнены с пазами, охватывающими выступы линеек.
J3
9V5/
видВ /люо/квние a
-f
Э
L
видГ положение 6
-л
Л-Д
fip
6
-/ .15
J ,f
Фиг. 2
А-А
8идВ
23
-22
ff
fu
Фиг.З.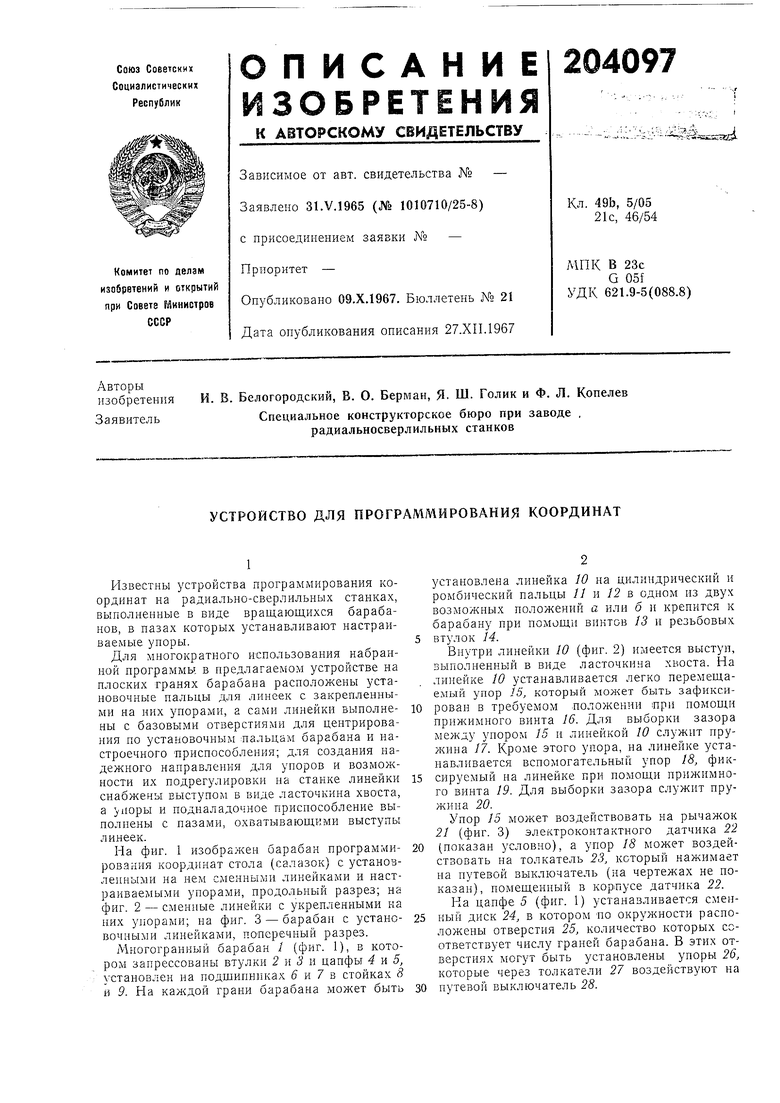
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Прибор для деления дуг окружности на части | 1931 |
|
SU39401A1 |
| Способ контроля профиля зуба зубчатых колес и устройство для его осуществления | 1980 |
|
SU1145938A3 |
| ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В МНОГОГРАННИКАХ | 1992 |
|
RU2071872C1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| Базовая плита универсально-наладочного приспособления к станкам с чпу | 1980 |
|
SU887120A1 |
| УСТРОЙСТВО для точного ОСТАНОВА НА ЗАДАННОЙ КООРДИНАТЕ ПОДВИЖНЫХ УЗЛОВ | 1967 |
|
SU205487A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |
| Полуавтоматическая линия для сборки реечных щитов | 1976 |
|
SU648412A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |