со
00
о со
00
Изобретение относится к автоматизации технологических процессов и может быть использовано в промьшленно--, сти, где необходимо осуществлять под- готовку к монтажу и монтаж различных элементов радиосхем, в частности формовку, сборку и монтаж связующих элементов высокочастотных радиоконтуров, которые состоят из корпуса-экра- на, элемента контура в виде петли или ее части и входного и выходного электрических кабелей.
Цель изобретения - повышение производительности и качества в работе.
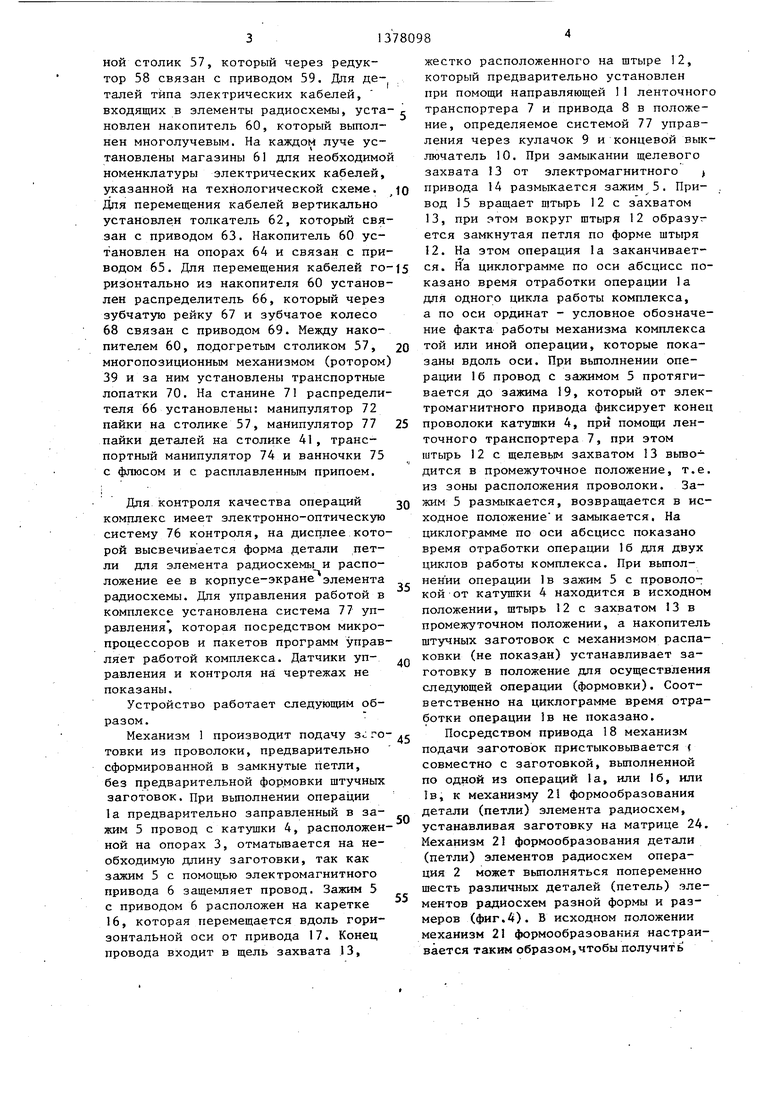
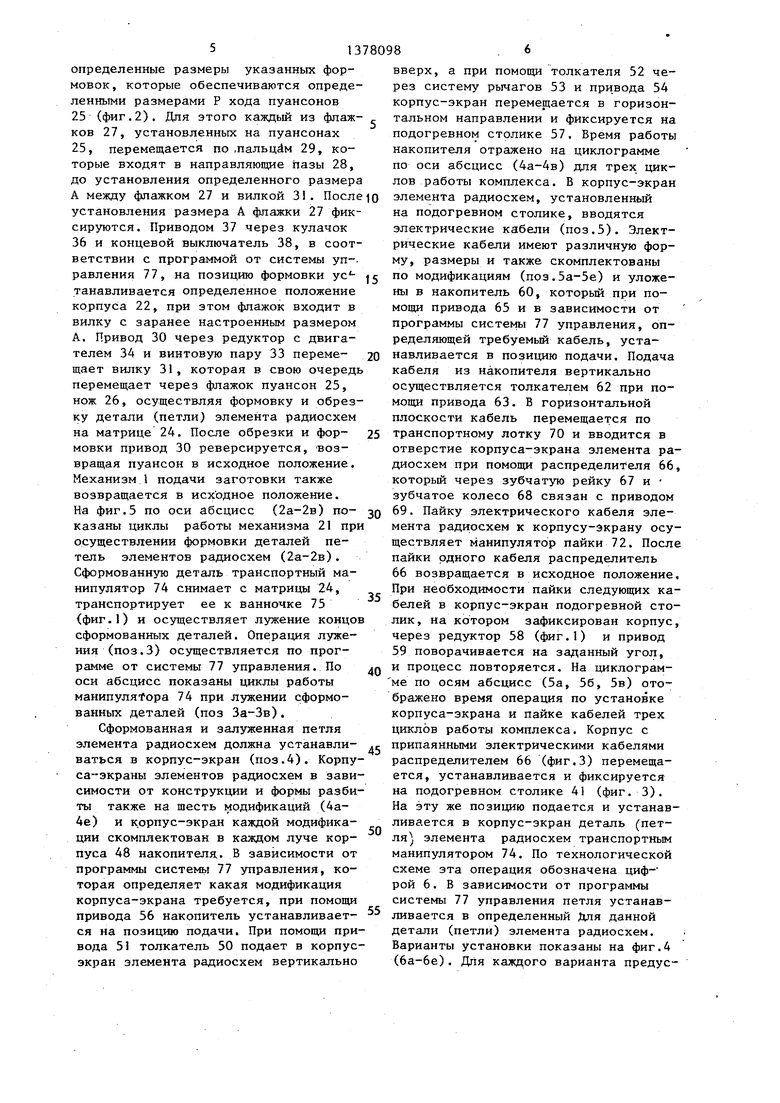
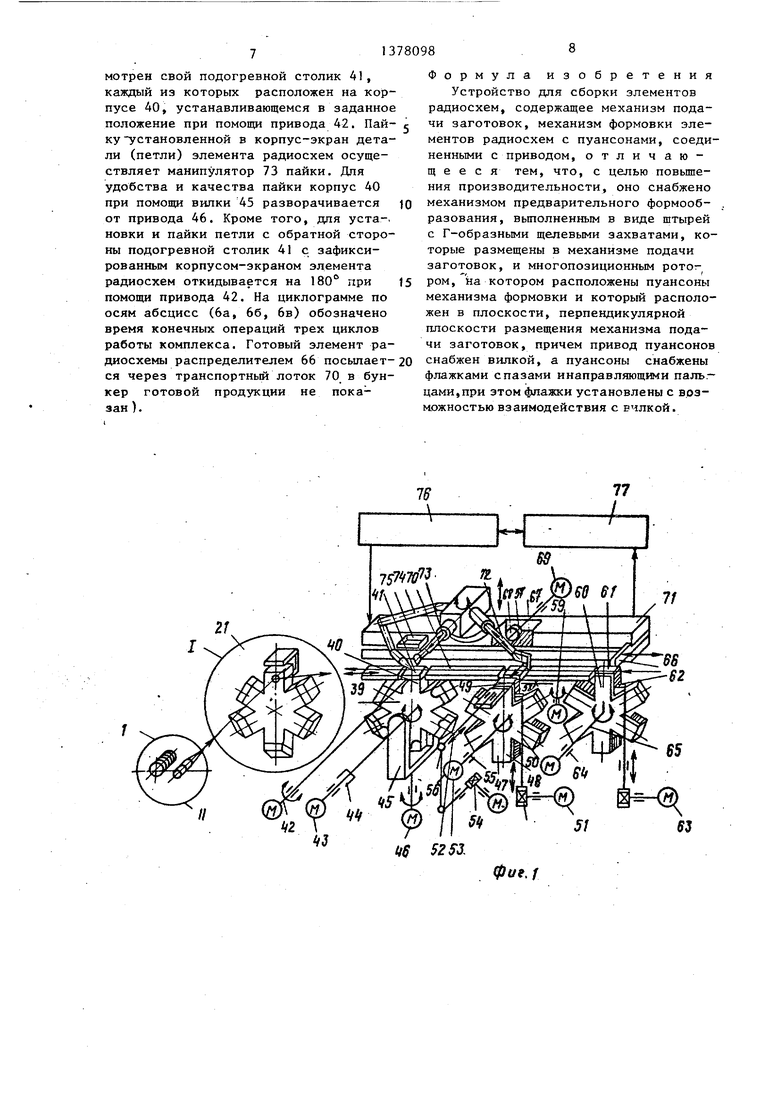
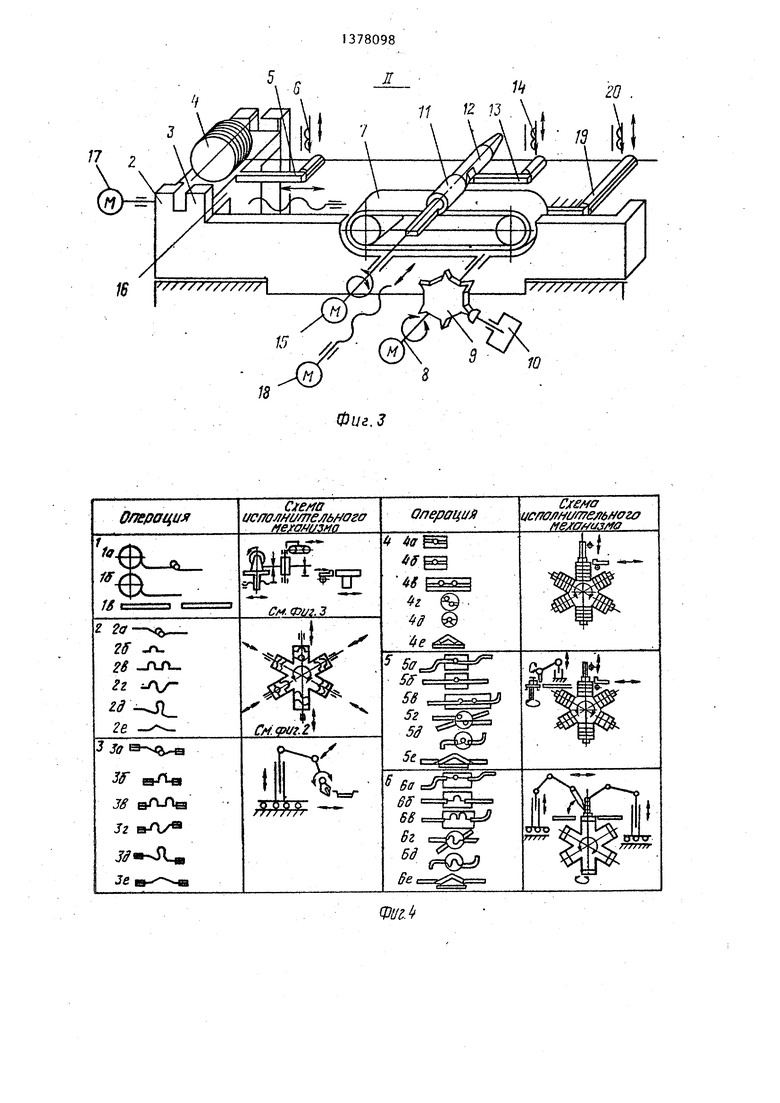
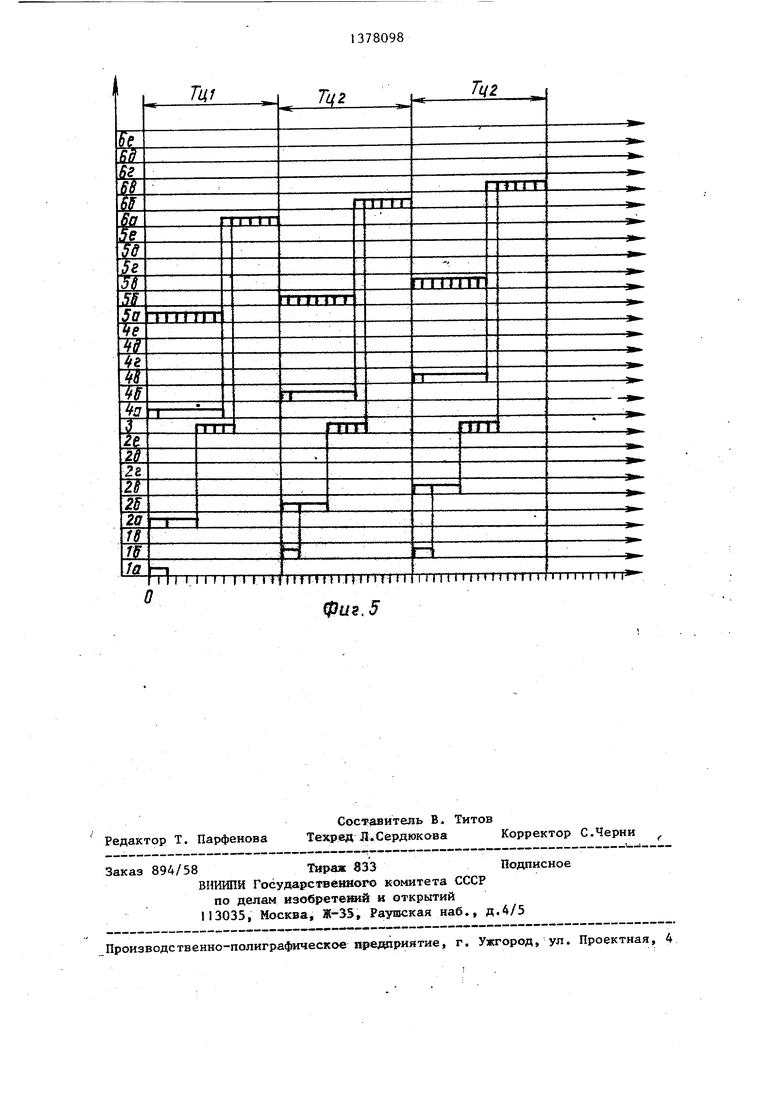
На фиг.1 изображена кинематическая схема, аксонометрия; на фиг.2 - узел I на фиг.1 (в укрупненном масштабе кинематическая схема в аксонометрии многопозиционного ротора формовки де- талей (петель)элементов радиосхем); на фиг.З - узел II ( на фиг,1 кинематическая схема механизма подачи заготовки по позицию, аксонометрия); на фиг.4 - технологическая схема безразмерной группы элементов радиосхем; на фиг.З - безразмерная циклограмма работы устройства.
На фиг.З по оси абсцисс показано время отработки операций для трех модификаций элементов радиосхем, по оси ординат условно обозначены факты работы механизмов комплекса при выполнении операции формовки, сборки, монтажа трех модификаций элементов радиосхем.
Устройство для сборки элементов радиосхем состоит из механизма } для подачи заготовок на позицию, который содержит станину 2. На станине 2 в опорах 3 расположена катушка 4 с проволокой. Между опорами 3 установлен зажим 3 с электромагнитным приводом &. В средней части станины 2 разме-- щен ленточный транспортер 7 с приво- дом 8, кулачком 9 и концевым выключателем 10. Устройство снабжено механизмом предварительного формообразования в виде штырей и Г-образных щелевых захватов. На ленте транспорте- ра через определенные промежутки расположены направляющие 11, в которых установлены штыри 12 с жестко закрепленными на них Г-образными щелевыми за хватами 13 и электромагнитными при- водами 4. В задней части штыри 12 имеют привод 13. Зажим 3 с электромагнитным приводом 6 размещен на каретке 16, которая снабжена приводом
17 продольного перемещения. Станина 2 снабжена приводом В поперечного перемещения. На станине 2, за ленточ
ным транспортером 7, установлен зажим 19 с электромагнитным приводом 20. Перпендикулярно плоскости распо- ложения механизма 1 для подачи заготовок расположен механизм формообразования деталей, выполненный в виде многопозиционного ротора 21.
Многопозиционный ротор состоит из многолучевого корпуса 22, который установлен в опоры 23. Каждый луч корпуса 22 снабжен матрицей 24, пуансоном 23, ножом 26. На каждом пуансоне 23 установлен флажок 27, который имеет пазы 28. В пазы введены направляющие пальцы 29. Для перемещения пуансонов установлен привод 30, содержа-: щий вилку 31, которая через ось 32 связана с винтовой парой 33. Винтовая пара 33 установлена на редукторе с двигателем 34. Многолучевой корпус 22 через ось 33 связан с кулачком 36 и приводом 37. Под кулачком 36 расположен концевой выключатель 38. В-. плоскости расположения многопозиционного ротора 21 формовки деталей ; (петель) для элементов радиосхем размещен многопозиционньй механизм 39 пайки деталей элементов радиосхем. Он состоит из корпуса 40, на каждом луче которого установлен подогревной столик 41 с прижимами (не показаны). Столик 41 от привода 42 может откидываться на 180°. Многопозиционный механизм 39 через ось-муфту 43 связан с приводом 44. Многопозиционный механизм 39 установлен на опорах вилки 43, которая связана с приводом 46. За многопозиционньм механизмом 39 в той же плоскости, установлен накопитель 47 деталей. Корпус 48 накопителя деталей (тип корпуса-экрана), входящих в элементы радиосхем, выполнен многолучевым. На каждом луче установлены магазины 49 с механизмом распаковки (не показан) дня определенной номенклатуры деталей типа корпус-экран. Для перемещения деталей вертикально установлен толкатель 30, который связан с приводом. Для перемещения деталей горизонтально перед магазинами установлен толкатель 32, который через систему рычагов 33 связан с приводом 34. Накопитель 47 установлен на опоры 33 и связан с приводом 36. За магазином 49 установлен подогревной столик 57, который через редуктор 58 связан с приводом 59. Для деталей типа электрических кабелей, входящих в элементы радиосхемы, уста новлен накопитель 60, который выполнен многолучевым. На каждом луче установлены магазины 61 для необходимой номенклатуры электрических кабелей, указанной на технологической схеме, Для перемещения кабелей вертикально установлен толкатель 62, который связан с приводом 63. Накопитель 60 установлен на опорах 64 и связан с приводом 65. Дпя перемещения кабелей горизонтально из накопителя 60 установлен распределитель 66, который через зубчатую рейку 67 и зубчатое колесо 68 связан с приводом 69. Между накопителем 60, подогретым столиком 57, многопозиционным механизмом (ротором) 39 и за ним установлены транспортные лопатки 70. На станине 71 распределителя 66 установлены: манипулятор 72 пайки на столике 57, манипулятор 77 пайки деталей на столике 41, транспортный манипулятор 74 и ванночки 75 с флюсом и с расплавленным припоем.
Для контроля качества операций комплекс имеет электронно-оптическую систему 76 контроля, на дисплее которой высвечивается форма детали петли для элемента радиосхемы и расположение ее в корпусе-экране элемента
радиосхемы. Для управления работой в комплексе установлена система 77 управления, которая посредством микропроцессоров и пакетов программ управляет работой комплекса. Датчики уп- равления и контроля на чертежах не показаны.
Устройство работает следующим образом.
Механизм 1 производит подачу го тонки из проволоки, предварительно сформированной в замкнутые петли, без предварительной формовки штучных заготовок. При выполнении операции 1а предварительно заправленный в зажим 5 провод с катушки 4, расположенной на опорах 3, отматьшается на необходимую длину заготовки, так как зажим 5 с помощью электромагнитного привода 6 защемляет провод. Зажим 5 с приводом 6 расположен на каретке 16, которая перемещается вдоль горизонтальной оси от привода 17. Конец провода входит в щель захвата 13,
г о 15 20 25
зо
35
,Q
д
50
5
жестко расположенного на штыре 12, который предварительно установлен при помощи направляющей 11 ленточного транспортера 7 и привода 8 в положение, определяемое системой 77 управления через кулачок 9 и концевой выключатель 10. При замыкании щелевого захвата 13 от электромагнитного привода 14 размыкается зажим 5. При- . вод 15 вращает щтырь 12 с захватом 13, при этом вокруг щтыря 12 образуется замкнутая петля по форме штыря 12. На этом операция 1а заканчивается. На циклограмме по оси абсцисс показано время отработки операции 1а для одного цикла работы комплекса, а по оси ординат - условное обозначение факта работы механизма комплекса той или иной операции, которые показаны вдоль оси. При выполнении операции 1 б провод с зажимом 5 протягивается до зажима 19, который от электромагнитного привода фиксирует конец проволоки катушки 4, при помощи ленточного транспортера 7, при этом штырь 12 с щелевым захватом 13 выводится в промежуточное положение, т.е. из зоны расположения проволоки. Зажим 5 размыкается, возвращается в исходное положение и замыкается. На циклограмме по оси абсцисс показано время отработки операции 16 для двух циклов работы комплекса. При выполнении операции 1 в зажим 5 с проволокой от катушки 4 находится в исходном положении, штьфь 12 с захватом 13 в промежуточном положении, а накопитель штучных заготовок с механизмом распаковки (не показан) устанавливает заготовку в положение для осуществления следующей операции (формовки). Соответственно на циклограмме время отработки операции }в не показано.
Посредством привода 18 механизм подачи заготовок пристыковьюается f совместно с заготовкой, выполненной по одной из операций 1а, или 16, или IB, к механизму 21 формообразования детали (петли) элемента радиосхем, устанавливая заготовку на матрице 24. Механизм 21 формообразования детали (петли) элементов радиосхем операция 2 может вьшолняться попеременно шесть различных деталей (петель) элементов радиосхем разной формы и размеров (фиг.4). В исходном положении механизм 21 формообразования настраивается таким образом,чтобы получить
определенные размеры указанных формовок, которые обеспечиваются определенными размерами Р хода пуансонов 25 (фиг.2). Для этого каждый из флаж- ков 27, установленных на пуансонах 25, перемещается по .пальцйм 29, которые входят в направляющие пазы 28, до установления определенного размера А между флажком 27 и вилкой 31. После установления размера А флажки 27 фиксируются. Приводом 37 через кулачок 36 и концевой выключатель 38, в соответствии с программой от системы уп-. равления 77, на позицию формовки танавливается определенное положение корпуса 22, при этом флажок входит в вилку с заранее настроенным размером А. Привод 30 через редуктор с двигателем 34 и винтовую пару 33 перемещает вилку 31, которая в свою очередь перемещает через флажок пуансон 25, нож 26, осуществляя формовку и обрезку детали (петли) элемента радиосхем на матрице 24. После обрезки и формовки привод 30 реверсируется, возвращая пуансон в исходное положение. Механизм 1 подачи заготовки также возвращается в исходное положение. На фиг.5 по оси абсцисс (2а-2в) показаны циклы работы механизма 21 при осуществлении формовки деталей петель элементов радиосхем (2а-2в). Сформованную деталь транспортный манипулятор 74 снимает с матрицы 24, транспортирует ее к ванночке 75 (фиг.1) и осуществляет лужение концо сформованных деталей. Операция лужения (поз. 3) осуществляется по программе от системы 77 управления. По оси абсцисс показаны циклы работы манипуля1 ора 74 при лужении сформованных деталей (поз За-Зв).
Сформованная и залуженная петля элемента радиосхем должна устанавливаться в корпус-экран (поз.4). Корпу са-экраны элементов радиосхем в зависимости от конструкции и формы разбиты также на шесть модификаций (4а- 4е) и корпус-экран каждой модификации скомплектован в каждом луче корпуса 48 накопителя. В зависимости от программы системь 77 управления, которая определяет какая модификация корпуса-экрана требуется, при помощи привода 56 накопитель устанавливается на позицию подачи. При помощи привода 51 толкатель 50 подает в корпус экран элемента радиосхем вертикально
5
вверх, а при помощи толкателя 52 через систему рычагов 53 и при.вода 54 корпус-экран перемерается в горизонтальном направлении и фиксируется на подогревном столике 57. Время работы накопителя отражено на циклограмме по оси абсцисс (4а-4в) для трех циклов работы комплекса. В корпус-экран элемента радиосхем, установленный на подогревном столике, вводятся электрические кабели (поз.5). Электрические кабели имеют различную форму, размеры и также скомплектованы по модификациям (поз.5а-5е) и уложены в накопитель 60, который при помощи привода 65 и в зависимости от программы системы 77 управления, определяющей требуемый кабель, устанавливается в позицию подачи. Подача кабеля из накопителя вертикально осуществляется толкателем 62 при помощи привода 63. В горизонтальной плоскости кабель перемещается по транспортному лотку 70 и вводится в отверстие корпуса-экрана элемента радиосхем при помощи распределителя 66, которьй через зубчатую рейку 67 и зубчатое колесо 68 связан с приводом 69. Пайку электрического кабеля элемента радиосхем к корпусу-экрану осуществляет манипулятор пайки 72. После пайки одного кабеля распределитель 66 возвращается в исходное положение. При необходимости пайки следующих кабелей в корпус-экран подогревной столик, на котором зафиксирован корпус, через редуктор 58 (фиг.1) и привод 59 поворачивается на заданный угол, и процесс повторяется. На циклограм- ме по осям абсцисс (5а, 56, 5в) отображено время операция по установке корпуса-экрана и пайке кабелей трех циклов работы комплекса. Корпус с с припаянными электрическими кабелями распределителем 66 (фиг.З) перемещается, устанавливается и фиксируется на подогревном столике 41 (фиг. 3). На эту же позицию подается и устанавливается в корпус-экран деталь (пет0
5
0
0
5
ля элемента радиосхем транспортным манипулятором 74. По технологической схеме эта операция обозначена циф- рой 6. В зависимости от программы системы 77 управления петля устанавливается в определенный Для данной детали (петли) элемента радиосхем. Варианты установки показаны на фиг.4 (6а-6е). Для каждого варианта предус13
мотрен свой подогревной столик 41, каждый из которых расположен на корпусе 40, устанавливающемся в заданное положение при помощи привода 42. Пай- ку установленной в корпус-экран детали (петли) элемента радиосхем осуществляет манипулятор 73 пайки. Для удобства и качества пайки корпус 40 при помощи вилки 45 разворачивается от привода 46. Кроме того, дпя уста-, новки и пайки петли с обратной стороны подогревной столик 41 с зафиксированным корпусом-экраном элемента радиосхем откидывается на 180° при помощи привода 42. На циклограмме по осям абсцисс (6а, 66, 6в) обозначено время конечных операций трех циклов работы комплекса. Готовый элемент радиосхемы распределителем 66 посьшается через транспортный лоток 70 в бункер готовой продукции не показан ).
8
JQ1520ормула изобретения
Устройство для сборки элементов радиосхем, содержащее механизм подачи заготовок, механизм формовки элементов радиосхем с пуансонами, соединенными с приводом, отличающееся тем, что, с целью повьше- ния производительности, оно снабжено механизмом предварительного формооб- . разования, вьшолненным в виде штырей с Г-образньми щелевыми захватами, которые размещены в механизме подачи заготовок, и многопозиционным рото- ром, на котором расположены пуансоны механизма формовки и который расположен в плоскости, перпендикулярной плоскости размещения механизма подачи заготовок, причем привод пуансонов снабжен вилкой, а пуансоны снабжены флажками с пазами инаправляющими паль.- цами,при этом флажки установлены с возможностью взаимодействия с вчлкой.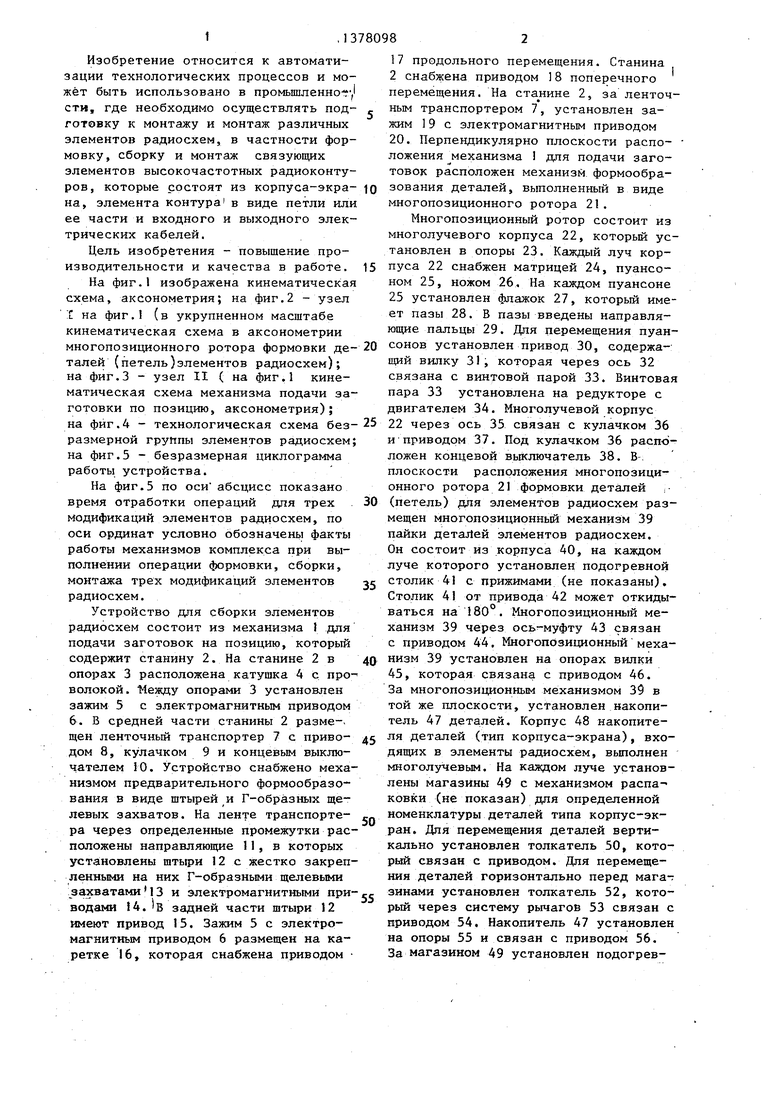
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2010720C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |
| Многопозиционный горизонтальный пресс для объемной штамповки | 1981 |
|
SU1031620A1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| МНОГОПОЗИЦИОННЫЙ МАГАЗИН-НАКОПИТЕЛЬ С ПОШТУЧНОЙ ВЫДАЧЕЙ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ (ИЭТ) | 2001 |
|
RU2199192C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2042512C1 |
| Устройство для подачи заготовок в пресс | 1984 |
|
SU1278249A1 |
Изобретение относится к автоматизации технологических процессов. Устройство для сборки элементов ра. диосхем (РС) содержит механизм (М) подачи заготовок, М предварительной формовки, М формовки элементов PC, многопозиционный ротор, на котором расположены пуансоны М формовки элементов PC и который размещен в плоскости, перпендикулярной плоскости размещения М подачи заготовок. Много- позиционньй ротор имеет многолучевой корпус 22, каждый луч которого имеет матрицу 24, пуансон 25, нож 26. На каждом пуансоне 25 установлен флажок 27 с пазами 28,, в которые входят направляющие пальцы 29 до установления определенного размера А между флажком 27 и вилкой 31 привода 30 перемещения пуансона 25. Зазор с размером А позволяет получить определенные размеры формовок элементов PC. Устройство имеет повышенную производительность и качественную работу. 5 ил. (Л
2;
71
55
1
М
US 52 S3,
(puf.j
Фиг, 3
Оггерация
t/cf7O Mi//TTejf6f/ozff
Mejfaw3Ma
См-ФШ-З
M.fM/f.Z
So s-v Jif нЛв
Jg вЛЛв
Sz aA/
J/e-Днв Jfi
ilTl
..900
Xj //////
Ю
Операций
C/SffO
ис/юл/ 1/ 77е/1б/ аго ffe af/u3/va
и a i($
4g I «г
4 e
(3&иг.5
| Линия для подготовки микросхем к монтажу | 1981 |
|
SU1023687A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
