Известны мпогоместкые прессформы для изготовления кольцевых резиновых изделий, включающие монтажные плиты с базовыми штырями-фиксаторами, гнездами для монтажа пуансонов и матриц с конусами или цилиндрами и с соответствующими направляющими отверстиями. Матрицы жестко связаны с нижней монтажной плитой, а пуансон и матрица выполнены за одно целое с изнашивающимися конусами или цилиндрами, что приводит к снижению качества изделий и не обеспечивает экономии металла.
Предлагаемая прессформа отличается тем, что пуансоны с матрицами выполнены подвижными со сквозными отверстиями для съемных стержневых фиксаторов и с проточками на хвостовиках для съемных стопорных колец, удерживающих пуансоны и матрицы от выпадания из гнезд монтажных плит.
Выполнение прессформы таким образом повышает качество изделий и экономию металла за счет применения сменных деталей центрирования матриц и пуансонов.
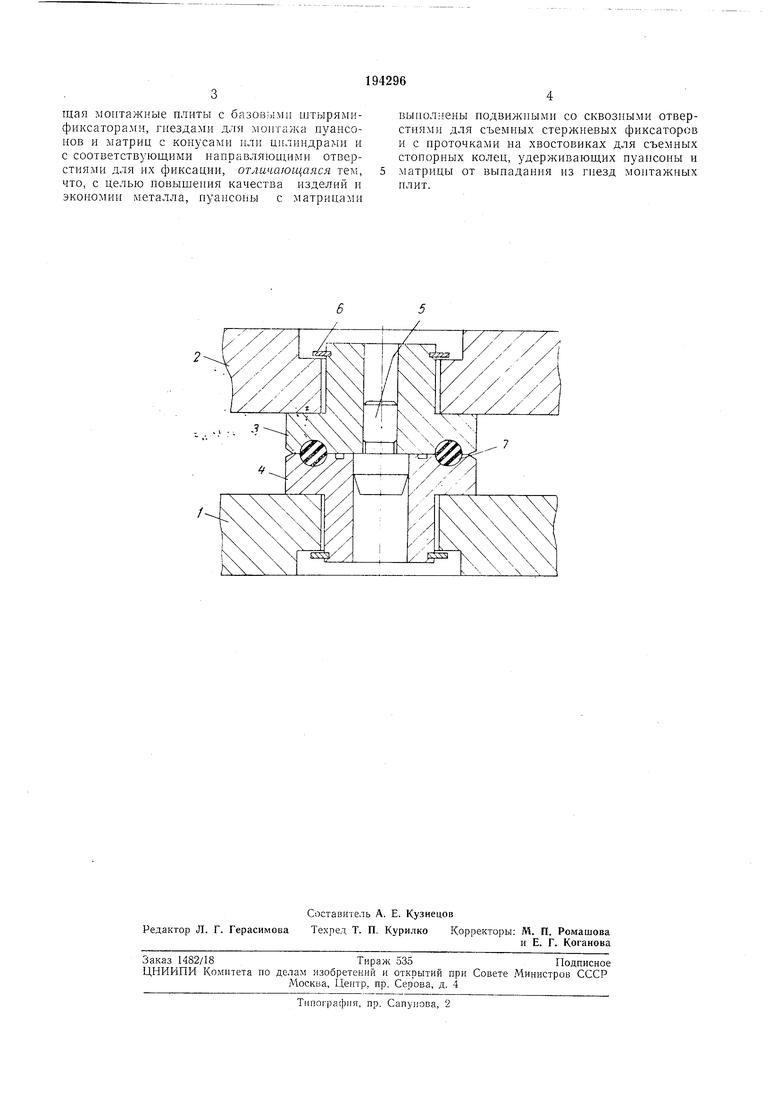
На чертеже показан в разрезе одии из комплектов сменных деталей с монтажными плитами.
пуаисонов 3 и матриц 4. Пуансоны с матрицами выполнены подвижными со сквозными отверстиями для съемных стержневых фиксаторов 5 точного их центрирования и с проточками на хвостовиках для съемных стопорных колец 6, удерживающих пуансоны и матрицы от выпадания из гнезд монтажных плит.
Монтажные Пититы после укладки заготовок 7 в кольцевые выточки матриц соединяют базовыми штырями-фиксаторами, производят нредварительное центрирование частей прессформы, которую затем устанавливают под пресс, и с помощью стержневых фиксаторов и под действием прессового усилия происходит
смыкание и независимое самоцентрирование матриц и пуансонов. Неточность расположения последних компенсируют их перемещением в радиальных зазорах, образуемых поверхностями гнезд монтажных плит, пуансонов и
матриц. После завершения нроцесса формования и вулканизации заготовок, прессформу выгружают, монтажные плиты с пуансонами и матрицами размыкают, извлекают готовые изделия, прессформу загружают следуюшей нартией заготовок и затем цикл работы по изготовлению изделий повторяют.
щая монтажные плиты с базовыми штырямификсаторами, гнездами для моиталча пуансоиов и матриц с конусами или цилиндрами и с соответствующими направляющими отверстиями для их фиксации, отличающаяся тем, что, с целью цовыщения качества изделий и экономии металла, нуансоны с матрицами
выиолнены нодБижными со сквозными отверстиями для съемных стержневых фиксаторов и с нроточками на хвостовиках для съемных стопорных колец, удерживающих нуансоиы и матрицы от вынадания из гнезд монтажных нлит.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГКАШ БИБЛИОТЕКА 1 | 1972 |
|
SU329028A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| АВТОМАТ СОВМЕЩЕННОЙ ВЫРУБКИ | 1992 |
|
RU2025174C1 |
| Съемное устройство к штампу | 1987 |
|
SU1496884A1 |
| ЯАТЕНТИО- .. i "^ ТБХНИЧЕСК^УЯ ^^БИБЛИОТЕКА | 1969 |
|
SU254330A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |