Лужение концов различных деталей до сих пор производилось вручную следующим образом: рабочий зажимает щипцами деталь, опускает конец ее в пасту или кислоту, затем в горячее олово, встряхивает излишек ударом о край ванны и сбрасывает деталь в бак с водой для охлаждения.
Недостатки этого способа заключаются в том, что детали обслуживаются неравномерно и не на одинаковую величину по длине, производительность одного человека ничтожна, отчего получается довольно высокая стоимость операции.
Предлагаемый автомат имеет целью устранить перечисленные недостатки и при равномерности обслуживания дать более высокую производительность.
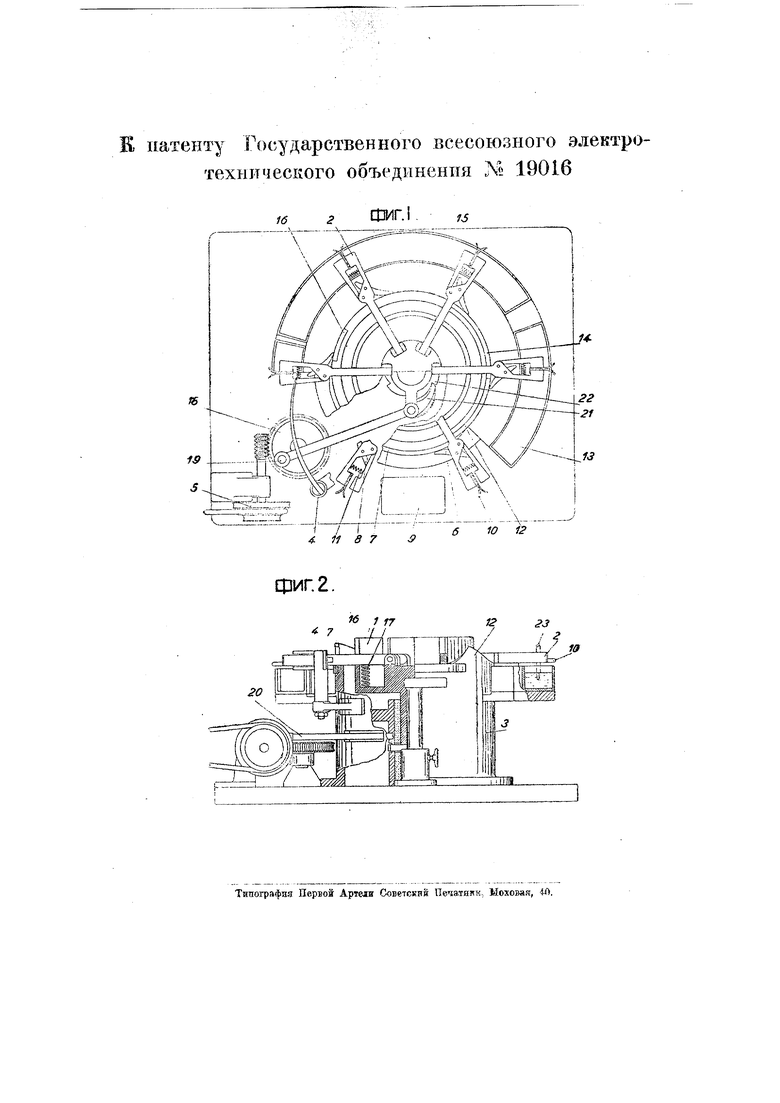
На чертеже фиг. 1 изображает вид сверху станка; фиг. 2 - вид его сбоку с частичным разрезом.
Станок состоит из вращающейся скачками части 1, несущей на себе шесть шарнирно-закрепленных зажимов 2, в которых помещаются одна или несколько деталей 2, 3 для лужения; для раскрывания зажимов 2 служит кулачный выступ 1
(фиг. 1 и 2). Вся система помещается на станине неподвижной круговой направляющей 3 с кулачными выступами 12, 14 и 16, управляющими подъемом и спуском зажимов 2; вращение же зажимов осуществляется приводным механизмом 5.
Для выбрасывания из зажи.мов 2 облуженных деталей применена вилка 4 (фиг. 1 и 2), а для урегулирования глубины погружения деталей в ванны пользуются изменением высоты столика 9 (фиг. 1), с которого детали подаются в зажимы 2.
Действие станка заключается в следующем: при вращении зажимов 2 палец 6, подвижно укрепленный на этих зажимах, проходя по кулачному выступу 1, упирается в него, одним концом и, поворачиваясь, раскрывает щеки зажима, куда со столика 9 вставляется между пластинчатыми пружинками 10 деталь. При дальнейшем; вращении зажимов палец 6 сходит с концентрического выступа 7, и щеки зажима с помощью пружины 11 прочно закрываются, сжимая деталь и оставаясь в таком положении на протяжении всей окружности. Двигаясь от столика 9, зажим поднимается на вертикальный кулачный выступ 12, проходит край ванны с кислотой или пастоЗ и опускается в нее ко-нцом детали, сходя с выступа. Затем зажям вновь поднимается на следующий кулачный выступ 14, проходит край ванны с кислотой и ванну с расплавленным оловом 15, опускается концом детали в него, снова поднимается по кулачному выступу 16 и падает с него, стряхивая тем самым излешек олова с дзтали. Чтобы удар был сильнее, зажим 2 связан с вращающейся частью пружяной 17 (фиг. 2). Далее зажим проходит через вилку 4, которая, упираясь в дзталь 23, освобождает ее, и она падает в ванну с 15Одой.
Весь ме ;анизм призодится в движение приводом 5, от которого вращается диск 18 (фиг. 1) с эксцентрически насаженным пальцем 19, шатуном 20 и собачкой 21, которая вращает храповое колесо 22, сидящее на одной оси с вращающейся частью станка.
В случае большого числа одинаковых деталей, возможно изготовление к станку автоматической подачи их.
Предмет патента.
1.Станок для лужения кэнцоз деталей, характеризующийся применением системы вращающихся вокруг общзй вертикальной оси зажимов 2, для раскрывания которых служит кулачныЗ выступ 7, а для поднимания и опускания, с целью последовательного погружения концов деталей в ванну с кислотой, в ванну с оловом и встряхивания,-кулачные выступы 12, 14 и 16.
2.В станке, охарактеризованном в п. 1, применение вилки 4, предназначенной для выбрасывания из зажимов облуженных деталей.
3.В станке, охарактеризованном в п.1, применение подъемного столика 9, служащего для регулирования установки деталей в зажимы. к патенту Государственного всесоюзного электротехнического объединения Ne 19016
Ериг.2.
16 )J7
23
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки кос | 1934 |
|
SU46269A1 |
| Устройство для лужения, например, коллекторных пластин | 1956 |
|
SU111479A1 |
| Устройство для лужения | 1990 |
|
SU1743748A1 |
| Машина для нанизывания на шнур табачных листьев | 1929 |
|
SU19995A1 |
| ВОДОПРОВОДНАЯ АРМАТУРА ДЛЯ ПОДАЧИ ПИТЬЕВОЙ ВОДЫ И СПОСОБ НАНЕСЕНИЯ, ПО СУЩЕСТВУ, ИНЕРТНОГО ПОКРЫТИЯ | 1995 |
|
RU2132012C1 |
| МАНИПУЛЯТОР ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 1973 |
|
SU394959A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
| Универсальная машина для разливочно-укупорочного производства | 1929 |
|
SU27569A1 |
| Машина для обвязки бунтов проволоки | 1938 |
|
SU56158A1 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |