Известны устройства для двухстороннего плоского шлифования деталей двумя шлифовальными кругами с пересекающимися осями вращения. Между кругами помещается кассета с обрабатываемыми деталями; ось вращения кассеты находится за периметром шлифовальных кругов.
Предлагаемое устройство отличается тем, что кассета выполнена в виде тонкого диска, натянутого на кассетодержатель, с центром вращения, расположенным внутри периметра алмазных кругов. Это устройство улучшило качество обрабатываемых поверхностей, а размеры алмазных кругов в нем уменьшены.
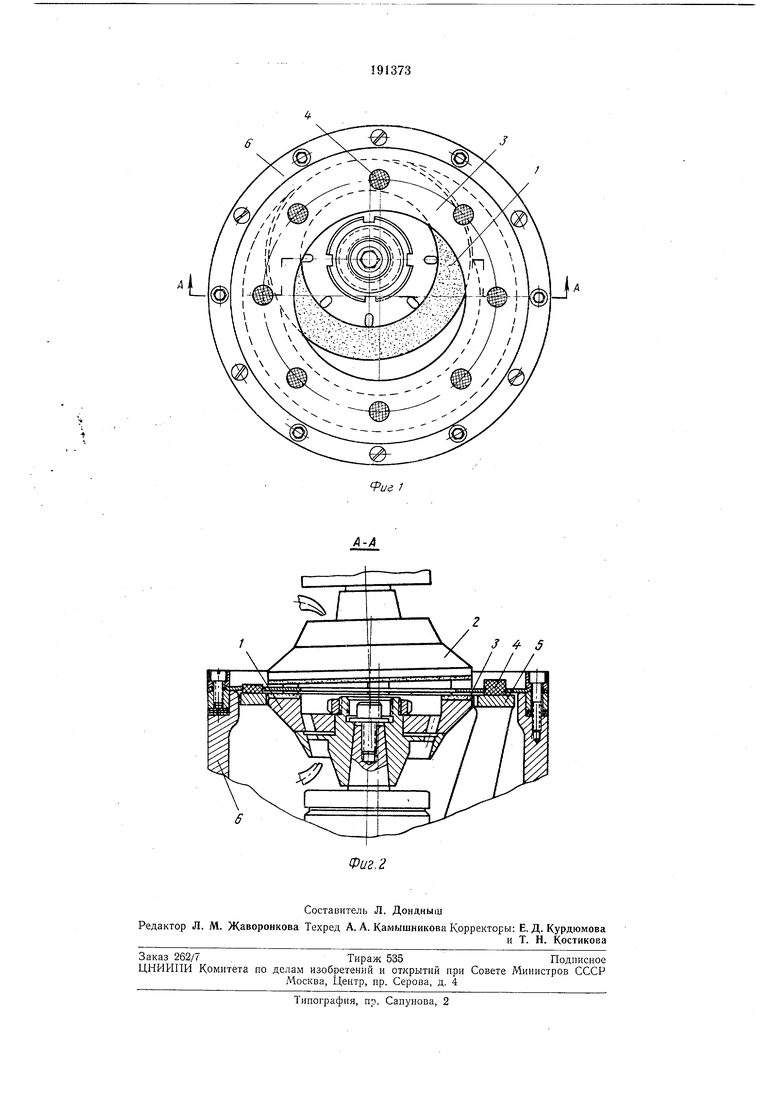
На фиг. 1 изображена рабочая зона описываемого устройства (вид сверху, верхний алмазный круг условно снят); «а фнг. 2 - разрез по А-А на фиг. 1.
Между алмазными кругами 1 н 2 расположена вращающаяся кассета 3 для перемещения деталей 4 по поддерживающей направятющей 5 в зону шлифования и для продольной подачи в зоне шлифования. Кассета натянута на кассетодержатель 6, который вращается от салшстоятельного привода.
Рабочая поверхность направляющей устанавливается заподлицо с торцом нижнего круга.
Для шлифования детали помещают в гнезда непрерывно вращающейся кассеты, которая перемещает их по поддерживающей направляющей и между торцами алмазных кругов,
вращающихся навстречу один другому. Оси вращения кругов пересекаются под таким углом, что расстояния между торцами кругов на входе в зону шлифования деталей и на выходе их из зоны шлифования отличаются на пеличину припуска. Алмазные круги и кассета взаимно расположены так, что ось (центр) вращения кассеты находится внутри периметра алмазных кругов.
Предмет изобретения
Устройство для плоской шлифовки тонких деталей одновременно с двух сторон торцам двух алмазных кругов с иересекающиМися осями вращения, между которыми располол ена вращающаяся кассета с обрабатываемыми деталями, отличающееся тем, что, с целью улучшения качества обрабатываемых поверхностей, а также уменьшения размеров алмазных кругов, кассета выполнена в виде тонкого диска, натянутого на кассетодержатель, с центром вращения, располол енным внутри периметра алмазных кругов.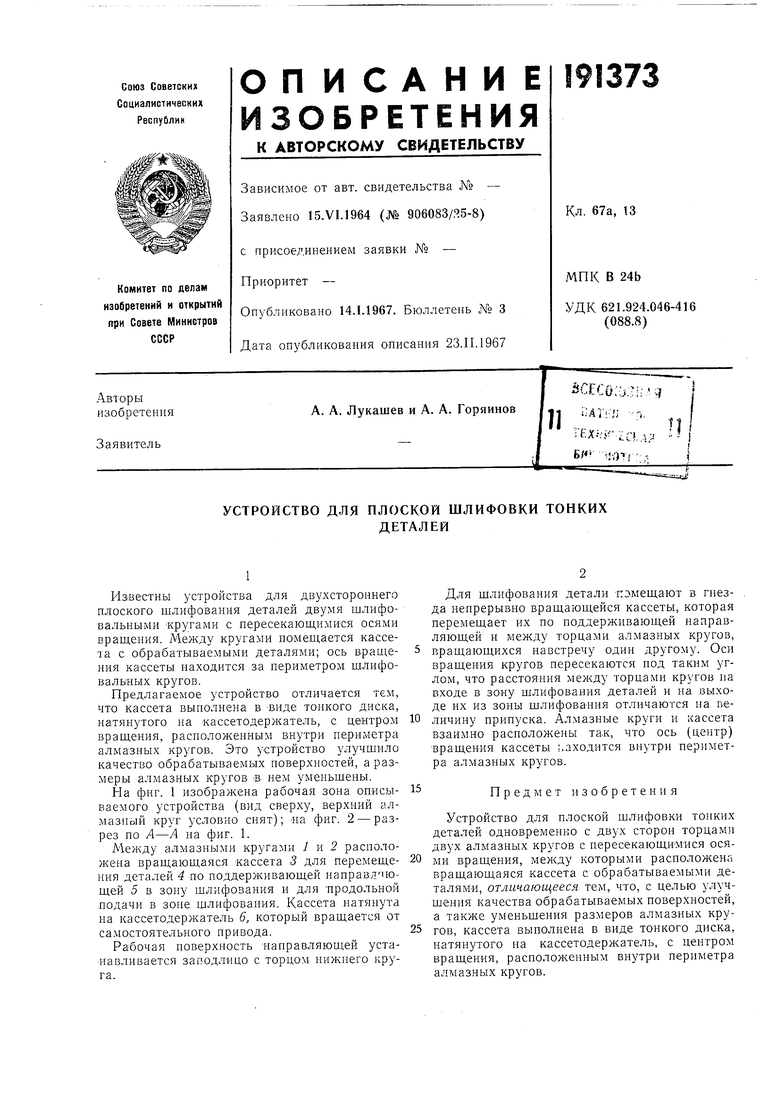
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки и станок для его осуществления | 1989 |
|
SU1701486A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ НА ШЛИФОВАЛЬНЫЙ КАМЕНЬ | 1970 |
|
SU270449A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |