Известны распределительные горизонтально-замкнутые цепные конвейеры для доставки изделий к рабочим местам, имеющие следящую счетно-импульсную систему управления. На тяговых цепях их смонтированы каретки с площадками, которые несут коробки для укладки изделий.
Известны конвейеры, снабженные устройствами для автоматического удержания и сбрасывания коробок.
Особенностью описываемого конвейера является то, что его устройство для автоматического удержания и сбрасывания коробок выполнено в виде подпружиненной скобы, шарнирно укрепленной на площадке каретки. К скобе жестко прикреплена планка, удерживающая коробку. На каждой каретке смонтирован механизм захвата коробки с загрузочной площадки, выполненный в виде горизонтального рычага, который расположен под площадкой каретки и щарнирно соединен с ней. Свободный конец рычага связан серьгой с подпружиненной вертикальной тягой, сталкивающей коробку с изделиями с загрузочной площадки. Горизонтальный рычаг имеет выступ, утапливаемый под действием веса коробки с изделиями в отверстии днища площадки, и упор, взаимодействующий с механизмом фиксации этого рычага в крайнем нижнем положении.
В каждом месте разгрузки установлен электромагнит, якорь которого снабжен подпружиненным рычагом, нажимающим в момент разгрузки на планку устройства автоматического удержания коробок.
В каждом месте загрузки установлен электромагнит, якорь которого соединен с системой рычагов, взаимодействующей в момент загрузки с механизмом фиксации. Последний
выполнен в виде подпружиненного углового рычага, щарнирно укрепленного на площадке каретки. Загрузочные площадки, расположенные над площадками кареток конвейера, имеют наклонные направляющие, установленные в местах загрузки по обеим сторонам трассы конвейера.
Каждая коробка конвейера, несущая изделия, снабжена опорными двигателями, расположенными на ее боковых стенках, для установки на загрузочную площадку, а также пазом в днище, взаимодействующим с планкой устройства автоматического удержания и сбрасывания коробок. Такое выполнение конвейера обеспечивает
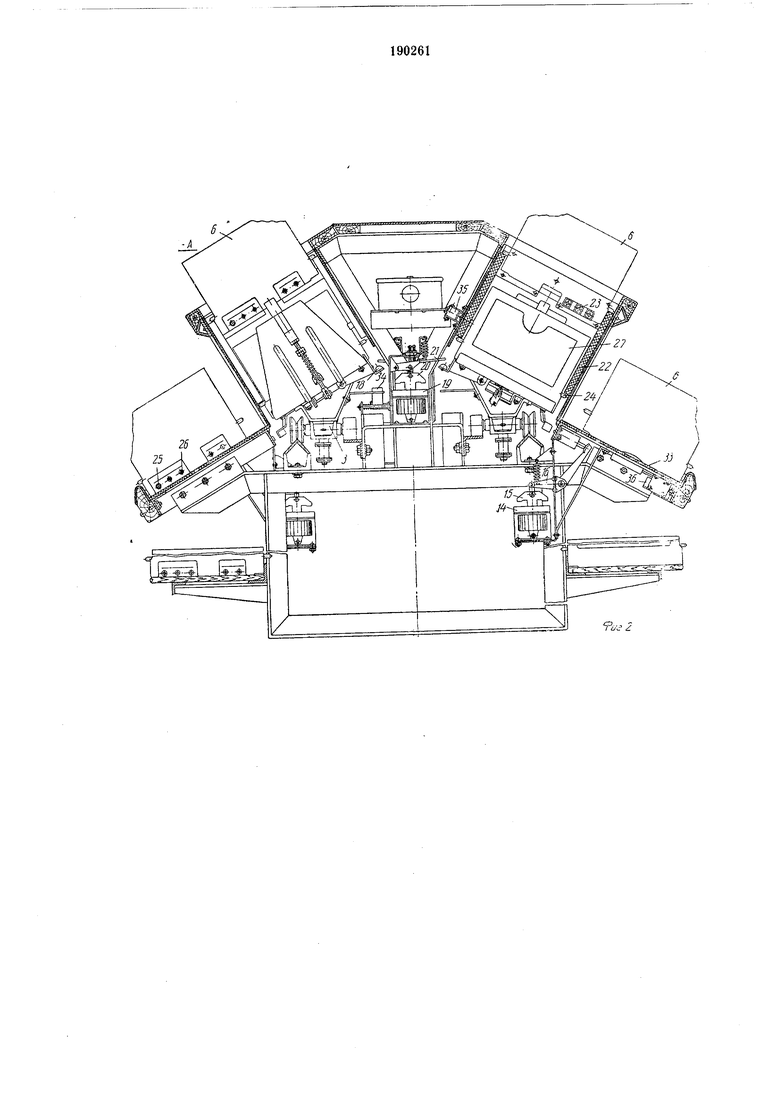
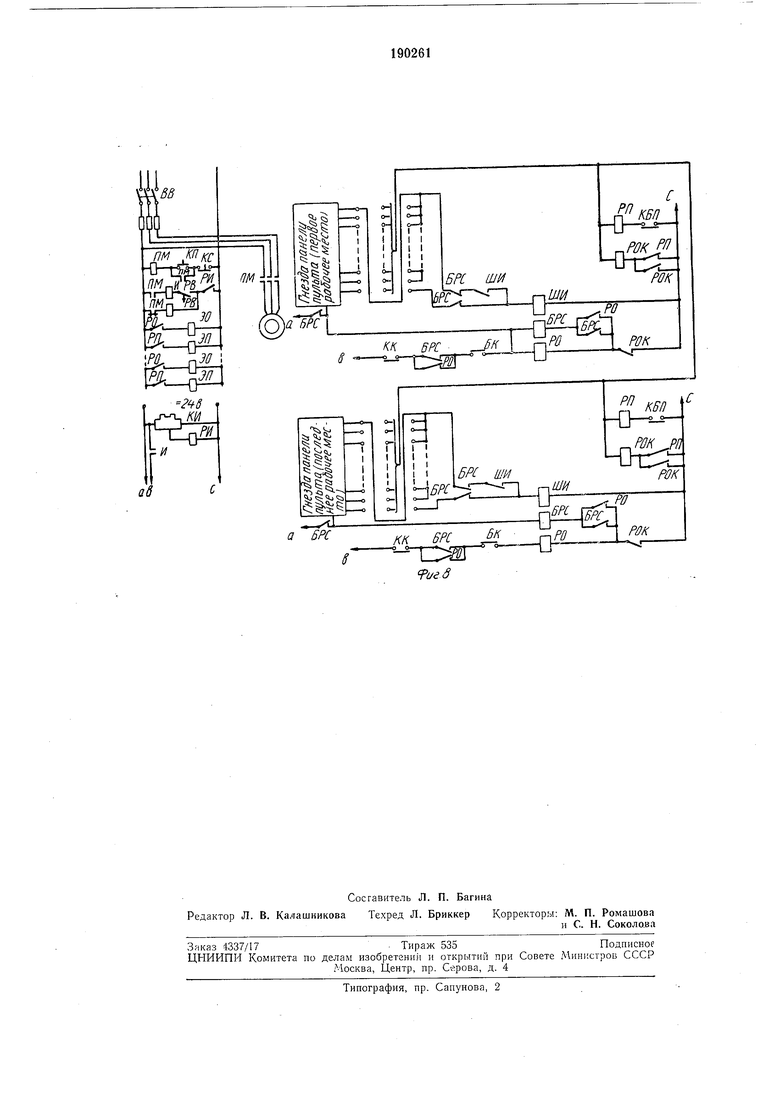
автоматическую загрузку коробок с изделиями на конвейер и выгрузку их с конвейера. На фиг. 1 изображен описываемый конвейер в двух проекциях; на фиг. 2 - разрез по Л--А на фиг. 1; на фиг. 3 - каретка конпо Б-Б на фиг. 3; на фиг. 5 - разрез по В-В на фиг. 3; па фиг. 6 - программный пульт управлепня конвейера; на фиг. 7 - панель программного пульта управления; па фиг. 8 - принципиальная электрическая схема управления конвейером и его питания.
Конвейер состоит из приводной станции 1, натяжной станции 2 и ходовой цепи 3, к которой прикреплены каретки 4 с площадками 5, несущими коробки 6 с изделиями. На каждой каретке имеется механизм захвата коробки с загрузочной площадки 7. Этот механизм имеет вид горизонтального рычага 8, расположенного под площадкой 5. Один конец рычага шарнирно соединен с нлощадкой, а другой серьгой 9 связан с подпружиненной вертикальной тягой JO. Рычаг 3 снабжен выступом П и унород 12 (см. фиг. 5), взаимодействующим с подпружиненным угловым рычагом 13, выполняющим роль механизма фиксации.
ja каждом месте загрузки установлен электромагнит 14 {см. фиг. 2), якорь которого 15 соединен с сис1емой рычагов 16. На площадках 5 шарнирмо укреплено устройство автоматического удержания и сбрасывания коробок с изделиями, которое состоит из подпружиненной скобы 17 н жестко прикрепленной к ней плапки 18. В каждом месте разгрузки установлен электромагнит 19, якорь 20 которого снабжен подпружипеппым рычагом 21.
Загрузочные площадки 7, расположенные пад площадками 5 кареток, содержат паклонные направляющие 22, установленные в местах загрузки коробок по обеим сторонам трассы конвейера. В торцовой части загрузочных площадок имеются контактные гнезда 23. На боковых стенках коробок конвейера предус.мотрены опорные держатели 24 и пазы в днище (на чертеже не изображены). В задней стенке коробки сделаны отверстия 25 для установки упора 26, а на передней ее стенке предусмотрен карман 27 для карты технологического маршрута.
Управляют конвейером с помощью следящей счетно-импульсной системы, центральный пульт управления которой состоит из панели 28 программного унравлепия (см. фиг. 6) и коммутационного щкафа 29. На панели 28 расположены коммутаторные рамки 30 (см. фиг. 7) с гнездами 31 для штенселей 32.
Конвейер работает следующим образом.
Коробки 6 с изделиями устанавливаются на загрузочную площадку 7 рабочим. Для перегрузки коробки с этой площадки на свободную площадку 5 каретки конвейера автоматически подается команда на включение электромагнита 14 устройства автоматической загрузки, якорь которого, втягиваясь, тянет за собой систему рычагов 16. Последняя нажимает на подпружиненный угловой рычаг 13 и выводит его из-под упора 12 горизоптальпого рычага 8. Последний освобождается и дает возможность подпружипепной вертикальной тяге W подняться. При этом выступ 11
оказывается выше плоскости площадки каретки.
Во время движепия площадки 5 тяга 10 упирается в степку коробки и сдвигает ее с загрузочной площадки по паклонным направляющим 22 на площадку 5, а планка 18 механизма автоматического удержания и сбрасывания ностепенно входит в наз коробки. При дальнейшем движении коробка конвейера полностью устанавливается на площадке 5, и выступ 11 утапливается в отверстии ее днища, при этом горизонтальный рычаг 8 занимает крайнее нижнее положепие. Подпружиненный угловой рычаг 13 заходит
под упор 12, фиксируя рычаг 8 в этом положении. Тяга 10 онускается, и площадка 5 во время последующего движепия не молсет брать коробки с загрузочных площадок 7. Для разгрузки коробки на приемную площадку 33 автоматически подается команда па включение электромагнита 19, якорь 20 которого, втягиваясь, тянет за собой нодпружиненный рычаг 21. Рычаг ударяет по плапке 18, и она опускается пиже плоскости площадки 5,
коробка освобождается и соскальзывает на свободную приемпую площадку 33. Электромагнит 19 обесточивается, рычаг 21 вместе с якорем 20 возвращается в исходное положепие. Следящая счетно-импульсная система управлепия конвейера действует следующим образом.
На панели программного пульта управления 28, вставляя штепсели 32 в гнезда 31 коммутаторных рамок 30, задают программу
движения коробок 6 конвейера но всем рабочим местам технологического маршрута. Затем включают вводный выключатель ВВ (см. фиг. 8). Для пуска конвейера нажимают кнонку КЛ. При этом включается пускатель ПМ,
подключающий к сети электродвигатель привода конвейера. Один блок-коитакт пускателя подготовляет цепь включепия пускателя импульсатора И, а другой - рвет цепь реле времени РВ, что приводит через 1,5-2 сек
к замыканию контакта РВ. Цепь включения нмпульсатора И подготовлена окончательно. На рабочем месте устанавливают упор 26 в отверстие 25 коробки, соответствующее движению по заданному маршруту. Коробка 6
конвейера устанавливается на загрузочную площадку 7, при этом упор 26 замыкает контакт БК в контактно.м гнезде 23, подготовляя цепь включения реле отправления РО. При прохождении площадки каретки через рабочее место срабатывает бесконтактный выключатель 34 (, который включает реле РИ. Контакт реле РИ включает пускатель импульсатора И, который своим контактом замыкает цепь реле РО.
Если площадка 5 каретки свободпа, то микропереключатель 35 (КК) не нажат и его контакт замкнут.
РО включается электромагнит 14 (ЭО) устройства автоматической загрузки, который через систему рычагов 16 воздействует па подпружиненный угловой рычаг 13, освобождая при этом механизм захвата. Коробка с изделиями захватывается и опускается на площадку каретки.
Реле БРС, включившись, становится на самопитание и подает напряжение через замкнутые штепселями 32 коммутаторные гнезда 31 на соответствуюн ие ламели шагового искателя ШИ. Одновременно реле БРС включает электромагнит шагового искателя ШИ. Ротор шагового искателя ШИ делает первый шаг и переводит пштки на нулевую ламель. Одновременно реле БРС подготовляет цепь самохода шагового искателя и рвет цепь ложного включения системы во время сопровождения коробки с изделиями.
После того как площадка каретки пройдет через бесконтактный выключатель 34 (КИ), отключается реле РИ и пускатель И, импульс прекращается, и реле РО также отключается. Реле БРС остается включенным. Так как коробка с изделиями отправлена с первого на последнее рабочее место, то число шагов шагового искателя ШИ будет равно п-}-1 (где п - число рабочих мест).
Если на последнем рабочем месте приемная плои1,адка 33 свободна, то микропереключатель 55 (КБП) не нажат, и на этом рабо.чем месте включается реле получения РП. Реле РП включает электромагнит 19 устройства автоматической разгрузки, и коробка с изделиями соскальзывает на площадку 33 рабочего места. Одновременно реле РП включает реле освобождения капала РОК на первом рабочем месте (месте загрузки). Реле РОК становится на самопитание, отключает реле РП на последнем рабочем месте и реле БРС иа первом. Реле БРС, отключившись, нормально замкнутым контактом нодключает шаговый искатель ШИ па самоход через свой прерывающийся контакт. Шаговый искатель ШИ возвращается в исходное положение. Первое рабочее место готово к отправлению следуюн1,ей коробки с изделиями.
Если плопшдка 33 на последнем рабочем месте занята, то лгикропереключатель 36 (КБП) пажат, реле РП не включается и сброса коробки с изделиями не происходит. Коробка проходит на следующее место той же технологической операции или, сделав полный оборот по конвейеру, попадает па это же рабочее место. Пока коробка с изделиями не будет принята на последнем рабочем месте, следующая коробка не уйдет с загрузочной площадки первого рабочего места.
Упор 26 устанавливается в отверстия 25 коробки с изделиями только на месте запуска и только при одновременном многоассортимеитпом пошиве, чтобы задать маршрут движения коробки с изделиями, соответствующей обработке изделия. На остальных местах рабочий по окончании обработки всех изделий
в коробке только устанавливает коробку 6 на загрузочную плошадку 7, не производя перестановки упора 26.
При обработке иа коивейерс одного ассортимента унор 26 в коробке 6 иаходится постоянно, и иа запуске перестановки его ие производится. Упор в этом случае при установке коробки с изделиями иа загрузочную площадку 7 замыкает контакт БК в контактном гнезде 23 для подготовки включения реле РО.
На случай исчезновения папряжепня питания для запоминания адреса движущихся коробок предусмотрено буферное включение
аккумуляторной батареи.
Предмет изобретения
1.Распределительный горичонтальио-зялгкнутый цепной конвейер для доставки
к рабочим местам, снабженный ГЧРТно-имиульсиой системой управления, иа тяговых цепях которого смоитирояаны каретки с площадками, несущими копобки лля л-клатки изделий, и снабженными устройствами для автоматического удеожання и сбпасыр.ятия коробок, отличающийся тем, что. с н.елью автоматической загрузки коробок на коирейеп н разгрузки их с конвейера, устройство лля явтоматического удержаиия и сбрасывания оробок выполнено в виде шарнирно укрепленной на плоп1адке каретки подпружиненной скобы с жестко прикрепленной к ней планкой, удерживающей коробку, а на каждой каретке
смонтироваи механизм захвата коробки с загрузочной плоп1адки, выполненный в внде горизонтального рычага, расположенного пот плои1адкой каретки и щарнирио соединенного с ней, свободный конец которого связан
посредством серьги с поднружинетпюй вертикальной тягой, сталкиваюитей коробку с изделиями с загрузочной площадки, прпчем горизонтальный рычаг имеет выступ, утапливаемый в отверстии днип1:а плопиадкн, и упор.
взаимодействующий с механизмом фиксации горизонтальиого рычага в крайнем иижнем положении.
2.Коипейер по п. I. отличающийся телг, что в каждом месте разгрузки устаиовлен электромагнит, якорь которого снабжен подпружиненным рычагом, взаимодействуюи.и1М в момент разгрузки с планкой устройства автоматического удержания коробок, а в каждом месте загрузки установлен электромагнит,
якорь которого соединен с системой рычагов, взаимодействующей в момент загрузки с механизмом фиксации, выполнениы1 1 в виде подпружиненного углового рычага, шарнирно укрепленного на площадке каретки.
3. Конвейер по п. 1, отличающийся тем, что загрузочные площадки, расположенпые иад плоп1адками кареток конвейера, снабжены наклонными направляющими, установленны4. Конвейер по пп. I-3, отличающийся тем, что каждая коробка конвейера, несущая изделия, снабжена опорными держателями, расположенными на боковых стенках коробки
для установки ее на загрузочную площадку, а также имеет паз в днище, взаимодействующий с планкой устройства автоматического удержания и сбрасывания коробок.


| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| Устройство для загрузки тележечного конвейера | 1976 |
|
SU659479A1 |
| КОНВЕЙЕР ДЛЯ ДОСТАВКИ ИЗДЕЛИЙ К РАБОЧИМ МЕСТАМ | 1971 |
|
SU306066A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК КОРОБОК В ЯЩИК | 1965 |
|
SU169444A1 |
| Распределительный горизонтально-замкнутый цепной конвейер для доставки изделий к рабочим местам | 1974 |
|
SU546540A1 |
| Устройство для программного управления перемещением объекта | 1981 |
|
SU957170A1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ ВЕРТИКАЛЬНО-ЗАМКНУТЫЙ | 1969 |
|
SU234223A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| УСТРОЙСТВО для ПРОГРАММНОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ КРАСИЛЬНОГО | 1967 |
|
SU190460A1 |
| Распределительный конвейер | 1962 |
|
SU151962A1 |


/22 П
yje/ г
§;s
III
ill
K
-.
l
a SPC
РП
КВП
П АД//
Khgi:
ршГ
ШИ
n Z±I-g
ШИ
РО
ВРС
РИ
РОК
к
ВРС
-о
if
РП
уi.0-
Чз
/Y5К
