1
Изобретение относится к области нанесения горячих покрытий, в частности к устройствам для нанесения покрытий на детали окунанием в расплав материала покрытия.
Известно устройство для нанесения покрытий, содержащее шпиндельную головку с упором, установленную на колонке и снабженную контейнером корзиночного типа, ванны лужения и флюсования, емкость с нейтрализующей жидкостью и блок управления lj.
Такая установка работает следующим образом.
При перемещении шпинделя вниз контейнер с офлюсованными деталями погружается в ванну с припоем. После обду- живания деталей контейнер поднимается, шпинделю сообщается вращательное движение для снятия излишков припоя. Затем контейнер раскрывается в емкости с нейтрализующей жидкостью, в которую и попадают детали, выброшенные центро бежной силой.
Одним из основных недостатков указанного устройства является невысокое качество обслуживания мелких деталей (наличие на их поверхности непокрытых участков, а также окислов и шлаковых включений).
Известно устройство для нанесения покрытий, содержащее ванны лужения и флюсования, емкость для нейтрализующе го раствора, шпиндельную головку с упо10ром, консольно установленную на колонке и снабженную перфорированным контейнером корзиночного типа, выполненного из несмачиваемого П1рипоем материала, и блок управления 2.
15
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
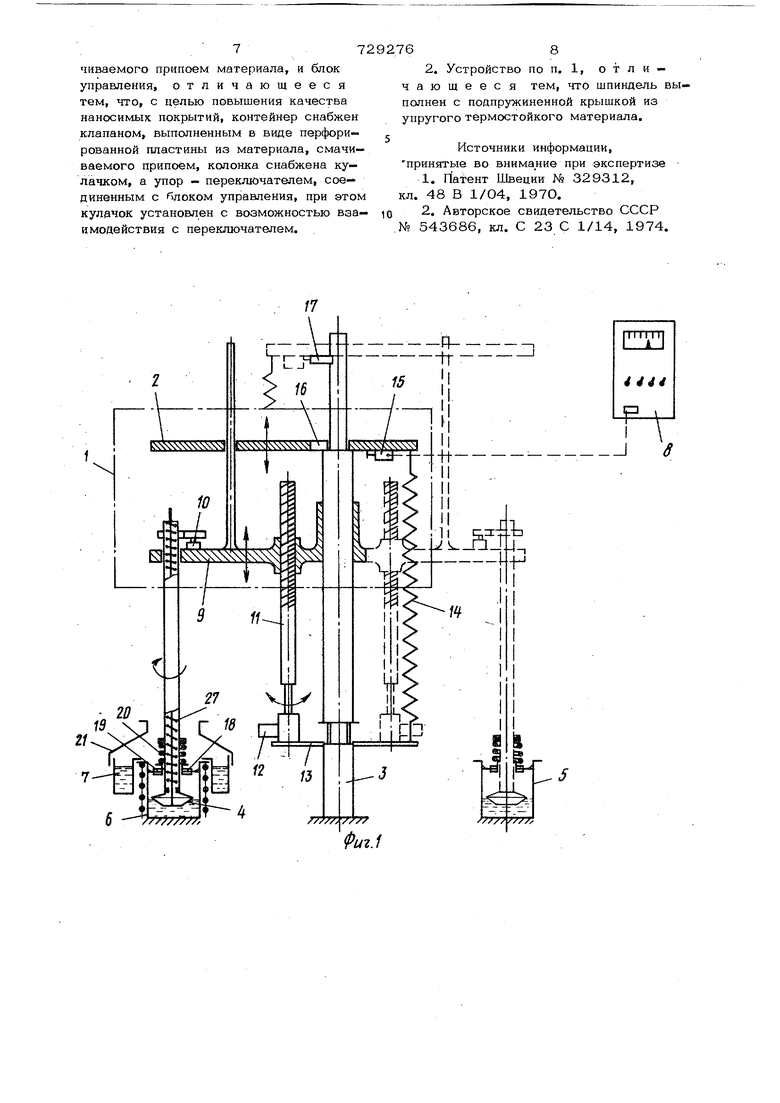
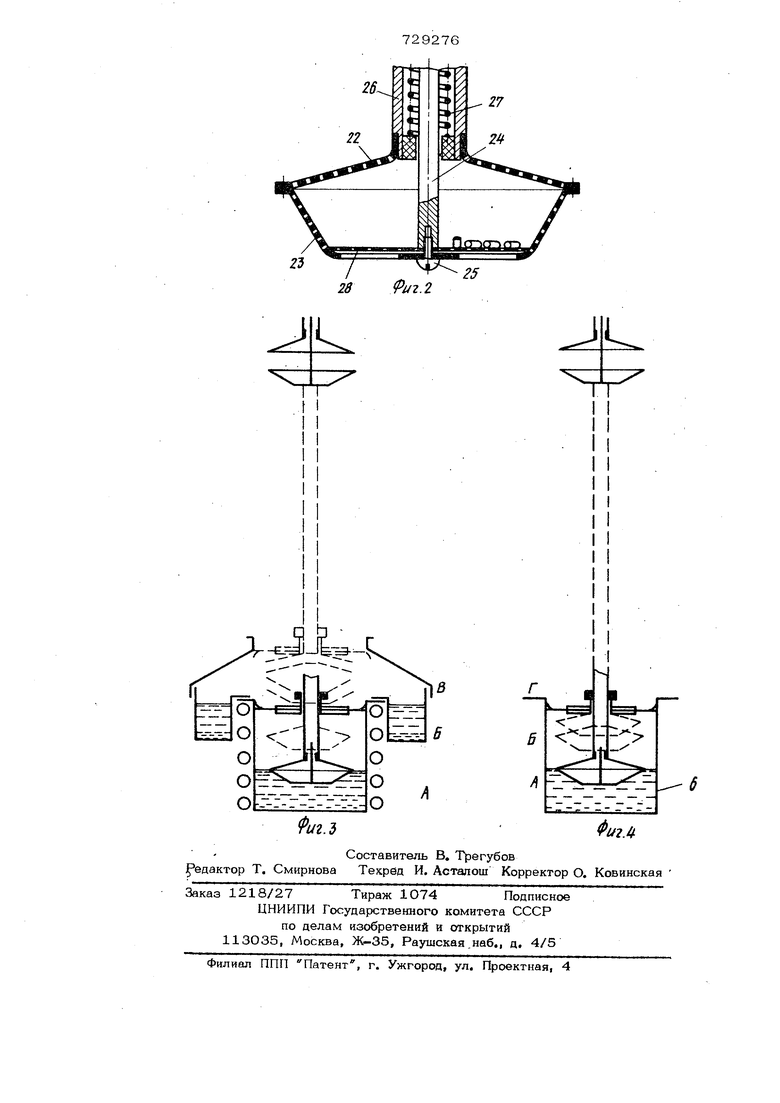
Однако использование известных устройств ограничено, поскольку конструк20ция контейнера сужает их технологические возможности. Стенки контейнера, изготовленные из несмачиваемого припоем материала, для быстрого заполнения его объема припоем при погружепии в ванну должны иметь OTBepcrviH или пазы, размеры и форма которых не могут быть больше размеров обрабатываемых деталей и в то же время меньше вполне определенной величины (4-5 мм), т. е. минимальные размеры обслуживаемых де талей ограничены размерами отверстий в стенках котейнера. Уменьшение диаметра этих отверстий сделало бы невозможным быстрое проникновение через них расплавленного припоя, так как при наличии несмачиваемых припоем стенок отверстий контейнера припой может проникать через них только под влиянием сил гидродинамического напора при отсутствии капиллярных сил. Изготавливать же контейнер целиком из смачиваемого припоем материала технически нецелесообразно, так как это неизбежно приведет к его интенсивной эрозии в расплавленном припое и, как следствие этого,, изменение химического состава последнего, охрупчиванию покрытия обслуживаемых деталей, ухудшению смачивающих свойств припоя, потребует частой замены контейнера и т. д. Кроме того, в указанных устройствах офлюсованные детали попадают в контейнер с излишним количеством флюса (осо бенно, если обрабатываются детали типа пустотелых заклепок, втулок, т, е, имею щие большие внутренние полости). Это вызывает неоправданный перерасход флюса, загрязнение окружающей среДы агрессивными парами, ухудшение условий труда, интенсивную коррозию деталей ус тановки, разбрызгивание припоя в ванне и выброс его частичек в емкость с нейтрализующей жидкостью, а также засорение облуженных деталей инородными телами. На поверхности деталей после облуживания появляются остатки флюса в виде трудно удаляемых шлаковых коро а также непокрытые участки, являющиеся источниками коррозии. Целью изобретения является повышен качества наносимых покрытий. Это достигается тем, что контейнер снабжен клапаном, выполненным в виде перфорированной пластины из материала, смачиваемого припоем, колонка снабжен кулачком, а упор - переключателем, сое диненным с блоком управления, при этом кулачок устаноЕУтен с возможностью вза имодействия с переклк)чате;тем. Кроме того, шпиндель может быть выполнен с подпружиненной крышкой из пругого термостойкого материала. На фиг. 1 дана принципиальная схема предлагаемого устройства; на фиг. 2 показан контейнер, разрез; на фиг. 3, 4 - схема работы контейнера. Устройство содержит шпиндельную гоовку 1 с упором 2, консольно установенную -на колонке 3 и снабженную раскрывающимся контейнером 4, ванну 5 луения и ванну 6 флюсования, емкость 7 с нейтрализующим раствором и блок управления 8. На консоли 9 шпиндельной головки 1 установлен привод 10 вращения контейнера 4. Консоль 9 имеет возможность вертикального перемещения по колонке 3 ходовым винтом 11 получающим вращение от привода 12, установленного на основании 13. На упоре 2, связанным с основанием 13 пружиной 14, установлен переключатель 15. Упор 2 имеет паз 16, сквозь который проходит кулачок 17, зафиксированный на колонке 3, Шпиндельная головка 1 снабжена крышкой 18 из термостойкой резины толщиной 1,5 мм, зажатой между двумя металлическими шайбами 19с пружиной 20. На емкости 7 с нейтрализующим раствором установлен отражатель 21. Перфорированный контейнер 4 выпачнен из материала, несмачиваемого низкотемпературным припоем (титан, нержавеющая сталь), и состоит из крышки 22 и та- .релки 23, установленной на валу 24 с помощью винта 25, имеющем возможность вертикального перемещения относительно трубки 26. Тарелка 23 прижата к крышке 22 пружиной 27. Большие отверстия в дне таредки закрыты клапаном 28, выполненным из смачиваемого припоем материала, имеющего отверстия меньше размеров обрабатываемых деталей (например, никелевая сетка с ячейкой 0,1 мм). Устройство работает следующим образом. В исходном положении контейнер 4 раскрыт и установлен над ванной 6 с флюсом. Обрабатываемые детали загружают внутрь контейнера 4 в тарелку 23, Включают привод 12, вращающий ходовой винт 11, который перемещает шпиндельную головку 1 вниз. В процессе перемещения упор 2 зависает на кулачке 17, который, взаимодействуя с переключателем 15, включает программу цикла флюсование (см, фиг. 1, пунктиром показа- 5729 но положение упора 2). В процессе пере мещения тарелка 23 под действием пружины 27 прижимается к крышке 22 В закрытом виде контейнер 4 опускается в ванну 6 с фпюсом, при этом эластич- ная крышка 18 вкодит внутрь ванны 6 под действием пружинЕл- 20 и зависает в ней, изолируя зону флюсования от окру жающей среды. Достигнув нижнего положения (см. по ложание А на фиг, 4), шпиндельная голо ха 1 останавливается; начинается медленное вращение контейнера 4 от привода Ю. Флюс, проникая через перфорацию в стенках, отверстия в дне и сквозь клапан 28, смачивает обрабатываемые детали. Через некоторое время по коман де с блока управления включают реверс двигателя привода 12 и шпиндельную головку -1 вместе с контейнером 4 поднимают. После отрыва дна тарелки 23 от зеркала флюса в ванне 6 включают быст рое вращение привода 1О (см. положение Б на фиг. 4). Происходит удаление излишков флюса с деталей через перфора- ции контейнера 4 под действием центробежных сил (скорость вращения ЗООО об/мин) При этом крышка 18 закрывает ванну б с фпюсом, исключая попадание капель в атмосферу. Продолжи тельность быстрого вращения 1-3 с. По окончании быстрого вращения (см. положение В на фиг. 3) контейнер 4, продолжая двигаться вверх, крышкой 22 захватывает крышку 18 и возвращается в исходное положение, при этом вал 24 упирается в упор 2, пружина 27 сжимается и контейнер 4 открывается. Кон тейнер 4 в это время находится над ванной 5. Переключатель 15 производит соответствующее переключение в блоке 8 Головка 1 перемещается вниз по колонке 3 вслед за консолью 9 под действием пружины 14. Кулачок 1,7 не препятствует этому, так как рй проходит в паз 16 на упоре 2. В результате этого перемещения упор 2 занимает положение показанное на фиг, 1 сплошной линией. Затем контейнер 4 закрывается под дей- ствием пружины 27. Консоль 9 продолжает двигаться вниз. Достигнув нижнего положения (см. положение А на фиг. 3), тарелка 23 погружается в припой ванны 5 и начинает медленно вращаться (1 - 1,5 об/с) от привода 1О. Припой, проникая через большие отверстия в дне тарелки 2.3 vi CKBO3F смачиваемый им клапан 28, обслуживает обрабатываемые детали. Упругая крышка 18 под действием пружины 20 входит внутрь ванны 5 и зависает в ней, изолируя во время обработки зону лужения от окружающей среды. Когда заканчивается выдержка обрабатываемых деталей в припое, включают реверс привода 12 и шпиндельная головка 1 начинает подниматься. После отрыва дна тарелки 23 от зеркала припоя привод 1О переключают на быстрое вращение и излишки припоя сбрасываются через перфорацию контейнера 4 и стекают вниз в ванну 5 (см. положение Б на фиг. 3). Крышка 18 препятствует выбросу капель припоя из ванны 5. При следующем подъеме контейнер 4 продолжает бысгро вращаться и, выйдя из ванны 5 с припоем, раскрывается (см. положение В на фиг. 3), так как вал 24, достигнув упора 2, перемещается с закрепленной на ней тарелкой 23 вниз, сжимая пружину 27. Обрабатываемые детали под действием центробежных сил покидают тарелку 23, ударяются в отражатель 21 и падают в емкость 7 с нейтрализующим раствором. Крышка 18 при этом перекрывает отверстие в отражателе 21, препятствуя случайному выбросу деталей вверх. При дальнейшем подъеме шпиндельной головки 1 консоль 9 упирается в упор 2 и поднимается вместе с ним в исходное положение, при этом быстрое вращение прекращается (см. положение Г на фиг. 3). В емкости 7 с нейтрализующим раствором установлен сетчатый бункер (не показан), в котором собираются облуженные детали. Устройство, обеспечивая высокое качество обработки мелких деталей, позволяет упростить операцию загрузки деталей в контейнер, улучшить условия труда обслуживающего персонала, так как зона обработки во время работы изолирована, и обеспечить минимальный выброс ядовитых паров флюса в атмосферу. Формула изобретения J . Устройство для нанесения покрытий, содержащее ранны лужения и флюсования, емкость для нейтрализующего раствора, шпиндельную головку с упором, консоль- но установленную на колонке и снабженную перфорированным контейнером корзиночного типа, выполненного из несма-
чиваемого припоем материала, и блок управления, отличающееся тем, что, с целью повышения качества наносимых покрытий, контейнер снабжен клапаном, выполненным в виде перфорированной пластины из материала, смачиваемого припоем, колонка снабжена кулачком, а упор - переключателем, соединенным с блоком управления, при этом кулачок установлен с возможностью взаимодействия с переключателем.
2. Устройство по п. 1, отличающееся тем, что шпиндель вполнен с подпружиненной крышкой из упругого термостойкого материала.
Источники информации, принятые во внимание при экспертизе
1. Патент Швеции № 329312, кл. 48 В 1/04, 1970. 10 2. Авторское свидетельство СССР .№ 543686, кл. С 23 С 1/14, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения | 1990 |
|
SU1743748A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1968 |
|
SU210603A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ В ВАННАХ | 1990 |
|
RU2011694C1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
| Установка для горячего лужения плоских ферромагнитных деталей | 1980 |
|
SU889737A1 |
| Устройство для горячего лужения деталей | 1983 |
|
SU1177384A1 |
| Автомат для горячего лужения деталей | 1966 |
|
SU461981A1 |
| Устройство для нанесения металлических покрытий | 1980 |
|
SU954499A1 |
| Автоматическое роторное устройство для лужения | 1978 |
|
SU703261A1 |
| Устройство для лужения выводов радиоэлементов | 1974 |
|
SU534042A1 |
тгпд
444Л
