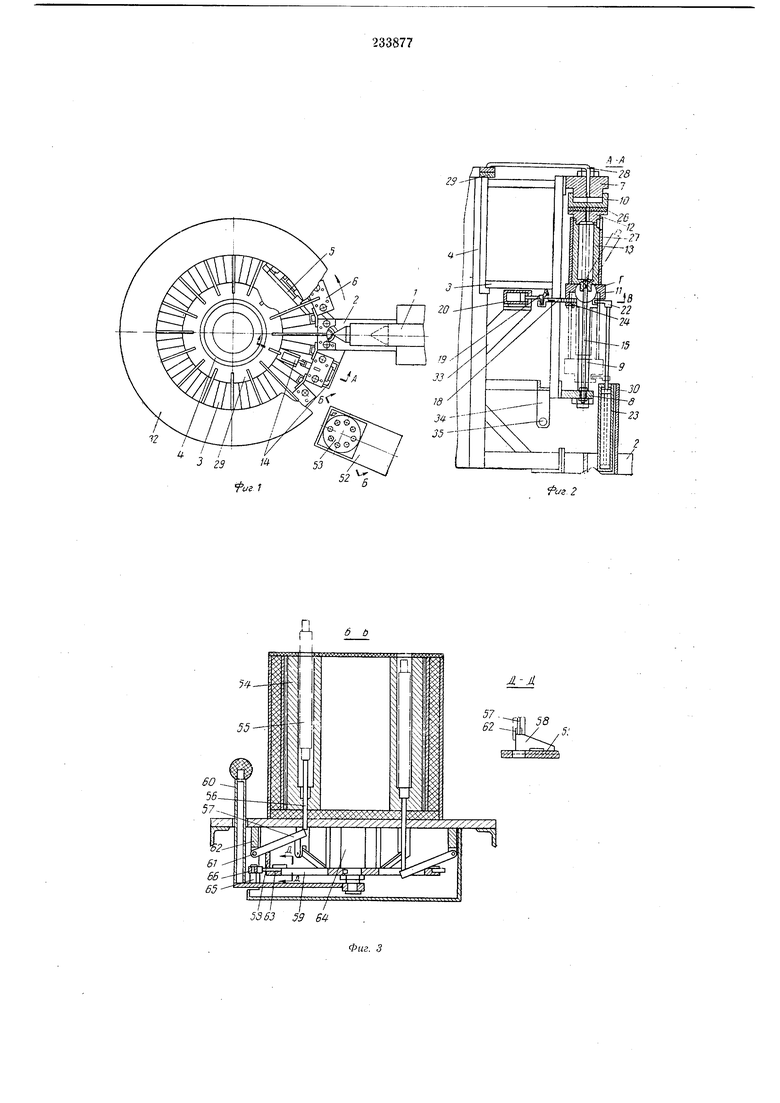
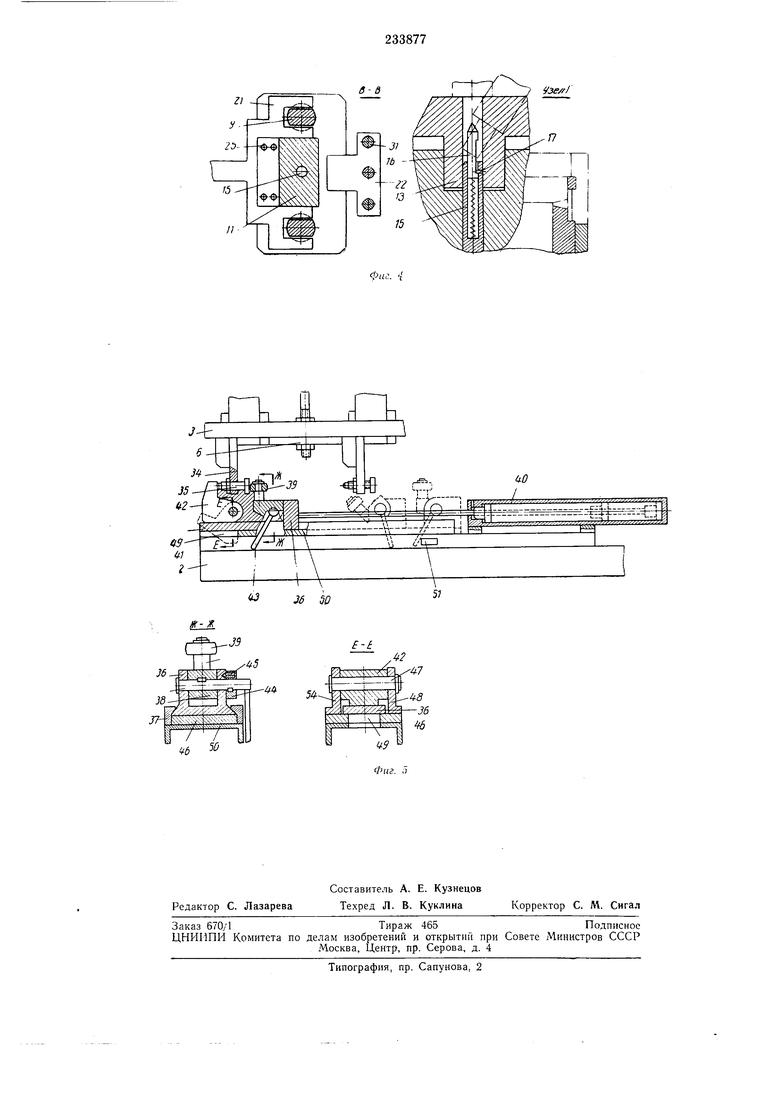
Известны литьевые агрегаты для изготовления полимерных формовых изделий, например для литья под давлением и вулканизации резиновых изделий, включающие литьевой пресс и смонтированный на рамах кольцевой стол, поворотный на цилиндрической опоре с помощью механизма периодического поворота и фиксации стола с прессточками, каждая из котОрых выполнена в виде верхней п нпжней неподвижных траверс, соединенных колонназми, и в виде верхней и нижней подвижных на колоннах траверс с крышкой и корпусом обогреваемой прессформы, перемещаемой с помощью закрепленного на рамах механизма перемещения и фиксации частей прессформы. Предлагаемый литьевой агрегат отличается тем, что механизм перемещения и фиксации частей прессформ выполнен в виде закрепленного на нижней неподвижной траверсе стержня-выталкивателя, связанного с подпружиненным штырем, взаимодействующим с ограничителем хода, и перемещаемого в отверстии нижней подвижной траверсы, на которой закреплены хвостовик с И-образным концом, входящим в зацепление с Г-образным захватом-щтоком горизонтального расположения силового цилиндра, и пластинчатый замок с развилками, входящими в пазы колонн прессточки для фиксации нижней подвижной траверсы, выполненной с И-образными пазами, входящими в зацепление с Г-образным захватомщтоком вертикально установленного силового цилиндра. Механизм поворота и фиксации кольцевого стола нового агрегата выполнен в виде ползуна, перемещаемого в направляющих с поворотным кронштейном и роликом и жестко связанного со щтоком демпфируемого силового цилиндра, закрепленного на плите, на конце которой установлен подвижной кронштейн, воздействующий посредством регулировочного винта и ролика ползуна на кронштейн поворота кольцевого стола. Кроме того, литьевой агрегат оборудован расположенным рядом с кольцевым столом и закрепленным на рабочем столе подогревателем арматуры изделий, выполненным в виде обогреваемого корпуса с гнездами для укладки арматуры и отверстиями перемещения стержневых выталкивателей, взаимодействующих посредством рычагов с клиньями-копирамн, закрепленными на диске поворотом от рукоятки. Такой литьевой агрегат обеспечивает качественное изготовление резпнометаллических изделий, например валиков стиральных машпн, за счет точной фиксации кольцевого стола и частей прессформ относительно головки литьевого пресса и предварительного нагрева арматуры изделий. На фиг. 1 показан литьевой агрегат в плане; на фиг. 2 - разрез ио А -А на фиг. 1; иа фиг. 3-разрез по Б-Б на фиг. 1; на фиг. 4- разрез ио В-В и узел Г на фиг. 2; на фиг. 5-механизм иоворота и фиксации кольцевого стола. Литьевой агрегат для изготовления полимерных формовых изделий, например для литья иод давлением п вулканизации резинометаллических отжимных валиков стиральных машии, включает литьевой пресс / и смонтированный на рамах 2 кольцевой стол 3, поворотный на цилиндрической оиоре 4 с помощью механизма 5 иериодического поворота и фиксации стола с прессточками 6. Каждая прессточка выиолнена в виде верхней 7 и нижней 8 неподвижных траверс, соединенных колоннами 9, и в виде верхней JO и нижней 11 подвижных на колоннах 9 траверс с крышкой 12 и корпусом 13 обогреваемой прессформы. Последняя перемещается с помощью механизма /4 перемещения и фиксации частей прессформ, выполненного в виде закрепленного на нижней неподвижной траверсе 8 стержня-выталкивателя 15, связанного с иодпружиненным штырем 16, взаимодействующим с ограничителем J7 хода, и перемещаемого в отверстии нижней подвилсной траверсы 11. На ней закреплены хвостовик 18 с И-образным концом, входящим в зацепление с Г-образным захватом-штоком 19 горизонтально расположенного силового цилиндра 20, и пластинчатый замок 21 с развилками, входящими в пазы колонн 9 для фиксации нижней подвижной траверсы 11. Эта траверса выполнена с И-образными пазами, входящими в зацепление с Г-образным захватомштоком 22 вертикально установленного цилиндра 23. Пластинчатый замок 21 прикреплен к траверсе 11 планкой 24 и болтами 25 с допуском ограниченного горизонтального перемещения относительно нижней траверсы. Верхняя подвижная траверса 10 закреплена на крыщке 12 прессформы с изоляционной прокладкой 26. Корпус 13 прессформы снабжен электронагревателем 27, охватывающим часть крышки 12. Неподвижная траверса 7 и подвижная траверса 10 в соединении образуют малый с ограниченным ходом гидроцилиндр, полость которого соединена трубопроводом 28 через гидрораспределитель 29 с магистралью слива рабочей жидкости. Силовой цилиндр 23 прикреплен к кронштейну 30. Г-образный захватшток 22 установлен на поршне силового цилиндра 23 с направляющими штангами 31. Вокруг поворотного кольцевого стола 5 установлено ограждение 32. Силовой цилиндр 20 закреплен на кронштейне 33 опоры 4. На поворотном столе 3 смонтированы прессточки и кронштейны 34 с регулировочными винтами 35. Механизм 5 поворота и фиксации кольцевого стола 3 выполнен в виде иолзуна 36, перемещаемого в направляющих 37, с поворотным кронштейном 38 и роликом 39, и жестко связанного со штоком демпфируемого силового 7 # цилиндра 40, закрепленного на плите 41, на конце которой установлен подвижной кронштейн 42, воздействуюший посредством регулировочного винта 35 и ролика 39 ползуна 36 на кронштейн 34 поворота кольцевого стола 5.,,. Поворотный кронштейн 38 смонтирован с роликом 39 рычагом 43 и шайбой 44 с шариковым фиксатором 45 в направляющих 37 на пластине 46. Подвижной кронщтейн 42 установлен на оси 47 в подшипнике 48 и при перемещении ползуна 36 вправо входит в паз 49 плиты 50, на которой закреплен упор 51. Литьевой агрегат оборудован расположенным рядом с кольцевым столом 3 и закрепленным на рабочем столе 52 подогревателем 53 арматуры изделий, выполненным в виде обогреваемого корпуса 54 с гнездами для укладки арматуры 55 и отверстиями для перемещения стержневых выталкивателей 56, взаимодействующих посредством рычагов 57 с клиньями-копирами 58, закрепленными на диске 59, поворотном от рукоятки 60. Рычаги 57 вьшолнены иоворотными на осях 61, закрепленных на кронштейнах 62. Диск 59 имеет храповик 63 и жестко связан с осью 64 рукоятки 60, на которой закреплена ось 65 подпружиненной собачки 66. Механизм перемещения и фиксации частей прессформ включается для выгрузки готовых изделий и литья резиновой смеси в очередную прессформу агрегата. Выгрузка свулканизованного изделия осуществляется после размыкания частей прессформы, отделения и частичного подъема изделия из корпуса прессформы с помощью горизонтально расположенного силового цилиндра, освобождающего нижнюю подвижную траверсу от фиксации колонн развилками пластинчатого замка при захвате и перемещении И-образного конца хвостовика и пластинчатого замка Г-образным захватомштоком этого силового цилиндра, а также с помощью вертикально расположенного силового цилиндра, опускающего нижнюю подвижную траверсу с корпусом нрессформы, отделяющего и частично поднимающего готовое изделие стерл нем-выталкивателем при захвате И-образного паза нижней подвижной траверсы и перемещении ее вниз Г-образным захватом-штоком этого силового цилиндра. После выгрузки изделия и загрузки в корпус прессформы арматуры, предварительно нагретой в подогревателе, смыкание частей прессформы осуществляется с помощью силовых цилиндров механизма перемещения и фиксации частей прессформ с выполнением работы этого механизма в обратной последовательности. После этого с помощью малого гидроцилиндра, образованного неподвилсной и подвижной верхними траверсами, при подаче рабочей жидкости в полость этого гидродилиндра, происходит дополнительное сжатие частей прессформ с усилием, превышающим распорное усилие, возникающее при литье в прессформу реМеханизм поворота и фиксации кольцевого стола включается для периодического перемещения кольцевого стола с прессточками также для укладки в корпус прессформы предварительно нагретой арматуры, литья в прессформу резиновой смеси под давлением, вулканизации заготовок и выгрузки готовых изделий. Поворот и фиксация кольцевого стола осуществляется с помощью демпфируемого в конце хода поршня, силового цилиндра, перемещающего ползун с роликом и кронштейном поворота кольцевого стола, при взаимодействии этого кронштейна посредством регулировочного винта с поворотным кронштейном, закрепленным на монтажной плите демпфируемого силового цилиндра.
Подогреватель арматуры изделий включается для предварительного нагрева в обогреваемом корпусе нескольких заготовок арматуры, укладываемых в гнезда, выполненные с отверстиями для перемещения стержневых выталкивателей с нагретой арматурой посредством рычагов, взаимодействующих с клиньями, закрепленными на диске, поворотном от рукоятки. После загрузки нагретой арматуры в корпус прессформы включается механизм перемещения и фиксации частей прессформы для смыкания частей прессформы. Таким образом, цикл работы литьевого агрегата, например, для литья под давлением и вулканизации армированных резиновых изделий повторяется.
Предмет изобретения
1. Литьевой агрегат для изготовления полимерных формовых изделий, например для литья под давлением и вулканизации резиновых изделий, включающий литьевой пресс и смонтированный на рамах кольцевой стол, поворотный на цилиндрической опоре с помощью механизма периодического поворота и фиксации стола с прессточками, каждая из которых выполнена в виде верхней и нижней неподвижных траверс, соединенных колоннами, и в виде верхней и нижней подвил ных на колоннах траверс с крышкой и корпусом обогреваемой прессформы, перемещаемой с помощью закрепленного на рамах механизма перемеп,ения и фиксации частей прессформы, отличающийся тем, что, с целью качественного изготовления резпнометаллическпх изделт1й, например валиков стиральных машин, за счет T04Hoii фиксации кольцевого стола и частей прессформы относительно головки литьевого пресса и предварительного нагрева арматуры
изделий, механизм перемещения и фиксации частей прессформ выполнен в виде закрепленного на нижней траверсе стержня-выталкивателя, связанного с подпружиненным штырем, взаимодействующим с ограничителем хода, и
перемепяаемого в отверстии нижней подвижной траверсы, на которой закреплены хвостовик с И-образным концом, входящим в зацепление с Г-образным захватом-штоком горизонтально расположенного силового цилиндра, и
пластинчатый замок с развилками, входяшими в пазы колонн прессточки для фпксации нижней подвижной траверсы, выполненной с Й-образными иазамп, входящими в зацепление с Г-образным захватом-штоком вертикально установленного силового цилиндра.
2.Агрегат по п. 1, отличающийся тем, что механизм поворота п фиксации кольцевого стола выполнен в виде ползуна, перемещаемого в направляющих с поворотным кронштейном и роликом и жестко связанного со штоком демпфируемого силового цилиндра, закрепленного на плите, на конце которой установлен подвижной кронштейн, воздействуюший посредством регулировочного винта и ролика
ползуна на кронштейн поворота кольцевого стола.
3.Агрегат по пп. 1 и 2, отличающийся тем, что оборудован расположенным рядом с кольцевым столом и закрепленным на рабочем столе подогревателем арматуры изделий, выпол венным в виде обогреваемого корпуса с гнез дами для укладки арматуры и отверстиями для перемещения стержневых выталкивателей, взаимодействующих посредством рычагов с
клиньями-копирами, закрепленными на диске, поворотном от рукоятки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1970 |
|
SU263129A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Устройство для перезарядки трехплитных пресс-форм | 1972 |
|
SU448142A1 |
| Устройство для сращивания кабельных изделий | 1976 |
|
SU736234A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
II I 5363 59 64
Л-Л
Узе/fl
