Изобретение относится к способам изготовления цилиндрических арочных зубчатых колес с круговыми зубьями, имеющими эвольвентный поперечный профиль.
Известен способ удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса, включающий вырезание во впадине кольцевой канавки [Липатов С.И. Разработка многорезцового обкатного инструмента с нулевым углом профиля для высокопроизводительного зубонарезания арочных колес на станках с ЧПУ: дисс. на соиск. уч. степ. канд. техн. наук.- Москва, 2013, раздел 2.6, рис. 2.15, 2.16]. В известном способе вырезают две кольцевые канавки: одну - по касательной к вогнутой боковой поверхности зуба, а другую - по касательной к выпуклой боковой поверхности соседнего зуба. Во время вырезания оси вращения этих кольцевых канавок расположены под углом к оси симметрии сечения впадины, полученного при сечении зубчатого колеса плоскостью, проходящей через ось вращения кольцевой канавки перпендикулярно оси вращения зубчатого колеса.
Вырезание таких канавок сопряжено с большими трудностями и ограничениями. Расположение канавки под углом к оси симметрии сечения впадины увеличивает глубину канавки. Это вынуждает увеличивать длину вылета режущего инструмента, что снижает его прочность и жесткость, увеличивает вероятность его поломки. Кроме того, крайне затруднительно вырезание таких канавок при помощи резцовых головок, резцы которых закреплены по периферии корпуса головки. В этом случае при вырезании канавки корпус резцовой головки зачастую упирается в заготовку зубчатого колеса. Для того, чтобы этого избежать, также необходимо увеличивать вылет резцов из корпуса головки. Это, соответственно, снижает прочность и жесткость резцов, увеличивает вероятность их поломки. Кроме того, вырезанные подобным образом канавки создают неравномерную толщину припуска под окончательную обработку боковых поверхностей зубьев, что снижает точность боковых поверхностей зубьев при их окончательной обработке.
Известен также способ удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса, включающий вырезание во впадине кольцевой канавки, удаление материала из зоны З1 между вогнутой боковой поверхностью зуба 1 и ближайшей к ней боковой поверхностью кольцевой канавки, и удаление материала из зоны З2 между другой боковой поверхностью кольцевой канавки и выпуклой боковой поверхностью соседнего зуба 2, при этом кольцевую канавку во впадине вырезают таким образом, что ось Н вращения кольцевой канавки расположена в плоскости А симметрии венца зубчатого колеса, перпендикулярной оси G вращения зубчатого колеса, и параллельна оси симметрии сечения впадины, по меньшей мере, в одном из сечений зубчатого колеса плоскостью, перпендикулярной оси G, при этом как удаление материала из зоны З1, так и удаление материала из зоны З2 выполняют посредством обкатов, при этом в результате выполнения каждого из обкатов в зоне З1 формируют поверхность, эквидистантную вогнутой боковой поверхности зуба 1, а в результате выполнения каждого из обкатов в зоне З2 формируют поверхность, эквидистантную выпуклой боковой поверхности зуба 2, при этом обкаты выполняют при помощи резцовой головки, содержащей корпус в виде тела вращения и резцы, закрепленные по периферии корпуса параллельно оси О вращения резцовой головки, при этом каждый резец резцовой головки имеет две боковые режущие кромки В и D, параллельные оси О, и торцовую режущую кромку Т, причем режущие кромки В резцов расположены на одной цилиндрической поверхности Ц1 или в непосредственной близости от нее, а режущие кромки D резцов расположены на другой цилиндрической поверхности Ц2 или в непосредственной близости от нее, оси вращения цилиндрических поверхностей Ц1 и Ц2 совпадают с осью О, диаметр цилиндрической поверхности Ц1 больше диаметра цилиндрической поверхности Ц2, а торцовые режущие кромки Т всех резцов расположены в одной плоскости, перпендикулярной оси О [Марголит Р.Б, Давыдов А.П., Карпов Ю.В. Особенности изготовления и использования арочных зубчатых передач // Сборник научных трудов по итогам международной научно-технической конференции (25 декабря 2017 г.). Новшества в области технических наук. Выпуск II. г. Тюмень, Федеральный центр науки и образования ЭВЕНСИС, 2017 г., с. 5-12, рис. 6, 7, 8] - прототип.
Недостатком известного способа является то, что кольцевое сверление, посредством которого во впадине вырезают кольцевую канавку, выполняют сразу на всю глубину впадины за один рабочий ход резцовой головки, и только после этого выполняют обкаты, посредством которых удаляют материал из зон З1 и З2 впадины. Во время такого кольцевого сверления обработка производится в условиях закрытого резания, что сопряжено с большими нагрузками на резцовую головку. По мере погружения резцовой головки в тело впадины нагрузка на нее и главный привод станка все время возрастает. Возможно превышение допустимой нагрузки и останов шпинделя с неизбежной поломкой резцов резцовой головки. Кроме того, обработка в условиях закрытого резания сопряжена с большими трудностями схода стружки. После погружения резцов резцовой головки в тело впадины на глубину, превышающую ширину их торцовых режущих кромок, возможно заклинивание резцов и их поломка. Кроме того, обработка в условиях закрытого резания сопряжена с большими нагрузками на привод главного движения станка и с вибрациями резцовой головки. Это требует использования станков с повышенной мощностью главного привода и высокой виброустойчивостью всей технологической системы, что сокращает номенклатуру станков, пригодных для удаления материала впадины известным способом.
Задача, на решение которой направлен предлагаемый способ, -снижение нагрузки на резцовую головку и главный привод станка.
Для решения этой задачи в способе удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса, включающем вырезание во впадине кольцевой канавки, удаление материала из зоны З1 между вогнутой боковой поверхностью зуба 1 и ближайшей к ней боковой поверхностью кольцевой канавки, и удаление материала из зоны З2 между другой боковой поверхностью кольцевой канавки и выпуклой боковой поверхностью соседнего зуба 2, при этом кольцевую канавку во впадине вырезают таким образом, что ось Н вращения кольцевой канавки расположена в плоскости А симметрии венца зубчатого колеса, перпендикулярной оси G вращения зубчатого колеса, и параллельна оси симметрии С сечения впадины, по меньшей мере, в одном из сечений зубчатого колеса плоскостью, перпендикулярной оси G, при этом как удаление материала из зоны З1, так и удаление материала из зоны З2 выполняют посредством обкатов, при этом в результате выполнения каждого из обкатов в зоне З1 формируют поверхность, эквидистантную вогнутой боковой поверхности зуба 1, а в результате выполнения каждого из обкатов в зоне З2 формируют поверхность, эквидистантную выпуклой боковой поверхности зуба 2, при этом обкаты выполняют при помощи резцовой головки, содержащей корпус в виде тела вращения и резцы, закрепленные по периферии корпуса параллельно оси О вращения резцовой головки, при этом каждый резец резцовой головки имеет две боковые режущие кромки В и D, параллельные оси О, и торцовую режущую кромку Т, причем режущие кромки В резцов расположены на одной цилиндрической поверхности Ц1 или в непосредственной близости от нее, а режущие кромки D резцов расположены на другой цилиндрической поверхности Ц2 или в непосредственной близости от нее, оси вращения цилиндрических поверхностей Ц1 и Ц2 совпадают с осью О, диаметр цилиндрической поверхности Ц1 больше диаметра цилиндрической поверхности Ц2, а торцовые режущие кромки Т всех резцов расположены в одной плоскости, перпендикулярной оси О, согласно изобретения, вырезание во впадине кольцевой канавки осуществляют посредством, по меньшей мере, одного кольцевого сверления, которое выполняют либо при помощи вышеописанной резцовой головки, либо при помощи корончатого сверла, при этом в том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи вышеописанной резцовой головки, ось О вращения резцовой головки совпадает с осью Н вращения кольцевой канавки, и в процессе кольцевого сверления резцовую головку перемещают вдоль оси О в направлении плоскости F, проходящей через ось G перпендикулярно оси О, при этом кольцевое сверление выполняют, по меньшей мере, за два рабочих хода резцовой головки, и при каждом рабочем ходе резцы резцовой головки погружают в материал впадины на глубину h, меньшую или равную b, где b -расстояние между режущими кромками В и D резца, и после каждого рабочего хода резцовой головки выполняют, по меньшей мере, один обкат, а в том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи корончатого сверла, ось J вращения корончатого сверла совпадает с осью Н вращения кольцевой канавки и в процессе кольцевого сверления корончатое сверло перемещают вдоль оси J в направлении плоскости F, проходящей через ось G перпендикулярно оси J.
Технический результат, обеспечиваемый предлагаемым изобретением, заключается в создании условий для беспрепятственного выхода стружки из зоны резания и снижении нагрузки на главный привод станка и резцовую головку, что позволяет производить обработку на высоких подачах.
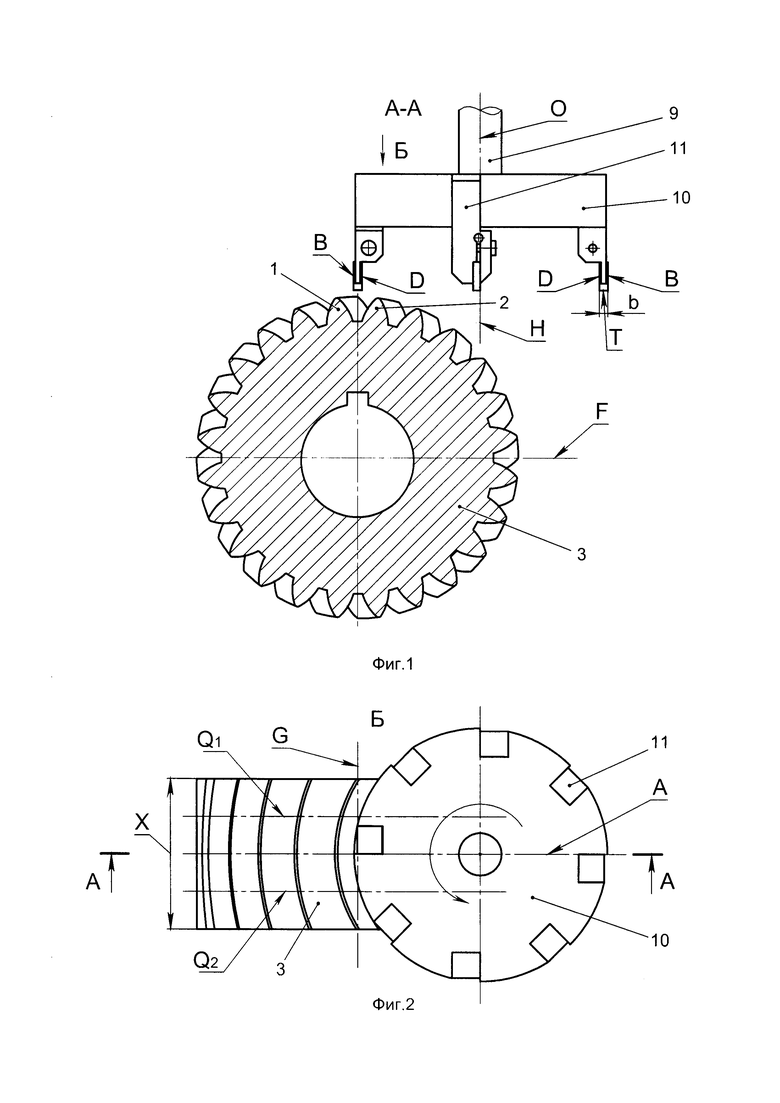
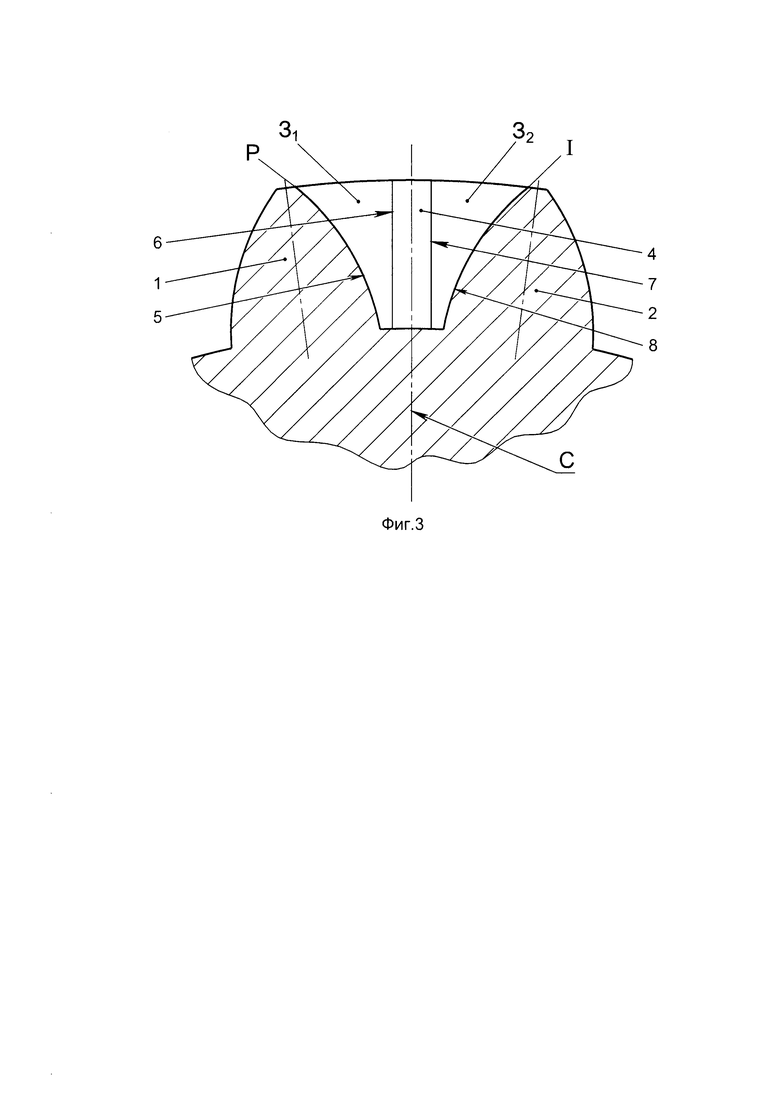
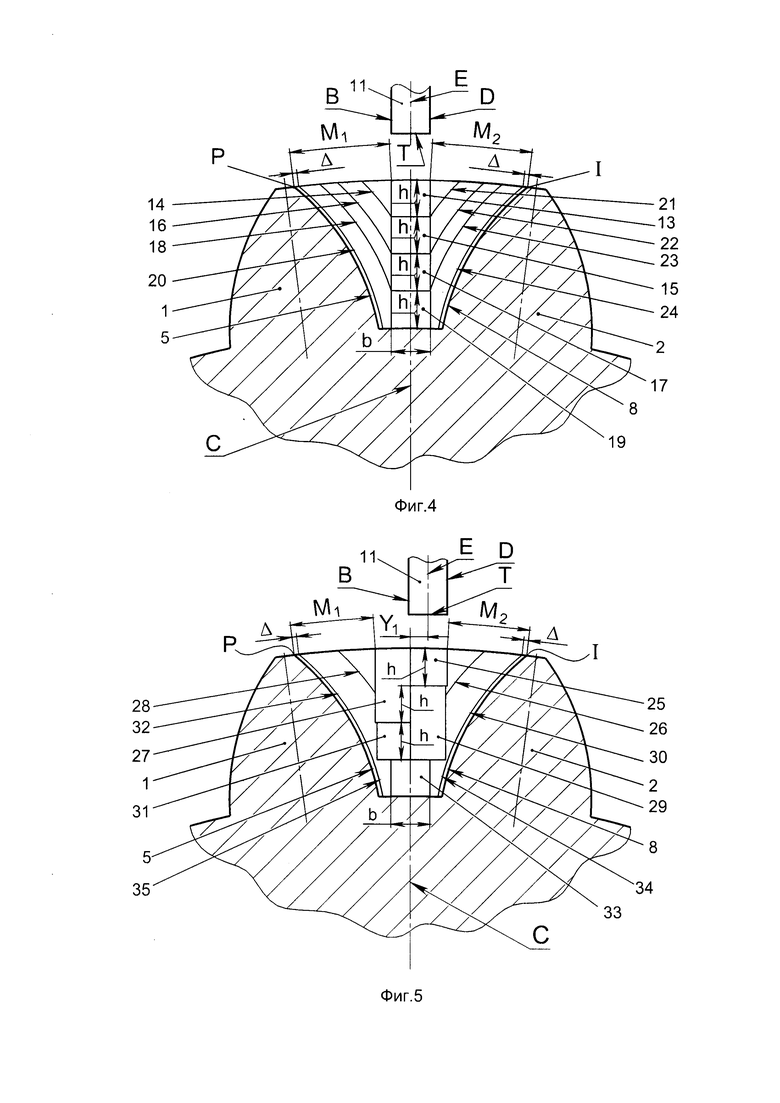
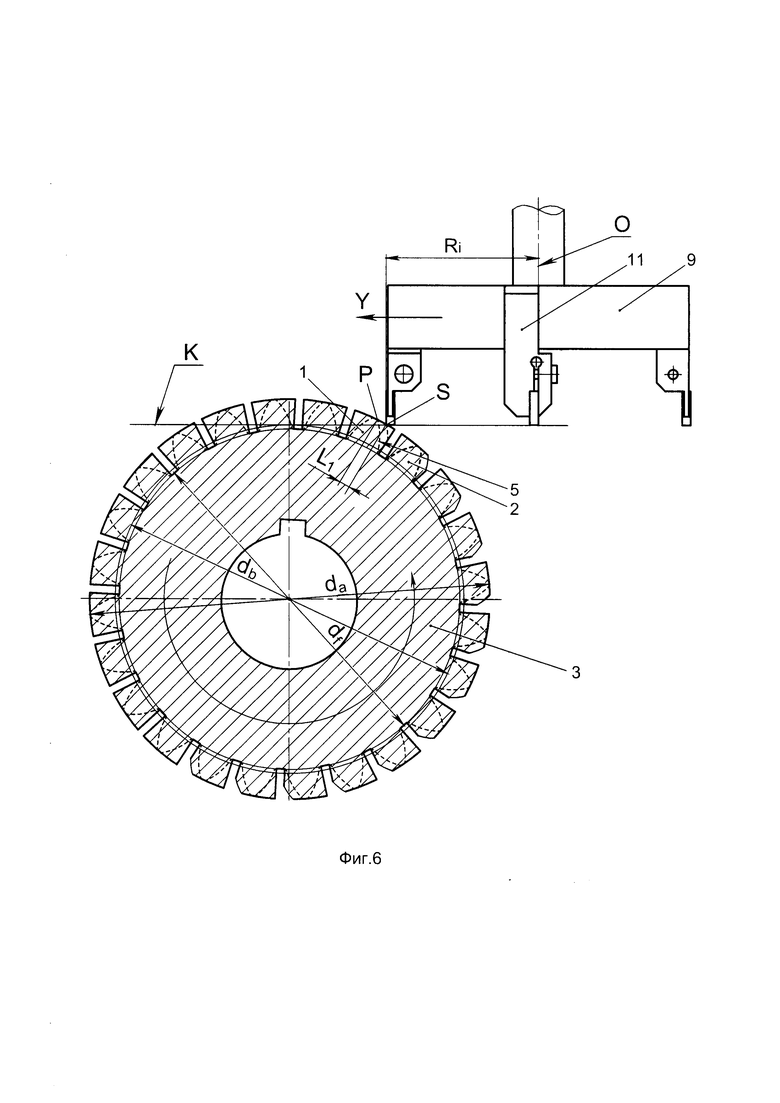
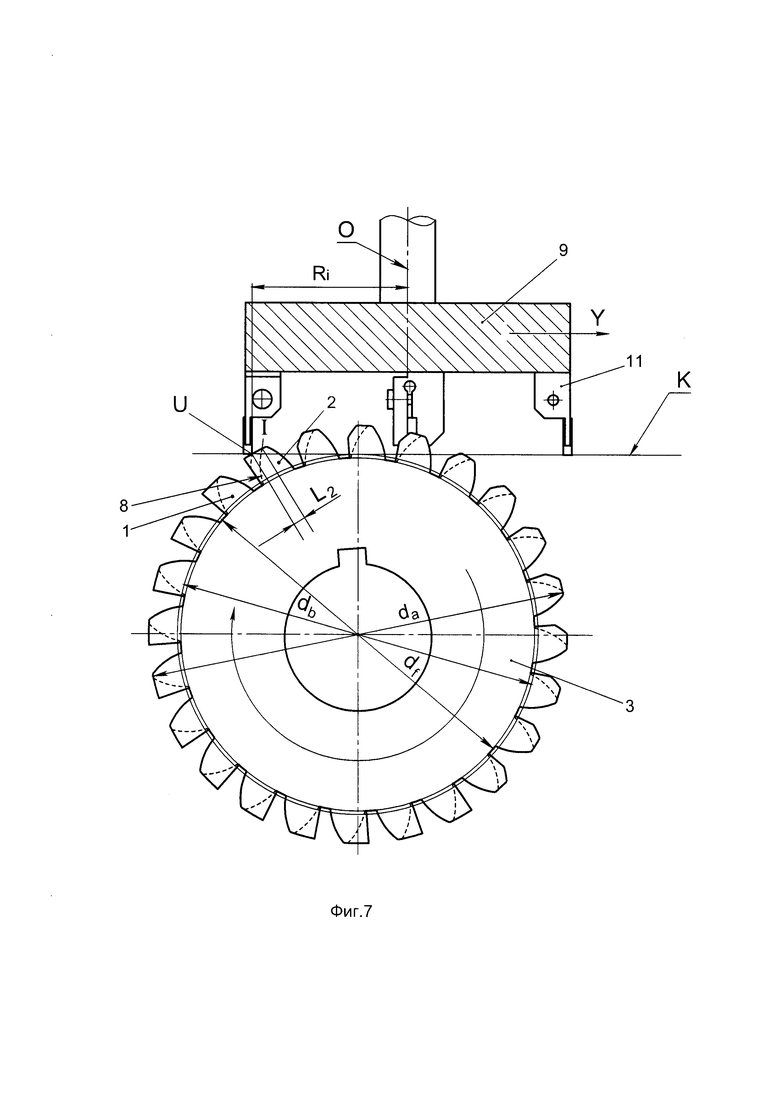
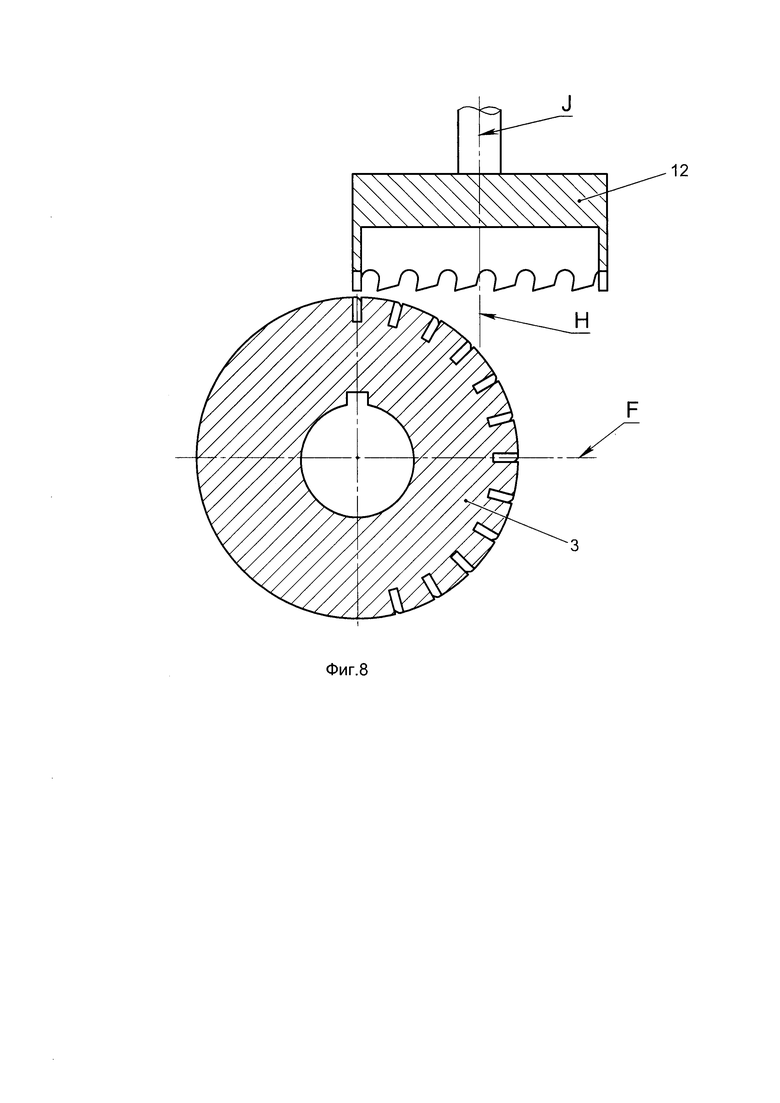
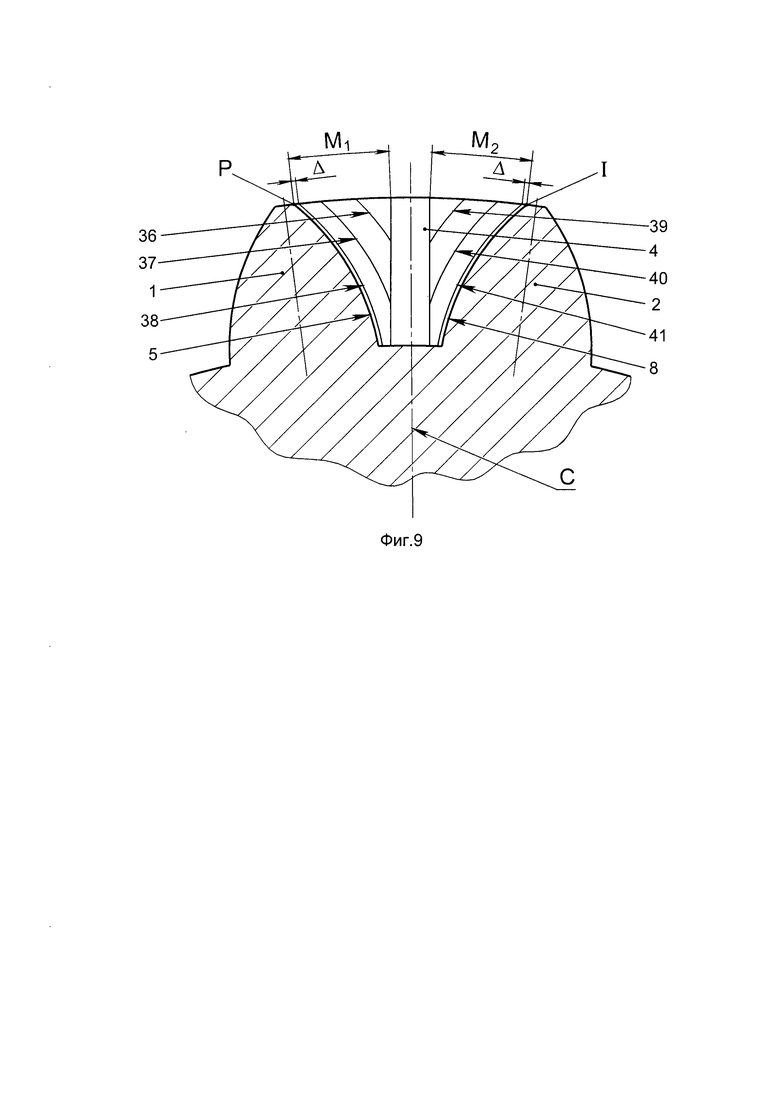
Изобретение поясняется чертежами. На фиг. 1 и 2 изображены обрабатываемое зубчатое колесо и используемая для его обработки резцовая головка. На фиг. 3 изображено сечение впадины, в котором показаны зоны З1 и З2 впадины и кольцевая канавка, вырезанная посредством одного кольцевого сверления. На фиг. 4 изображена схема удаления материала впадины, при которой кольцевую канавку во впадине вырезают посредством одного кольцевого сверления, выполняемого за четыре рабочих хода резцовой головки, и при которой после каждого рабочего хода резцовой головки выполняют, по меньшей мере, один обкат. На фиг. 5 изображена схема удаления материала впадины, при которой кольцевую канавку во впадине вырезают посредством трех кольцевых сверлений: первого, второго и последнего, при этом первое и второе кольцевое сверление выполняют за два рабочих хода резцовой головки. На фиг. 6 изображена схема удаления материала из зоны З1 впадины посредством выполнения резцовой головкой обкатов, в результате выполнения каждого из которых формируют поверхность, эквидистантную вогнутой боковой поверхности зуба 1. На фиг. 7 изображена схема удаления материала из зоны З2 впадины посредством выполнения резцовой головкой обкатов, в результате выполнения каждого из которых формируют поверхность, эквидистантную выпуклой боковой поверхности зуба 2. На фиг. 8 изображено обрабатываемое зубчатое колесо и корончатое сверло, при помощи которого во впадинах зубьев вырезают кольцевые канавки. На фиг. 9 изображена схема удаления материала из зон З1 и З2 впадины, в которой посредством кольцевого сверления корончатым сверлом вырезана кольцевая канавка.
Способ удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса 3 включает в себя следующие технологические переходы: вырезание во впадине кольцевой канавки 4 и удаление материала из зоны З1 между вогнутой боковой поверхностью 5 зуба 1 и ближайшей к ней боковой поверхностью 6 кольцевой канавки, а также удаление материала из зоны З2 между другой боковой поверхностью 7 кольцевой канавки 4 и выпуклой боковой поверхностью 8 соседнего зуба 2. При этом как из зоны З1, так и из зоны З2 материал удаляют посредством обкатов. В результате выполнения каждого из обкатов в зоне З1 формируют поверхность, эквидистантную вогнутой боковой поверхности 5 зуба 1, а в результате выполнения каждого из обкатов в зоне З2 формируют поверхность, эквидистантную выпуклой боковой поверхности 8 зуба 2.
Кольцевую канавку 4 во впадине вырезают таким образом, что ось Н вращения кольцевой канавки 4 расположена в плоскости А симметрии венца зубчатого колеса 3, перпендикулярной оси G вращения зубчатого колеса. Кроме того, ось Н параллельна оси симметрии сечения впадины, по меньшей мере, в одном из сечений зубчатого колеса плоскостью, перпендикулярной оси G.
Обкаты выполняют при помощи резцовой головки 9, содержащей корпус 10 в виде тела вращения и резцы 11, закрепленные по периферии корпуса параллельно оси О вращения резцовой головки. Каждый резец резцовой головки имеет две боковые режущие кромки В и D, параллельные оси О, и торцовую режущую кромку Т. Режущие кромки В резцов расположены на одной цилиндрической поверхности Ц1 или в непосредственной близости от нее, а режущие кромки D резцов расположены на другой цилиндрической поверхности Ц2 или в непосредственной близости от нее. Оси вращения цилиндрических поверхностей Ц1 и Ц2 совпадают с осью О, а диаметр цилиндрической поверхности Ц1 больше диаметра цилиндрической поверхности Ц2. Торцовые режущие кромки Т всех резцов расположены в одной плоскости, перпендикулярной оси О.
Режущие кромки В всех резцов 11 резцовой головки 9 могут быть расположены на одной цилиндрической поверхности Ц1, ось вращения которой совпадает с осью О. Но с целью снижения усилий резания при кольцевом сверлении целесообразнее расположить режущие кромки В резцов 11 на разных расстояниях от оси О. Например, режущие кромки В четных резцов расположить на цилиндрической поверхности, радиус RВ чет. которой больше радиуса RB нечет. цилиндрической поверхности, на которой расположены режущие кромки В нечетных резцов, на величину от 0,15 до 0,3 мм.
Режущие кромки D всех резцов 11 также могут быть расположены на одной цилиндрической поверхности Ц2, ось вращения которой совпадает с осью О. Но с целью снижения усилий резания при кольцевом сверлении целесообразнее расположить режущие кромки D резцов на разных расстояниях от оси О. Например, режущие кромки D четных резцов расположить на цилиндрической поверхности, радиус RD чет. которой больше радиуса RD нечет. цилиндрической поверхности, на которой расположены режущие кромки D нечетных резцов, на величину от 0,15 до 0,3 мм.
Вырезание во впадине кольцевой канавки выполняют либо при помощи вышеописанной резцовой головки 9, либо при помощи корончатого сверла 12.
В том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи вышеописанной резцовой головки 9, кольцевую канавку 4 во впадине вырезают посредством одного или нескольких, например трех, кольцевых сверлений. Когда кольцевую канавку 4 во впадине вырезают посредством одного кольцевого сверления, ось О вращения резцовой головки 9 совмещают с осью Н вращения кольцевой канавки 4, и в процессе кольцевого сверления резцовую головку 9 перемещают вдоль оси О в направлении плоскости F, проходящей через ось G перпендикулярно оси О. При этом каждое из кольцевых сверлений выполняют, по меньшей мере, за два рабочих хода резцовой головки. При каждом рабочем ходе резцовой головки 9 ее резцы 11 погружают в материал впадины на глубину h, меньшую или равную b, где b - расстояние между режущими кромками В и D резца. Во время последнего рабочего хода резцовой головки ее перемещают настолько, что по окончании рабочего хода торцовые режущие кромки Т резцов 11 находятся на расстоянии rf от плоскости F, где rf - радиус цилиндра впадин зубчатого колеса 3.
В том случае, когда вырезание во впадине кольцевой канавки осуществляют при помощи корончатого сверла 12, ось J вращения корончатого сверла 12 совмещают с осью Н вращения кольцевой канавки 4, и в процессе кольцевого сверления корончатое сверло 12 перемещают вдоль оси J в направлении плоскости F, проходящей через ось G перпендикулярно оси J. Корончатое сверло 12 при изготовлении его из порошковой быстрорежущей стали обладает прочностью, достаточной для того, чтобы выполнить вырезание кольцевой канавки 4 до дна впадины за один рабочий ход (см. фиг. 9).
Кольцевую канавку 4 во впадине можно вырезать таким образом, что ось Н вращения кольцевой канавки 4 будет параллельна оси С симметрии сечения впадины, полученного при сечении зубчатого колеса 3 плоскостью А. А можно кольцевую канавку 4 вырезать таким образом, что ось Н будет параллельна осям С1 и С2 симметрии двух сечений впадины, полученных при сечении зубчатого колеса плоскостями Q1 и Q2, перпендикулярными оси G и расположенными на равных расстояниях от плоскости А. Для того, чтобы обеспечить равномерное вырезание кольцевой канавки 4 во всех сечениях венца зубчатого колеса 3, предпочтительно, чтобы плоскости Q1 и Q2 были расположены на расстоянии 0,25⋅⋅X от плоскости А, где X - ширина венца зубчатого колеса 3.
Рабочие ходы по вырезанию кольцевой канавки 4 чередуют с обкатами, посредством которых удаляют материал из зон З1 и З2 впадины. Причем можно после каждого рабочего хода обкаты выполнять все время в одной и той же зоне, и только после выполнения последнего в этой зоне обката перейти к выполнению обкатов в другой зоне, а можно после каждого рабочего хода выполнять обкаты как в зоне З1, так и в зоне З2 впадины.
В процессе формирования поверхностей, эквидистантных вогнутой боковой поверхности зуба 1, профилирующей точкой S каждого резца 11 резцовой головки 9 является точка пересечения радиуса сопряжения режущих кромок В и Т резца с режущей кромкой В. При этом профилирующие точки S резцов расположены на окружности с центром на оси О и радиусом, равным Ri, где Ri - радиус арки зуба на развертке основного цилиндра зубчатого колеса.
В процессе формирования поверхностей, эквидистантных выпуклой боковой поверхности зуба 2, профилирующей точкой U каждого резца 11 резцовой головки 9 является точка пересечения радиуса сопряжения режущих кромок D и Т резца с режущей кромкой D. При этом профилирующие точки U резцов расположены на окружности с центром на оси О и радиусом, равным Ri, где Ri - радиус арки зуба на развертке основного цилиндра зубчатого колеса.
На фиг. 4 изображена схема удаления материала впадины, при которой кольцевое сверление выполняют за четыре рабочих хода резцовой головки 9. При первом варианте выполнения обкатов, во время первого рабочего хода торцовые режущие кромки Т резцов 11 резцовой головки 9 погружают в материал впадины на глубину h, вырезая тем самым сегмент 13 кольцевой канавки 4. После этого выполняют обкат, посредством которого в зоне З1 формируют поверхность 14, эквидистантную вогнутой боковой поверхности 5 зуба 1. После этого выполняют второй рабочий ход резцовой головкой 9, в процессе которого торцовые режущие кромки Т резцов 11 резцовой головки 9 погружают в материал впадины на глубину 2⋅h, вырезая сегмент 15 кольцевой канавки 4. После этого выполняют обкат, посредством которого формируют поверхность 16, эквидистантную вогнутой боковой поверхности 5 зуба 1. И так далее: после третьего рабочего хода и вырезания сегмента 17 формируют поверхность 18, а после четвертого рабочего хода и вырезания сегмента 19 формируют поверхность 20. После этого выполняют обкаты в зоне З2 впадины, посредством которых формируют поверхности 21, 22, 23 и 24, эквидистантные выпуклой боковой поверхности 8 зуба 2.
Во втором варианте выполнения обкатов, после первого рабочего хода резцовой головки 9 и вырезания сегмента 13 кольцевой канавки 4 выполняют обкаты, посредством которых в зоне З1 формируют поверхность 14, а в зоне З2 формируют поверхность 21. Соответственно, после второго рабочего хода резцовой головки 9 и вырезания сегмента 15 выполняют обкаты, посредством которых формируют поверхности 16 и 22, после третьего рабочего хода и вырезания сегмента 17 формируют поверхности 18 и 23, а после четвертого рабочего хода и вырезания сегмента 19 формируют поверхности 20 и 24.
Первые обкаты всегда бывают укороченной длины, а последние -максимальной длины: от цилиндра вершин зубчатого колеса 3 до дна впадины.
Вырезание во впадине кольцевой канавки 4 может быть осуществлено посредством трех кольцевых сверлений: первого, второго и последнего, выполняемых при помощи вышеописанной резцовой головки 9 (см. фиг. 5). При этом оси O1, O2 и O3 вращения резцовой головки 9 во время выполнения, соответственно, первого, второго и последнего кольцевых сверлений расположены в одной и той же плоскости А и параллельны оси Н вращения кольцевой канавки 4. В процессе каждого кольцевого сверления резцовую головку 9 перемещают, соответственно, вдоль осей O1, O2 и O3 в направлении плоскости F, проходящей через ось G перпендикулярно осям O1, O2 и O3.
При выполнении как первого, так и второго кольцевого сверления выполняют, по меньшей мере, два рабочих хода резцовой головки 9, при этом рабочие ходы первого и второго кольцевых сверлений выполняют поочередно.
Перед первым и каждым последующим рабочим ходом первого кольцевого сверления резцовую головку 9 перемещают вдоль оси Y, расположенной в плоскости А перпендикулярно оси О, и устанавливают в такое положение, в котором ось Е, расположенная посередине между режущими кромками В и D резца 11, находится от оси С симметрии сечения впадины на расстоянии Yl, находящемся в диапазоне значений от 0,05⋅b до 0,5⋅b.
При выполнении первого рабочего хода первого кольцевого сверления резцы 11 резцовой головки 9 погружают в материал впадины на глубину h, меньшую или равную b, за счет чего вырезают сегмент 25 кольцевой канавки. После этого выполняют обкат, посредством которого удаляют материал из зоны З2 впадины и формируют поверхность 26, эквидистантную выпуклой боковой поверхности 8 зуба 2.
Перед первым и каждым последующим рабочим ходом второго кольцевого сверления резцовую головку 9 перемещают вдоль оси Y и устанавливают в такое положение, в котором ось Е находится на расстоянии от 0,05⋅b до 0,5⋅b от оси С. Причем если во время первого кольцевого сверления ось Е была расположена от оси О1 дальше, чем ось С, то во время второго кольцевого сверления ось Е должна быть расположена к оси О2 ближе, чем ось С, и наоборот, если во время первого кольцевого сверления ось Е была расположена к оси О1 ближе, чем ось С, то во время второго кольцевого сверления ось Е должна быть расположена от оси О2 дальше, чем ось С.
При выполнении первого рабочего хода второго кольцевого сверления резцы 11 резцовой головки 9 погружают в материал впадины на глубину 2-h, за счет чего вырезают сегмент 27 кольцевой канавки. При этом во время погружения до глубины h обработка происходит в режиме полуоткрытого резания, а при погружении от глубины h до глубины 2⋅h обработка происходит в режиме закрытого резания. Обработка в режиме полуоткрытого резания позволяет снизить нагрузку на резцы 11 резцовой головки 9 и облегчить вывод стружки из зоны резания. За счет этого можно увеличить подачу и, тем самым, сократить время обработки.
После этого выполняют обкат, посредством которого удаляют материал из зоны З1 впадины и формируют поверхность 28, эквидистантную вогнутой боковой поверхности 5 зуба 1.
При выполнении второго рабочего хода первого кольцевого сверления резцы 11 резцовой головки 9 погружают в материал впадины на глубину 3⋅h, за счет чего вырезают сегмент 29 кольцевой канавки. При этом во время погружения от глубины h до глубины 2⋅h обработка происходит в режиме полуоткрытого резания, а при погружении от глубины 2⋅h до глубины 3⋅h обработка происходит в режиме закрытого резания. После этого выполняют обкат, посредством которого формируют поверхность 30, эквидистантную выпуклой боковой поверхности 8 зуба 2.
При выполнении второго рабочего хода второго кольцевого сверления резцы 11 резцовой головки 9 погружают в материал впадины в режиме полуоткрытого резания от глубины 2⋅h до глубины 3⋅h, за счет чего вырезают сегмент 31 кольцевой канавки. После этого выполняют обкат, посредством которого формируют поверхность 32, эквидистантную вогнутой боковой поверхности 5 зуба 1.
Перед последним кольцевым сверлением резцовую головку 9 перемещают вдоль оси Y и устанавливают в такое положение, в котором ось Е резца 11 совпадает или находится в непосредственной близости от оси С симметрии впадины. В процессе последнего кольцевого сверления резцовую головку 9 перемещают вдоль оси O3 настолько, что по окончании последнего кольцевого сверления торцовые режущие кромки Т резца 11 находятся на расстоянии rf от плоскости F, где rf - радиус цилиндра впадин зубчатого колеса. За счет последнего кольцевого сверления вырезают сегмент 33 кольцевой канавки.
После этого выполняют обкаты, посредством которых формируют поверхность 34, эквидистантную выпуклой боковой поверхности 8 зуба 2 и поверхность 35, эквидистантную вогнутой боковой поверхности 5 зуба 1.
В том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи корончатого сверла 12, после вырезания во впадине кольцевой канавки 4 при помощи резцовой головки 9 выполняют обкаты, посредством которых в зоне З1 формируют поверхности 36, 37, 38, эквидистантные вогнутой боковой поверхности 5 зуба 1, а в зоне З2 формируют поверхности 39, 40, 41, эквидистантные выпуклой боковой поверхности 8 зуба 2. Ось О вращения резцовой головки 9 во время выполнения обкатов расположена в плоскости А.
Перед каждым обкатом, посредством которого формируют поверхности 14, 16, 18, 20, 28, 32, 35, 36, 37, 38, эквидистантные вогнутой боковой поверхности 5 зуба 1, резцовую головку 9 перемещают вдоль осей О и Y и устанавливают в такое положение, в котором профилирующие точки S ее резцов 11 расположены в плоскости К, касательной к основному цилиндру зубчатого колеса 3 диаметром db, и касаются цилиндра вершин зубчатого колеса 3 диаметром da в центральном сечении венца зубчатого колеса 3 плоскостью А (см. фиг.6).
Зубчатое колесо 3 поворачивают вокруг оси G ее вращения на такой угол, чтобы точка Р пересечения вогнутой боковой поверхности 5 зуба 1 с плоскостью А и с цилиндром вершин зубчатого колеса была расположена от профилирующей точки S резца на расстоянии L1, которое вычисляют по формуле:
L1 = M1 - k ⋅ b + Δ
где М1 - расстояние от точки Р до точки пересечения плоскости А с цилиндром вершин зубчатого колеса и с боковой поверхностью кольцевой канавки, ближайшей к вогнутой боковой поверхности зуба 1, k -порядковый номер обката, b - расстояние между режущими кромками В и D резца, Δ - припуск под окончательную обработку вогнутой боковой поверхности 5 зуба 1.
В процессе каждого обката зубчатому колесу 3 придают вращательное движение против часовой стрелки (по фиг. 6) вокруг его оси G, и, одновременно с этим, вращающуюся резцовую головку 9 в режиме интерполяции перемещают вдоль оси Y, расположенной в плоскости А перпендикулярно оси О, со скоростью, равной произведению угловой скорости вращательного движения зубчатого колеса 3 и радиуса rb основного цилиндра зубчатого колеса 3.
Перед каждым обкатом, посредством которого формируют поверхности 21, 22, 23, 24, 26, 30, 34, 39, 40, 41, эквидистантные выпуклой боковой поверхности 8 зуба 2, резцовую головку 9 перемещают вдоль осей О и Y и устанавливают ее в такое положение, в котором профилирующие точки U ее резцов 11 расположены в плоскости К, касательной к основному цилиндру зубчатого колеса 3 диаметром db, и касаются цилиндра вершин зубчатого колеса 3 диаметром da в торцовых сечениях венца зубчатого колеса 3 (см. фиг. 7).
Зубчатое колесо 3 поворачивают вокруг оси G ее вращения на такой угол, чтобы точка I пересечения выпуклой боковой поверхности 8 зуба 2 с плоскостью А и с цилиндром вершин зубчатого колеса была расположена от профилирующей точки U резца на расстоянии L2, которое вычисляют по формуле:
L2 = М2 - k ⋅ b + Δ
где М2 - расстояние от точки I до точки пересечения плоскости А с цилиндром вершин зубчатого колеса и с боковой поверхностью кольцевой канавки, ближайшей к выпуклой боковой поверхности зуба 2, k - порядковый номер обката, b - расстояние между режущими кромками В и D резца, Δ - припуск под окончательную обработку выпуклой боковой поверхности 8 зуба 2.
В процессе каждого обката зубчатому колесу 3 придают вращательное движение по часовой стрелке (по фиг. 7) вокруг его оси G, и, одновременно с этим, вращающуюся резцовую головку в режиме интерполяции перемещают вдоль оси Y со скоростью, равной произведению угловой скорости вращательного движения зубчатого колеса 3 и радиуса rb основного цилиндра зубчатого колеса 3.
Для того, чтобы процессы резания происходили в наиболее благоприятных условиях, предпочтительно, чтобы режущие кромки В, D и Т каждого резца были расположены в одной плоскости, проходящей через ось О вращения резцовой головки 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубчатые передачи с арочным зацеплением и способ изготовления зубчатого колеса с внутренними зубьями арочной формы | 2017 |
|
RU2700221C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С МОДИФИЦИРОВАННОЙ ФОРМОЙ ЗУБЬЕВ | 2007 |
|
RU2347650C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНОЙ ФОРМОЙ ЗУБЬЕВ | 2012 |
|
RU2502585C1 |
| РЕЗЦОВАЯ ГОЛОВКА И СПОСОБ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 2010 |
|
RU2444420C2 |
| Способ нарезания цилиндрических зубчатых колес с криволинейными по длине зубьями | 1989 |
|
SU1726169A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 2006 |
|
RU2306210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2011 |
|
RU2467838C2 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМ ПРОФИЛЕМ ЗУБЬЕВ | 2012 |
|
RU2527109C1 |
Изобретение относится к способу изготовления цилиндрических арочных зубчатых колес с круговыми зубьями, имеющими эвольвентный поперечный профиль. Способ удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса включает вырезание во впадине кольцевой канавки и удаление материала из зоны З1 между вогнутой боковой поверхностью зуба 1 и ближайшей к ней боковой поверхностью кольцевой канавки, а также удаление материала из зоны З2 между другой боковой поверхностью кольцевой канавки и выпуклой боковой поверхностью соседнего зуба 2. Удаление материала как из зоны З1, так и из зоны З2, выполняют посредством обкатов. В результате выполнения каждого из обкатов в зоне З1 формируют поверхность, эквидистантную вогнутой боковой поверхности зуба 1, а в зоне З2 - поверхность, эквидистантную выпуклой боковой поверхности зуба 2. Обкаты выполняют при помощи резцовой головки. Кольцевую канавку во впадине вырезают посредством по меньшей мере одного кольцевого сверления. Вырезание во впадине кольцевой канавки осуществляют при помощи резцовой головки или корончатого сверла. В результате обеспечивается беспрепятственный выход стружки из зоны резания и снижение нагрузки на главный привод станка и резцовую головку. 19 з.п. ф-лы, 9 ил.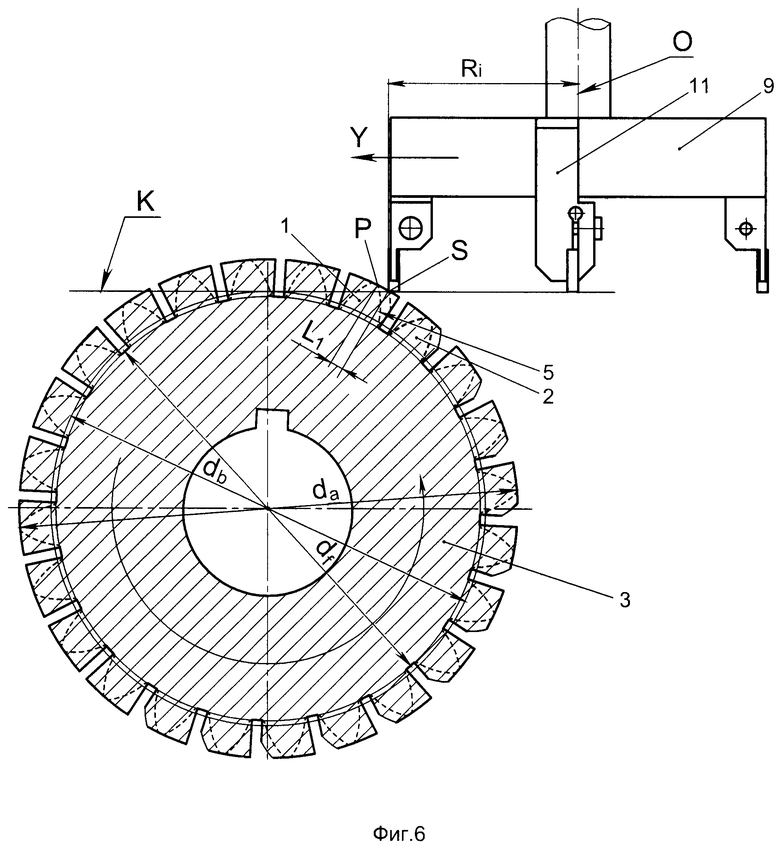
1. Способ удаления материала впадины между зубьями цилиндрического арочного зубчатого колеса, включающий вырезание во впадине кольцевой канавки, удаление материала из зоны З1 между вогнутой боковой поверхностью зуба 1 и ближайшей к ней боковой поверхностью кольцевой канавки и удаление материала из зоны З2 между другой боковой поверхностью кольцевой канавки и выпуклой боковой поверхностью соседнего зуба 2, при этом кольцевую канавку во впадине вырезают таким образом, что ось Н вращения кольцевой канавки расположена в плоскости А симметрии венца зубчатого колеса, перпендикулярной оси G вращения зубчатого колеса, и параллельна оси симметрии сечения впадины, по меньшей мере, в одном из сечений зубчатого колеса плоскостью, перпендикулярной оси G, при этом как удаление материала из зоны З1, так и удаление материала из зоны З2, выполняют посредством обкатов, при этом в результате выполнения каждого из обкатов в зоне З1 формируют поверхность, эквидистантную вогнутой боковой поверхности зуба 1, а в результате выполнения каждого из обкатов в зоне З2 формируют поверхность, эквидистантную выпуклой боковой поверхности зуба 2, при этом обкаты выполняют при помощи резцовой головки, содержащей корпус в виде тела вращения и резцы, закрепленные по периферии корпуса параллельно оси О вращения резцовой головки, при этом каждый резец резцовой головки имеет две боковые режущие кромки В и D, параллельные оси О, и торцовую режущую кромку Т, причем режущие кромки В резцов расположены на одной цилиндрической поверхности Ц1 или в непосредственной близости от нее, а режущие кромки D резцов расположены на другой цилиндрической поверхности Ц2 или в непосредственной близости от нее, оси вращения цилиндрических поверхностей Ц1 и Ц2 совпадают с осью О, диаметр цилиндрической поверхности Ц1 больше диаметра цилиндрической поверхности Ц2, а торцовые режущие кромки Т всех резцов расположены в одной плоскости, перпендикулярной оси О, отличающийся тем, что вырезание во впадине кольцевой канавки осуществляют посредством по меньшей мере одного кольцевого сверления, которое выполняют при помощи вышеописанной резцовой головки или корончатого сверла, при этом в том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи вышеописанной резцовой головки, ось О вращения резцовой головки совпадает с осью Н вращения кольцевой канавки, и в процессе кольцевого сверления резцовую головку перемещают вдоль оси О в направлении плоскости F, проходящей через ось G перпендикулярно оси О, при этом кольцевое сверление выполняют, по меньшей мере, за два рабочих хода резцовой головки, и при каждом рабочем ходе резцы резцовой головки погружают в материал впадины на глубину h, меньшую или равную b, где b - расстояние между режущими кромками В и D резца, и после каждого рабочего хода резцовой головки выполняют по меньшей мере один обкат, а в том случае, когда вырезание во впадине кольцевой канавки выполняют при помощи корончатого сверла, ось J вращения корончатого сверла совпадает с осью Н вращения кольцевой канавки, и в процессе кольцевого сверления корончатое сверло перемещают вдоль оси J в направлении плоскости F, проходящей через ось G перпендикулярно оси J.
2. Способ по п. 1, отличающийся тем, что кольцевую канавку во впадине вырезают таким образом, что ось Н вращения кольцевой канавки параллельна оси С симметрии сечения впадины плоскостью А.
3. Способ по п. 1, отличающийся тем, что кольцевую канавку во впадине вырезают таким образом, что ось Н вращения кольцевой канавки параллельна осям С1 и С2 симметрии двух сечений впадины плоскостями Q1 и Q2, перпендикулярными оси G и расположенными на равных расстояниях от плоскости А.
4. Способ по п. 3, отличающийся тем, что каждая из плоскостей Q1 и Q2 расположена на расстоянии 0,25⋅X от плоскости А, где X - ширина венца зубчатого колеса.
5. Способ по п. 1, отличающийся тем, что кольцевую канавку во впадине вырезают посредством одного кольцевого сверления, выполняемого при помощи вышеописанной резцовой головки, при этом в процессе последнего рабочего хода резцовой головки ее перемещают настолько, что по окончании рабочего хода торцовые режущие кромки Т резцов находятся на расстоянии rf от плоскости F, проходящей через ось G вращения зубчатого колеса перпендикулярно оси О, где rf - радиус цилиндра впадин зубчатого колеса.
6. Способ по п. 5, отличающийся тем, что после каждого рабочего хода резцовой головки посредством обкатов удаляют материал из одной и той же зоны впадины, а после вырезания кольцевой канавки на всю глубину впадины и выполнения последнего в этой зоне обката, посредством обкатов удаляют материал из другой зоны впадины.
7. Способ по п. 5, отличающийся тем, что после каждого рабочего хода резцовой головки выполняют по меньшей мере два обката, при этом посредством, по меньшей мере, одного из этих обкатов удаляют материал из зоны З1 впадины, и посредством, по меньшей мере, одного из этих обкатов удаляют материал из зоны З2 впадины.
8. Способ по п. 1, отличающийся тем, что кольцевую канавку во впадине вырезают посредством трех - первого, второго и последнего - кольцевых сверлений, выполняемых при помощи вышеописанной резцовой головки, при этом оси О1, О2 и О3 вращения резцовой головки во время выполнения, соответственно, первого, второго и последнего кольцевых сверлений расположены в одной и той же плоскости А и параллельны оси Н вращения кольцевой канавки, и в процессе каждого из кольцевых сверлений резцовую головку перемещают, соответственно, вдоль осей О1, О2 и О3 в направлении плоскости F, проходящей через ось G перпендикулярно осям О1, О2 и О3.
9. Способ по п. 8, отличающийся тем, что в процессе выполнения как первого, так и второго кольцевых сверлений, выполняют, по меньшей мере, два рабочих хода резцовой головки, при этом рабочие ходы первого и второго кольцевых сверлений выполняют поочередно, при выполнении первого рабочего хода первого кольцевого сверления торцовые режущие кромки Т резцовой головки погружают в материал впадины на глубину h, меньшую или равную b, а при каждом последующем рабочем ходе первого и второго кольцевых сверлений торцовые режущие кромки Т резцовой головки погружают в материал впадины на глубину h относительно их самого нижнего положения при предыдущем рабочем ходе резцовой головки, где b - расстояние между режущими кромками В и D резца.
10. Способ по п. 9, отличающийся тем, что перед каждым рабочим ходом первого кольцевого сверления резцовую головку перемещают вдоль оси Y, расположенной в плоскости А перпендикулярно оси О, и устанавливают в такое положение, в котором ее ось Е, расположенная посередине между режущими кромками В и D резца, находится на расстоянии от 0,05⋅b до 0,5⋅b от оси С симметрии впадины, а перед каждым рабочим ходом второго кольцевого сверления резцовую головку перемещают вдоль оси Y и устанавливают в такое положение, в котором ось Е смещена относительно ее положения во время первого кольцевого сверления на расстояние от 0,5⋅b до b, причем если во время первого кольцевого сверления ось Е была расположена от оси O1 дальше, чем ось С, то во время второго кольцевого сверления ось Е должна быть расположена к оси O2 ближе, чем ось С, и наоборот, если во время первого кольцевого сверления ось Е была расположена к оси O1 ближе, чем ось С, то во время второго кольцевого сверления ось Е должна быть расположена от оси O2 дальше, чем ось С.
11. Способ по п. 8, отличающийся тем, что перед последним кольцевым сверлением резцовую головку перемещают вдоль оси Y и устанавливают в такое положение, в котором ось Е резца, совпадает или находится в непосредственной близости от оси С симметрии впадины, и в процессе последнего кольцевого сверления резцовую головку перемещают вдоль оси O3 настолько, что по окончании последнего кольцевого сверления торцовые режущие кромки Т резцов находятся на расстоянии rf от плоскости F, где rf - радиус цилиндра впадин зубчатого колеса.
12. Способ по п. 1, отличающийся тем, что в процессе формирования поверхностей, эквидистантных вогнутой боковой поверхности зуба 1, профилирующей точкой S каждого резца резцовой головки является точка пересечения радиуса сопряжения режущих кромок В и Т резца с режущей кромкой В, при этом профилирующие точки S резцов расположены на окружности с центром на оси О и радиусом, равным Ri, где Ri - радиус арки зуба на развертке основного цилиндра зубчатого колеса.
13. Способ по п. 12, отличающийся тем, что перед каждым обкатом резцовую головку перемещают вдоль осей О и Y и устанавливают ее в такое положение, в котором профилирующие точки S резцов расположены в плоскости К, касательной к основному цилиндру зубчатого колеса, и касаются цилиндра вершин зубчатого колеса в сечении зубчатого колеса плоскостью А, зубчатое колесо поворачивают вокруг оси G ее вращения на такой угол, что точка Р пересечения вогнутой боковой поверхности зуба 1 с плоскостью А и с цилиндром вершин зубчатого колеса расположена от профилирующей точки S резца на расстоянии L1, а в процессе обката зубчатому колесу придают вращательное движение вокруг его оси G и, одновременно с этим, вращающуюся резцовую головку в режиме интерполяции перемещают вдоль оси Y со скоростью, равной произведению угловой скорости вращательного движения зубчатого колеса и радиуса основного цилиндра зубчатого колеса.
14. Способ по п. 13, отличающийся тем, что расстояние L1 вычисляют по формуле L1 = М1 - k ⋅ b + Δ, где М1 - расстояние от точки Р до точки пересечения плоскости А с цилиндром вершин зубчатого колеса и с боковой поверхностью кольцевой канавки, ближайшей к вогнутой боковой поверхности зуба 1, k - порядковый номер обката, b - расстояние между режущими кромками В и D резца, Δ - припуск под окончательную обработку вогнутой боковой поверхности зуба 1.
15. Способ по п. 1, отличающийся тем, что в процессе формирования поверхностей, эквидистантных выпуклой боковой поверхности зуба 2, профилирующей точкой U каждого резца резцовой головки является точка пересечения радиуса сопряжения режущих кромок D и Т резца с режущей кромкой D, при этом профилирующие точки U резцов расположены на окружности с центром на оси О и радиусом, равным Ri, где Ri - радиус арки зуба на развертке основного цилиндра зубчатого колеса,
16. Способ по п. 15, отличающийся тем, что перед каждым обкатом резцовую головку перемещают вдоль осей О и Y и устанавливают ее в такое положение, в котором профилирующие точки U резцов расположены в плоскости К, касательной к основному цилиндру зубчатого колеса, и касаются цилиндра вершин зубчатого колеса в торцовых сечениях венца зубчатого колеса, зубчатое колесо поворачивают вокруг оси G ее вращения на такой угол, что точка I пересечения выпуклой боковой поверхности зуба 2 с плоскостью А и с цилиндром вершин зубчатого колеса расположена от профилирующей точки U резца на расстоянии L2, и в процессе обката зубчатому колесу придают вращательное движение вокруг его оси G, а вращающуюся резцовую головку в режиме интерполяции перемещают вдоль оси Y со скоростью, равной произведению угловой скорости вращательного движения зубчатого колеса и радиуса основного цилиндра зубчатого колеса.
17. Способ по п. 16, отличающийся тем, что расстояние L2 вычисляют по формуле L2 = М2 - k ⋅ b + Δ, где М2 - расстояние от точки I до точки пересечения плоскости А с цилиндром вершин зубчатого колеса и с боковой поверхностью кольцевой канавки, ближайшей к выпуклой боковой поверхности зуба 2, k - порядковый номер обката, b - расстояние между режущими кромками В и D резца, Δ - припуск под окончательную обработку выпуклой боковой поверхности зуба 2.
18. Способ по любому из пп. 1, 5, 8, отличающийся тем, что режущие кромки В резцов расположены на разных расстояниях от оси О вращения резцовой головки, например, режущие кромки В четных резцов расположены на цилиндрической поверхности, радиус RВ чет. которой больше радиуса RВ нечет. цилиндрической поверхности, на которой расположены режущие кромки В нечетных резцов, на величину от 0,15 до 0,3 мм.
19. Способ по любому из пп. 1, 5, 8, отличающийся тем, что режущие кромки D резцов расположены на разных расстояниях от оси О вращения резцовой головки, например, режущие кромки D четных резцов расположены на цилиндрической поверхности, радиус RD чет. которой больше радиуса RD нечет. цилиндрической поверхности, на которой расположены режущие кромки D нечетных резцов, на величину от 0,15 до 0,3 мм.
20. Способ по любому из пп. 1-19, отличающийся тем, что режущие кромки В, D и Т каждого резца резцовой головки расположены в одной плоскости, проходящей через ось О вращения резцовой головки.
| Марголит Р.Б., Давыдов А.П., Карпов Ю.В | |||
| Особенности изготовления и использования арочных зубчатых передач | |||
| Сборник научных трудов по итогам международной научно-технической конференции, 25.12.2017 Новшества в области технических наук | |||
| Выпуск II | |||
| г | |||
| Тюмень, Федеральный центр науки и образования ЭВЕНСИС, 2017, с.5-12, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ нарезания выпуклых и вогнутых сторон арочных зубьев цилиндрических зубчатых колес | 1989 |
|
SU1722719A1 |

