Известен карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий с расположенными на непрерывно вращающемся столе загрузочными поворотными шпинделями с несколькими рабочими головками на станине станка.
Предлагаемый станок для обработки фасонных изделий, в частности щлифования фигурного стекла, отличается тем, что на неподвижном основании вращающегося стола концентрично его оси установлены разомкнутый колыдевой копир к зубчатый сегмент, а на хвостовиках загрузочных шпинделей закреплены соответственно взаимодействующие с ними поводки с копирными рол :ками и щестерни; на вращающемся-столе около каждого загрузочного щпинделя помещен упор вьшолненны 1 выдвижным посредством плоского кулачка, установленного на неподвижном основании стола на загрузочной позиции.
Такое конструктивное выполнение станка обеспечивает необходимое последователыюе изменение характера движения загрузочных шпинделей в соответствии с характером выполняемых на них в )гот период г чнологических операций и заданное
угловое положение изделий при их установке на загрузоч Ш1е шпиндели на загрузочной позиции.
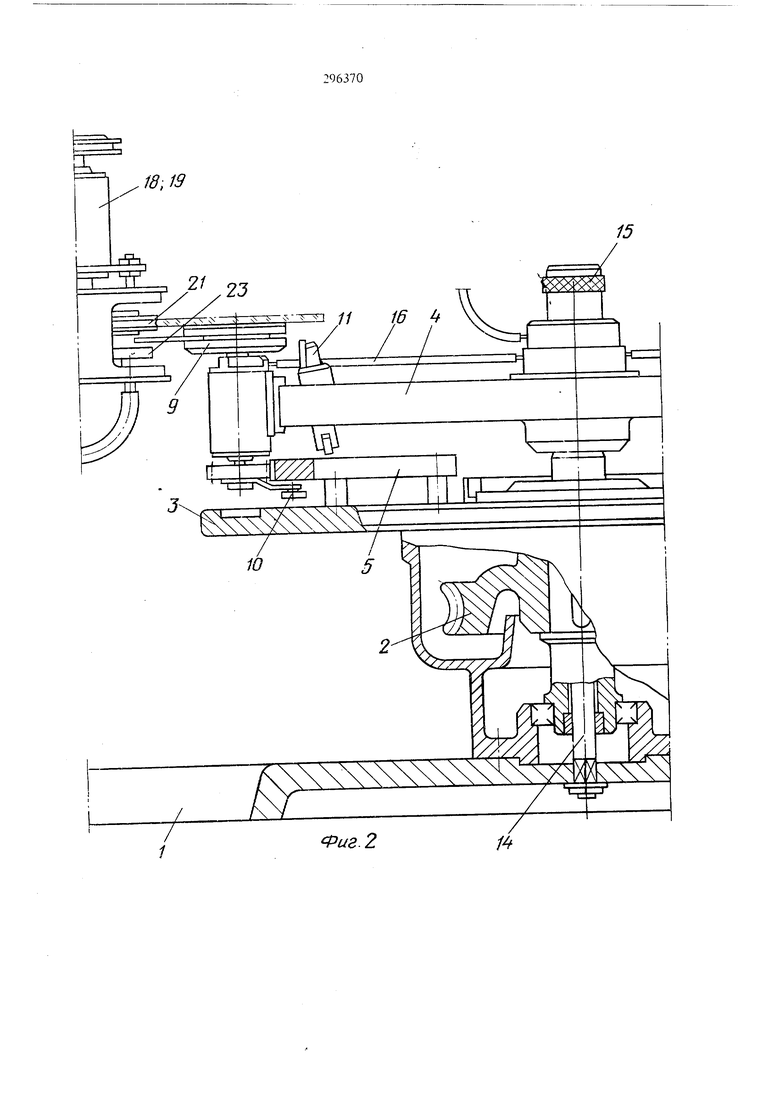
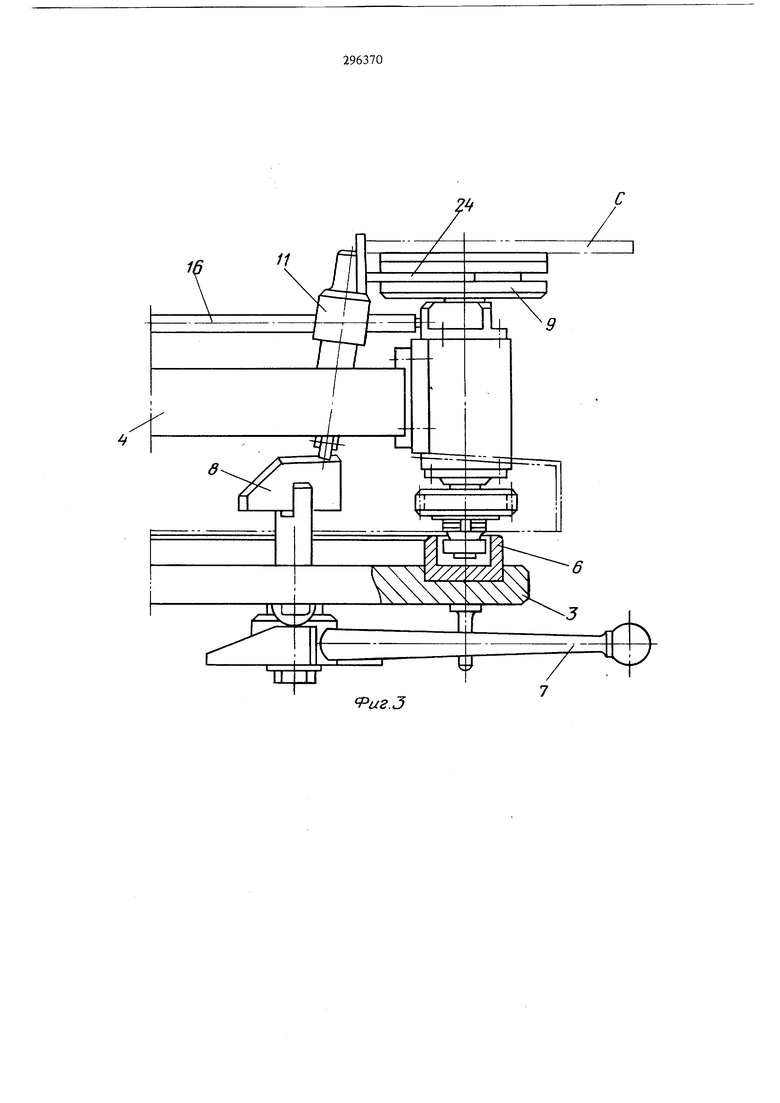
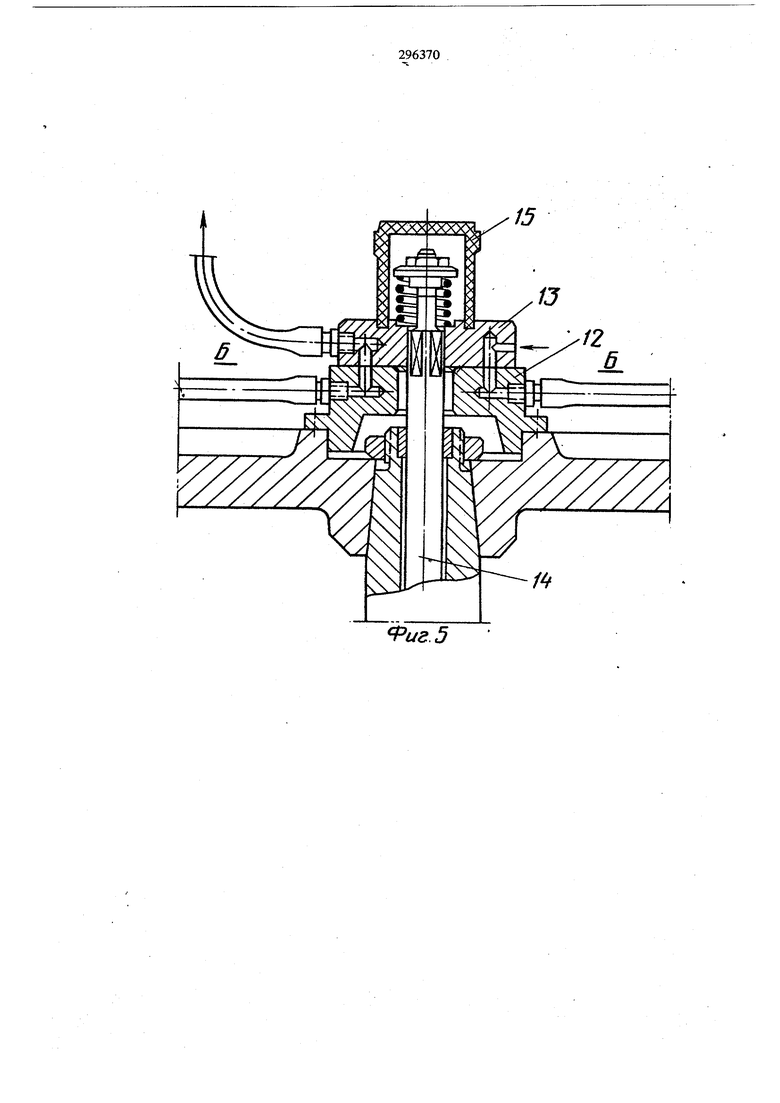
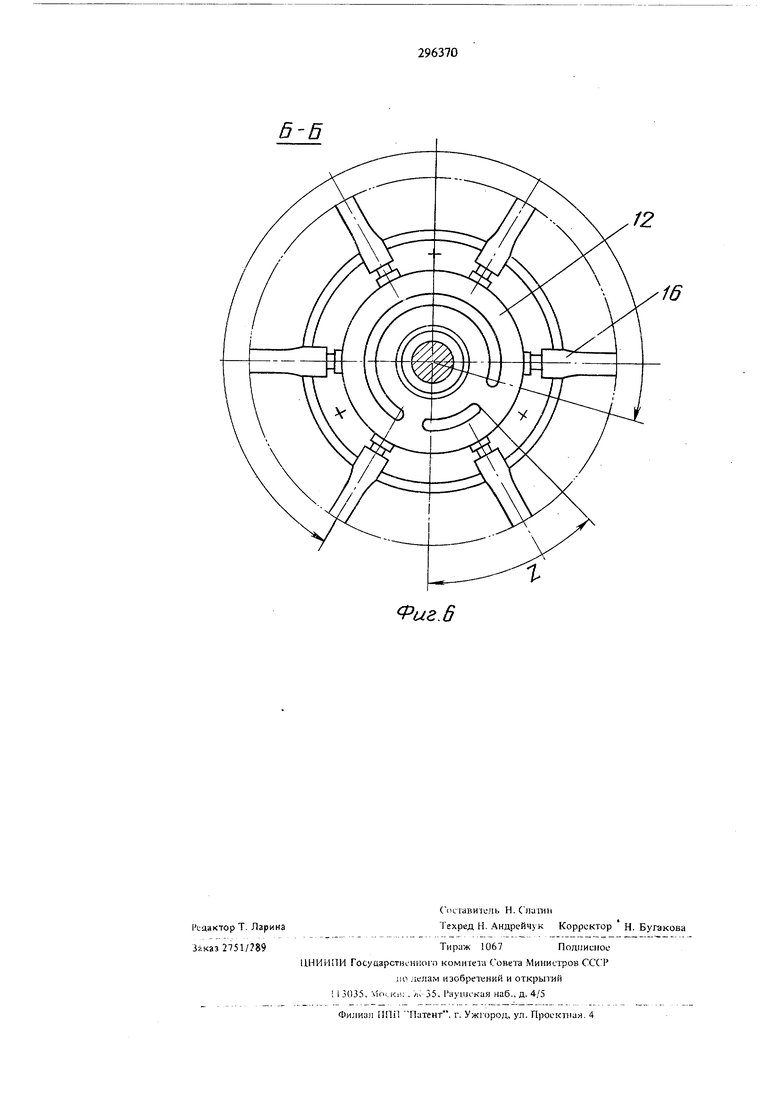
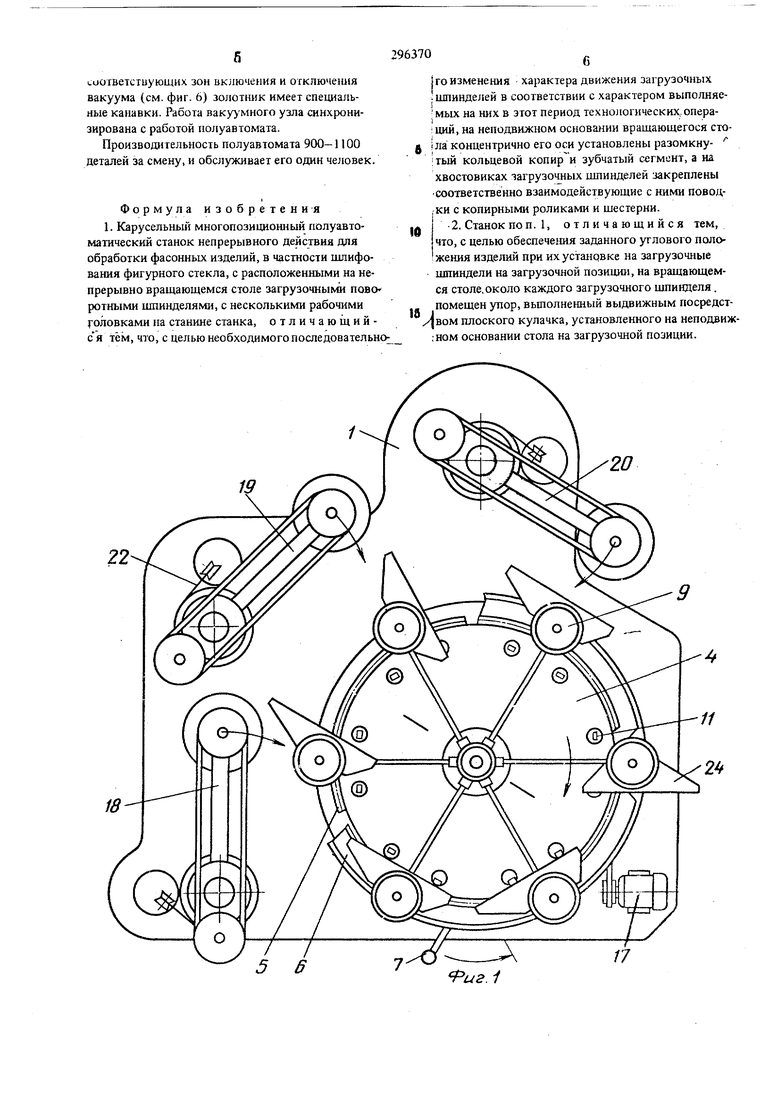
На фиг. 1 изображена схема пред 1агаемого станка, вид сверху; на фиг. 2 и 3 - Ви 1ущий механизм полуавтомата; на фиг. 4 - рабочие зоны полуавтомата; на фиг. 5 - узел вакуум-распределения по.чуавтомата; на фиг. 6 показаны зоны вакуум-распределения полуавтомата.
Станина 1 предлагаемого станка представляет собой монолитное основание, на котором располо0жены все узлы и механизмы полуавтомата.
Основным рабочим органом полуавтомата является ведущий механизм. Он состоит из червячного редуктора 2 с крышкой 3, являющейся неподвижным основанием вращающегося сгола 4.
5 На крыщке 3 концентрично оси вращающегося стола смонтированы зубчатый сегмент 5, разомкнутый кольцевой копир бис нижней ciopojibi - рукоятка 7 для подъема упорной планки 8 . На iia.iy червячного привода укреплен стол 4 с рад;.0ально расположенными поворотными загрузочными шпинделями 9, имеющими в верхней части вакуум-присосы ,хля закрепления .-le.wia . а на хвостовиках загрузочных шпиняeлe 9 - поводк;. с копирными роликами 10 и шестер;-:й, взаимодейств)пощие соответственно с кольцевым копиром 6 и зубчатым сегментом 5. Около каждого загрузочного шпинделя расположены даа наклонно установленных механизма ориентации 11 стекла. По центру стола смонтирован узел вакуум-распределения полуавтомата, состоящий из золотиика 12, диска 13, вертикальной неподвижно закрепленной оси 14 с прижимным устройством, защитного колпака 15 и соединительных вакуумных шлангов 16, соединяющих; золотник с вакуум-присосалш.
Стол 4 получает вращение от привода, именицего электродвигатель 17, ременную передачу и вонИ жающий редуктор.
Для осуществления многопозищонной непрерывяой обработки кромки стекла на ста1шне 1 размешены три поворотнь1 консоли 18,19 и 20, несущие ишифовальные (рабочие) геловкй алмазными кругами 21 разного профиля-для вьшойнения определенной операции. Так, для сошлифовйния неровностей (косины, гребешки и т.д.) на ,ррце контура детали1сруг 11рйфовадьнрй головки консоли 18 имеет плоскую рабочую поверхность, шлифовальной головки консоли 19 - образньй для затзшлекиякромки стекла« по свему периметру. Для многих деталей зтами двумя операциями и заканчивается процесс обработки кромки стекла.
Круг шлифовальной головки консолн; 20 предназначен для, обработки только одаой кромки под карандаш. Ассортимент таких деталей велнк - это серия повороток, ко-торые в настояшее время на стекЪльных заводах обрабатываются вручную. Поворот консолей в горизонтальйой | плоскости для создания рабочего усилия осуществляетея при помощи груза через блочную шсте.,,
Полуавтомат имеет следукицие рабочие зоны (см. фиг. 4): - зона установки н снятия стекла;.- - зона вращения загрузочных ишанделей зона сошлифовки иеровностей и ЗАтуппкш1я кромки стекла; t - зона обработки подкараидащ ; О - зона поворота ишинделей с вакуум- -., присосами в исходное положение в зоны вакуумраспредепекия (см. фиг. 6).
Работает полуавтомат следующим образом.
Aij 6oxa Y3jipB jHj iexjHH3Mpjj j3Ji g6p 6oTKe.
j OMKHjcj;8Kjta.
Включается станок и привод движения стола. При равномерном вращении стрла 4 вместе с ним АЭ ЛС/ГйД2/ узочные шпиндели 9 в вакуум-при-, eocdnii 110150ротные Консоли 18, 19 и 20 с шлифовальными головками находятся в рабочем положезйш. Алмазные круги 21 вращаются, и ддя их охлаждения подается вода. Включается вакуум., Для об бртки деталей типа повороток рукоятку 7 переводят в крайнее левое положение, вследствие зтого упорная планка 8 поднимается зажимаеТвёрхнее положение.
механизмы ориенгации 11, поочередно находя на упорную планку 8, поднимаются (см. фиг. 3). На вакуум-присос накладагеаатся необработанная заХотовка сте1ои, одн из ее сторон, требующая повышенного качества обработки, ориентируется по двум зпорам механизмов ориентации. Вакз м-присос загрузочного шпинделя 9, входя в зону включения вакуума, прочно закрепляет стекло. Механизмы ориентации 11, выходя из зоны оС , поочередно опускаются.
Копирный ролик 10 движется по кольцевому копиру 6, что исключает поворот загрузочного шпинделя. Загрузочный шпиндель 9 подходит к зубчатому сегменту 5, ролик выходит из кольцевого копира бив момент зацепления шестерни загрузоч|ного щшшделя 9 с зубчатым сегментом вакуум присос со стеклом начинает вращаться. Стекло С,; соприкасаясь с алмазным кругом 21 шлифовальной головки консоли 18, обрабатывается. Койирный ролик 23 KOHCoJra {8 и 19 в работе не 5 ч сгзу1бтГ;. После заверщения одного оборота йакуумгnjpHf са, т.е. полной обработки торца CTekflarB cyy tприсос, сделав еще один (холостой) оборот, подхойрт к алмазному кругу 21:1Ш1ифовальной головки дссии;,. соли 19, где производится двусторояее сйя и :фгогки по всему периметру стекла.
Выходя из зоны Ji , шестерня загрузочщ) деля 9 выходит из зацепления с зубчатьщ derMt Hxqiyi, ролик заходит в кольцевой копир Bpauiemje saipyзочного шпинделя с вакуум-присосом и о рабатываеjMbJEiii стеклом прекращается. Прдп9ДЧо; ео1в1р1а j к шлифовальной головке консол11 0 копирный р6лик 23 (поднятый на дтой консоли)упирается в.копир 24. Алл азный крут шлифовалЬнрй головки консоли 20 обрабатывает ориентированную кроМ; ку под карандаш. Загрузочный ашттщель хва куум-присосом и стеклом а зоне делает полу6б6|рот( йпри дальнейшем движений входит в зоныо( и . В этих зонах вакуум отключен, обработанное стек:. ло сииьщют врУшую и на место укладывают Hoieyio. заготовку.. . : . ,
Процессы загрузкп обработки мснятия стекда идут непрерывно,, ;
, При обработке деталей иного (т лёвийа ; |онные защитные стекла, овалы, трактор1Ше стёйлаЯ |й т.д.), где необходимо только затупление кромки Гстекла, вработе участвуют: консопи со шлифовальными головками. Третья консодь дится и удерживается и исходном по 1оженииспециальиой защелкой. Чтобы механизмы ориентации не мешали закреплеш ю деталей боль.Шйх размеров
рукоятку 7 переводят в правое дйложеш е.
/ .- ,. ei E26pT 3/зл а ваку М;)ас|1рёа л|Ния.:: -,
Во время вращения стола 4врлестес1шм врйщаёт, ся золотник П.соединенныйхи.тайгЫи 16сузламч. эакуум-П|эисосов загрузочных шпинделе } , Ьт линии 1 оД80дитсяк«неподвижному диску ГЗ.Иеподвижность последнего осуществляется при-пор 4ощи оси 14, закрепленной в станине 1 станка. Диск 13 прижат к эолотнику 1.2 рружиной. Дпя получений
1.оогветстиующих зон включения и откпючешш вакуума (см. фиг. 6) золотник имеет специальные канавки. Работа вакуумного узла синхронизирована с работой полуавтомата.
Производительность полуавтомата 900-1100 деталей за смену, и обслуживает его один человек.
Формула изобретения 1. Карусельньш многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий, в частности шлифования фигурного стекла, с расположенными на непрерывно вращающемся столе загрузочными ново ротными шпинделями, с несколькими рабочими j-оловками па станине станка, отличающийся тем, что, с целью необходимого последовательно;
I го изменения характера движения загрузочных шпинделей в соответствии с характером выполняе;мых на ш{х в этот период технологических, опера; ций, на неподвижном основании вращающегося стойла концентрично его оси установлены разомкну- i тый кольцевой копирки зубчатый сегмент, а на хвостовиках загрузочных щпинделей закреплены соответственно взаимодействующие с ними поводки с копирными роликами и шестерни.
2. Станок поп. 1, отличающийся тем, что, с целью обеспече1Шя заданного зтлового положения изделий при их установке на загрузочные шпиндели на загрузочной позиции, на вращающемся столе, около каждого загрузочного шпинделя. помешен упор, вьшолненный выдвижным посредстх вом плоского кулачка, установленного на неподвиж;ном основании стола на загрузочной позиции.
Фиг.2
иг.З
иг.
В-Б
12
Риг.6

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| КАРУСЕЛЬНЫЙ СТАНОК | 1973 |
|
SU368013A1 |
| Устройство для обработки кромок плоских стекол | 1982 |
|
SU1071404A1 |
| МНОГОШПИНДЕЛЬНЫЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2014173C1 |
| КАРУСЕЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ФАСОННБ1Х СТЕКЛОИЗДЕЛИЙ | 1973 |
|
SU361987A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| ПОЛУАВТОМАТ ДЛЯ ШЛИФОВАНИЯ СОПРЯЖЕНИЯ ПЕРА С ЗАМКОМ ЛОПАТОК ТУРБИН | 1966 |
|
SU215756A1 |
| Устройство для обработки кромок плоских стекол | 1974 |
|
SU500034A1 |