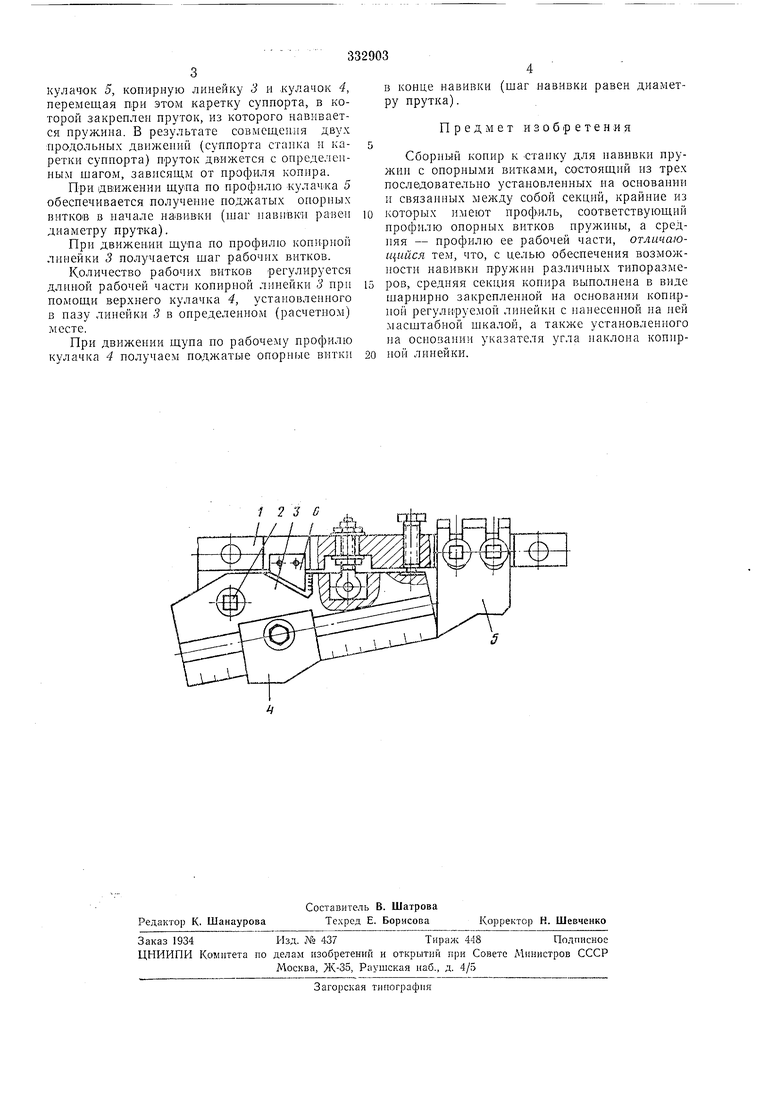
Р1зобретение относится к устройствам для навивки пружин с опорными витками. Известен сборный копир к стайку для навивки пружин с опорными витками, состоящий из трех иоследовательно установленных на основании секций, крайние из которых имеют профиль, соответствующий профилю опорных витков пружины, а средняя - нрофилю ее рабочей части. Недостатком известного копира является то, что при переходе на изготовление пружин других типоразмеров, необходимо заменять все секции копира. Предложенный конир позволяет путем регулировочного перемещения секции копира изготовлять пружины разных типоразмеров. Сущность изобретеиия поясняется чертежом. Копир для навивки пружин включает в себя основание / копира, щарнирно соединенную с иим при помощи оси щарнира 2 коиирную л-инейку 3, имеющую паз, выполненный параллельно рабочей поверхности, в котором закреплен сменный верхний кулачок 4. К основанию / прикреплен сменный кулачок 5, указатель угла иодъема 6, регулировочный винт 7 и стопорный винт 8. 1.Копирная линейка 3 устапавливается на угол подъема рабочей части путем поворота линейки вокруг оси щарнира 2 на расчет1И5И угол по указателю угла подъема 6, закрепляется винт 7 и поджимается до упора стопорный винт 8. 2.Кулачок 4 устанавливается на расчетиуго длину рабочей части копирлюй линейки 3, передвигаясь по пазу на лииейке 3 до установки иа размер. Размер устанавливается по масщтабиой щкале, нанесепиой вдоль паза иа копирной линейке 3, а затем закрепляется. 3.Кулачок 5 устаиавливается так, чтобы сов.местилпсь верхняя часть кулачка 5 с началом копириой лииейки 3, после чего он закрепляется. Копир к работе готов. При навивке пружин по мере необходимости производится иодналадка копира в зависимости от механических и физических свойств материала, что является больщим преимуществом иеред обычиыми индивидуальными (жесткими) копирами. Копир работает следующим образо.м. При включении маточной гайки станка, суппорт вместе с копирным устройством движется по направлению к передней бабке с постоянным щагом, устанавлив аемы.м на станке. Щуп копирного устройства, двигаясь по профилю копира, проходит последовательно
кулачок 5, копирную линейку 3 и кулачок 4, перемещая при этом каретку суппорта, в которой закреплен пруток, из которого навивается пружина. В результате совмещения двух продольных движений (сунпорта станка и каретки суппорта) нруток движется с определенным шагом, завнсящм от профиля копира.
При движении щупа по профилю кулачка 5 обеспечивается получение поджатых опорных витков в начале навив ки (щаг навивки равен диаметру прутка).
При движении щупа по профилю копирной лииейки 3 получается щаг рабочих витков.
Количество рабочих витков регулируется рабочей части копириой линейки 3 при помощи верхнего кулачка 4, установленного в пазу линейки 3 в онределенном (расчетиом) месте.
При движении щупа по рабочему профилю кулачка 4 получаем поджатые опорные витки
в конце навивки (шаг навивки равен диаметру прутка).
Предмет изобретения
Сборный конир к станку для навивки пружин с опорными витками, состоящий из трех последовательно установленных на основании и связанных между собой секций, крайние из юторых имеют профиль, соответствующий нрофилю опорных витков пружины, а средняя - профилю ее рабочей части, отличающийся тем, что, с целью обеспечения возможности навивки пружин различных типоразмеров, средияя секция копира выполнена в виде шарнирно закрепленной на основании копирпой регулируелюй линейки с нанесенной на ней масштабной шкалой, а также установленного на основании указателя угла наклона копнрной лииейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для БЕССТУПЕНЧАТОГО РЕГУЛИРОВАНИЯ | 1967 |
|
SU194748A1 |
| Приспособление к токарному станку для навивки пружин | 1973 |
|
SU471937A1 |
| у::СО;ОЗНАП | 1973 |
|
SU366030A1 |
| Гидрокопировальный суппорт к резьботокарному станку | 1979 |
|
SU872202A1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
| Система программного управления токарными станками | 1959 |
|
SU127543A1 |
| Устройство для токарной обработки поршневых колец | 1990 |
|
SU1745405A1 |
| Устройство к зубошевинговальному станку | 1985 |
|
SU1331619A1 |
| Устройство для обработки дисков | 1982 |
|
SU1021569A1 |
| Устройство для обработки деталей сложной формы | 1973 |
|
SU653029A1 |
1 2 3 С
