Изобретение относится к автоматической линии для сортировки и загрузки стеклянных трубок в стеклообрабатывающие машины, например, для формования ампул или запайки их.
В настоящее время транспортирование стеклянных трубок осуществляется цепными конвейерами с захватами, а сортировка - с помощью щупов.
Цель изобретения - обеспечить высокую производительность, уменьшить бой и брак стеклянных трубок, снизить трудоемкость.
Достигается это совокупным применением последовательно (по ходу технологического процесса) установленных: цепного конвейера с захватами для трубок, поворотного от храпового механизма барабанного питателя с пазами и зажимами для трубок и сортировочно-загрузочного устройства стеклоформующей или стеклообрабатывающей машины.
Кроме того, с целью механизации процесса сортировки и загрузки трубок, сортировочнозагрузочное устройство может быть выполнено со столом, несущим калибровочные щупы, с толкателем, кинематически связанным с электромагнито1М и с механической рукой, на оси которой может быть закреплен рычаг, взаимодействующий с электромагнитом.
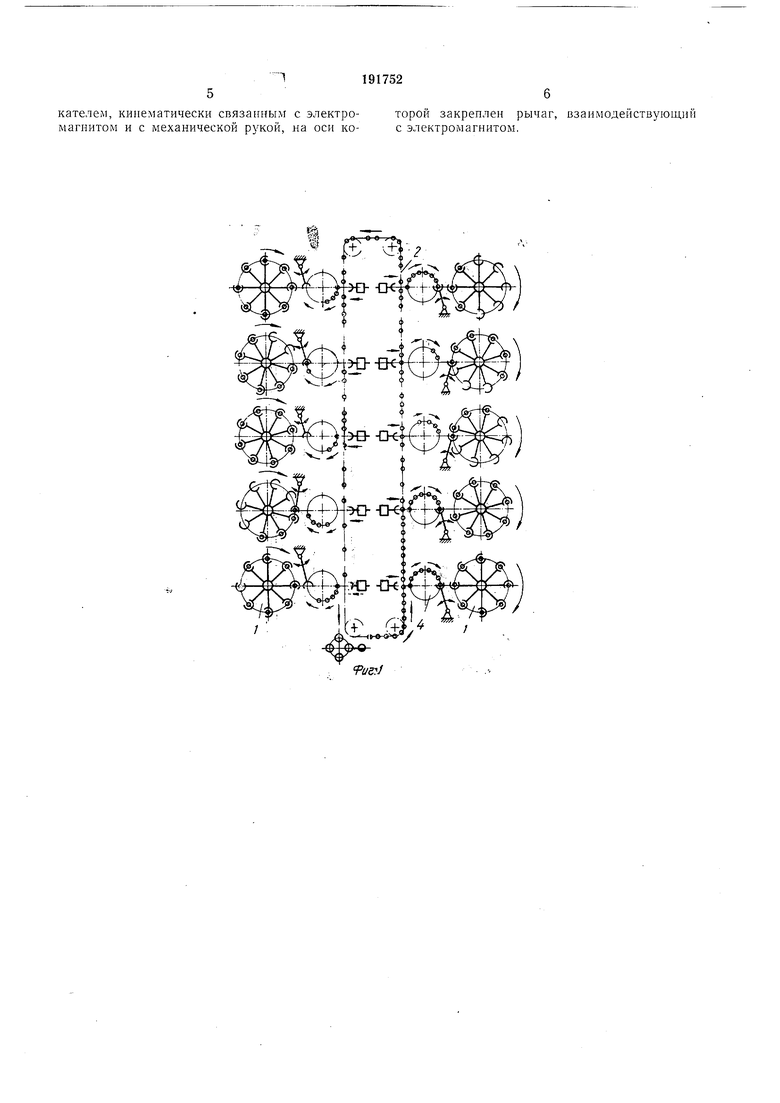
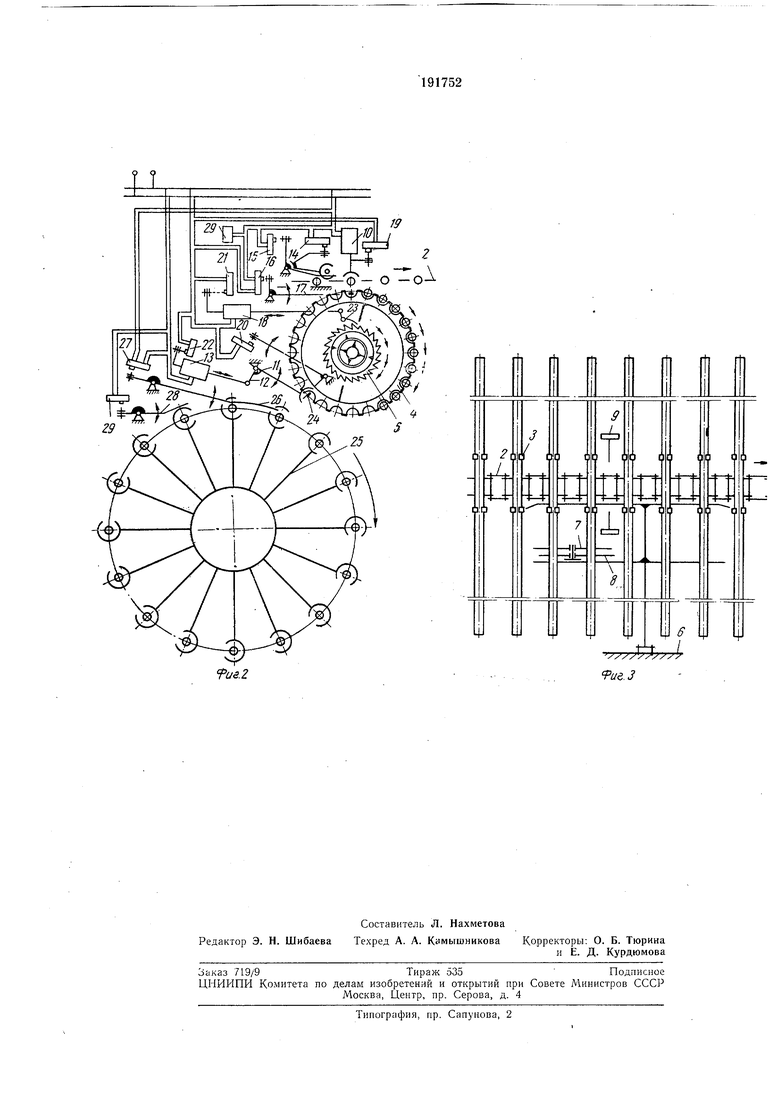
Два ряда стеклообрабатывающих машин 1 связываются цепным конвейером 2 с захватами 3 через барабанные питатели 4, поворотные от храпового механизма 5 и выполненные с пазами и зажимами для трубок. У каждой машины установлено сортировочнозагрузочное устройство, выполненное со столом 6, несущим калибровочные щупы 7 и 8, с толкателем 9, кинематически связанным с электромагнитом 10 Е с механической рукой П, на оси которой закреплен рычаг 12, взаимодействующий с электромагнитом 13.
После мойки стеклянные трубки поступают для загрузки на конвейер 2. Рабочий устанавливает их в -захваты конвейера, которые во время движения проходят через сортировочно-загрузочное устройство. Если диаметр трубки соответствует диаметру, на который настроены микропереключатели J4 и 15, сигнал через реле времени передается на электромагнит 10. В момент подхода стеклянной трубки к толкателю 9 срабатывает электромагнит 10, переталкивая ее из захвата конвейера в паз барабанного питателя. В цепь электромагнита 10 последовательно включен нормально открытый контакт микропереключателя 16, с которым взаимодействует рычаг . калибровочного щупа 17, последний сигнализирует о наличии стеклянной трубки на приемной позиции барабанного питателя. При отсутствии трубки рычаг калибровочного щупа замыкает контакты микропереключателя 16. В этом случае электромагнит 10 срабатывает при замыкании контактов микропереключателя 14, т. е. во время контроля и при совпадении размера диаметра стеклянпой трубки.
Если на приемной позиции барабапного питателя находится стеклянная трубка, то нормально открытые контакты микропереключателя 16 разомкнуты и цепь электромагнита 10 разорвана и, несмотря на то, что трубка соответствует настроенному микропереключателю 14, электромагнит 10 не сработает. Такая трубка пройдет мимо этого сортировочно-загрузочного устройства до еледующего, где также подвергнется проверке на совпадение с настроенным диаметром микропереключателя.
Электромагнит 18 механически связан с храповым механизмом барабанного питателя. В цепь электромагнита 1,8 последовательпо включены микропереключатели 19, 16, 20, 21, 22. Электромагнит 18 сраб-йтывает, когда контакты этих микропереключателей закрыты. В этот момент через собачку 2 электромагнит 18 действует на храповой механизм 5, заставляя барабанный питатель повернуться на один шаг.
Как только первая трубка пройдет путь от позиции загрузочного устройства до позиции выдачи па машину, от нее отклонится калибровочный ш,уп 24, который разорвет через микропереключатель 21 цепь электромагнита 18, блокируя его работу на некоторое время. После этого барабанный питатель примет из цепного конвейера епде одну трубку, и загрузка его на этом закончится.
Когда все стеклянные трубки на 16-ти нозициях машины выработались, барабанный питатель получает сигнал от стеклообрабатывающей машины. Начинается загрузка трубок в карусель 25 от срабатывания калибровочного щупа 26, который до этого удерживался на двух смежных трубках. Нормально открытые контакты микропереключателя 27 замыкаются и включается в работу электромагнит 13. Последний действует на рычаг 12, на захваты механической руки, заставляя ее перенести первую трубку из барабанного питателя на линию вращающейся карусели 25.
При освобождении гнезда барабанного питателя калибровочный щуп 24 замыкает контакты микропереключателя 20. Открытое гнездо карусели 25 принимает эту трубку, и она переходит из- пружинных захватов механической руки на свободную позицию машины. От действия очередного выступа машины на рычаг 28, а от него на микропереключатель 29 отключается электромагнит 13, и механическая рука возвращается на позицию барабанного питателя. При этом электромагпит 13 своим упором через микропереключатель 22 замыкает цепь электромагнита 18, который поворачивает на шаг барабанный питатель через храповой механизм.
Таким образом, цикл передачи стеклянных трубок из барабанного питателя 4 на стеклообрабатывающую машину повторяется до полной выгрузки всех 16-ти трубок. В этом случае электромагнит 10 заблокирован микропереключателем 27, на который воздействует в это время щуп 26. Блокировка снимается в момент отклонения щупа 26 под действием первой трубки, поступивщей на машину из барабанного питателя. Во время загрузки питателя блокировка электромагнита 10 не действует, так как щуп 26 удерживается на движущихся с машиной трубках до полной их выработки.
На сортировочно-загрузочном устройстве стеклянные трубки проверяются. Калибровочные щупы 7 и 5 взаимодействуют с движущимися трубками в цепном конвейере 2 и воздействуют на микропереключатели 14 и 15. Щуп 7, выполненный с лапкой, срабатывает при верхнем пределе группы диаметров. Щуп 8, выполненный с роликом, срабатывает при нижнем (меньшем) пределе этой группы. Взаимодействие лапки с трубками более д лительное, чем ролика, что гарантирует подачу сигнала на электромагнит 10 от мгновенного срабатывания открытого контакта микропереключателя 14.
Трубки с размерами, выходящими за верхний предел группы, размыкают нормально замкнутыеконтакты микропереключателя 15 несколько раньше, чем сработает па замыкание микропереключатель 14, и если замкнется цепь от микропереключателя 14, цепь будет разорвана раньше от микропереключателя 15, в результате чего электромагнит 10 не сработает. Только трубки с размерами, находящимися в пределах группы, замыкают нормально открытые контакты микропереключателя 14. При этом цепь электромагнита 10 замыкается и толкатель выталкивает из захватов цепного конвейера трубку в паз барабанного питателя.
Предмет изобретения,
1.Автоматическая линия для сортировки и загрузки стеклянных трубок в стеклообрабатывающие машины, например, для формования ампул или запайки их, отличающаяся тем, что, с целью повыщения производительности, снижения трздоемкости, уменьщения боя и брака стеклянных трубок, совокупно применены установленные последовательно (но ходу технологического процесса): цепной конвейер с захватами для трзбок, поворотный от храпового механизма барабанный , нитатель с пазами и зажимами для трубок и со.ртировочно-загрззочное устройство стеклоформующей или стеклообрабатывающей машины.
2.Автоматическая линия по п. I, отличающаяся тем, что, с целью механизации процесса сортировки и загрузки трубок, сортировочно-загрузочное устройство выполнено со столом, несущим калибровочные щупы, с тол9us i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки стеклянных трубок | 1984 |
|
SU1212630A1 |
| Установка для изготовления стеклоизделий | 1972 |
|
SU446475A1 |
| МАШИНА ДЛЯ РАЗДЕЛКИ РЫБЫ | 1970 |
|
SU285761A1 |
| Автомат для наклейки этикеток на батареи карманных фонарей | 1960 |
|
SU132278A1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ ГОРИЗОНТАЛЬНО-ЗАМКНУТ1ЬШ тьхйг ^f 4й ЦЕПНОЙ КОНВЕЙЕР ДЛЯ ДОСТАВКИ ИЗДЕЛИЙ К Р^БОЩМЕСТАМ | 1967 |
|
SU190261A1 |
| АВТОМАТ ДЛЯ ОТБРАКОВКИ И КАЛИБРОВКИ СТЕКЛЯННЫХ ТРУБОК | 1968 |
|
SU207407A1 |
| ЛИНИЯ для РАЗДЕЛКИ КРАБОВ НА КОНСЕРВЫ | 1973 |
|
SU368844A1 |
| Устройство для размерной сортировки деталей | 1984 |
|
SU1219172A1 |
| Устройство для обработки стеклянных трубок | 1985 |
|
SU1335537A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВАНИЯ ПРЕДМЕТОВ ПО ВЕСУ | 1926 |
|
SU7995A1 |