Известные устройства с механизмом, выполненным в виде консолн, для наплавки новерхпостн отверстий круговыми многопроходными валпками сложны и не позволяют производить наплавку внутренней поверхности отверстии малого диаметра.
В предлагаемом устройстве механизм враП1,спия и подачи электрода выполнен в виде приводного ПОЛОГО вала, соедииеппого через шпонку с ПОЛЫМ ходовым вннтом, ввернутым верхним концом в ненодвнжную гайку, нрнчем в ппжний копец вала неподвижно вставvleH CMeHHbiii направляюнхий мундштук с наконечником.
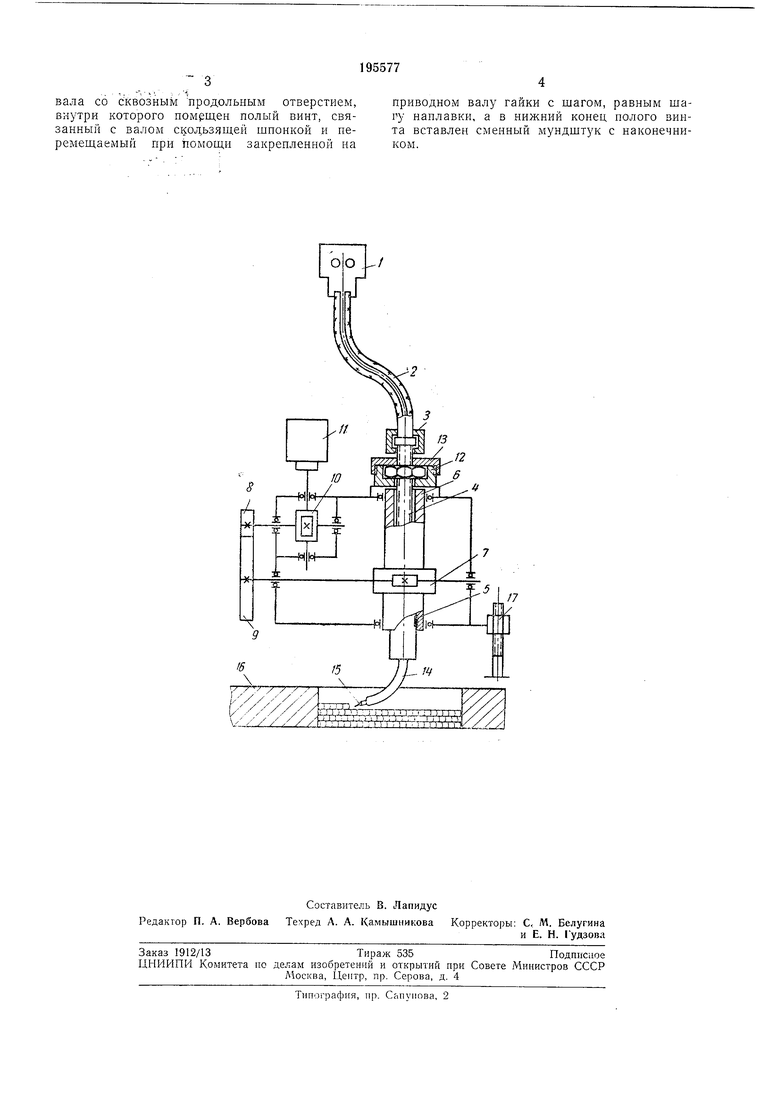
На чертеже показана прнинипиальная схема предлагаемого устройства.
Оно состоит из подаюгцего сварочную проволоку мехагшзма /, резинового гнланга 2, соедииенпого гайкой 3 с полым виитом 4, который через шпонку 5 связан с полым валом б.
Последний через червячную нару 7, сменные шестерни (, 9 и червячную пару 10 соединен с электродвигателем //. Гайка 12 навернута на винт 4 и неподвижно закреплена стопорной гайкой 13. Изогнутый сменный мундштук 14 несет наконечник 15 и нодходит к нагглавляемой внутренней поверхности деталн 16. Устройство установлено на передвижном штативе 17 и работает следуюшнм образом.
Ось враш;ения винта 4 устанавливается так, чтобы она совпадала с центром наплавляемого отверстия, а длина сменного наконечника 15 обеспечивает необходимое его расстояние до иаплавляемой поверхностн.
Двигатель через аиеиья механизмов 6, 7, 8, 9, 10 ц шпонку 5 ириводнт во вранхенне
вннт 4 с заданной скоростью. Прн этом вал ввинчивается в ненодвнжную гайку J2 и сообщает наконечнику 15 и подаваемому через пего электроду движение по винтовой линин с шагом, равным шагу нанлавкн, так как
шаг BHirra 4 нодбнрается равным Hiary наплавки. Скорость наилавки регулируется смениыми шестериями.
Предмет изобретения
Устройство ДЛЯ автоматической наплавки цилиндрических новерхностей, содержащее подаюший механизм, привод и механизм вращення и подачи электрода, отличающееся тем, что, с целью повышения качества и снижения стоимости многопроходной иаплавки внутренней цилиндрической поверхности по винтовой лииии, механизм вращения и подавала со сквозным продольным отверстием, внутри которого помещен полый винт, связанный с валом скодьзящей шпонкой и перемещаемый при помощи закрепленной на
приводном валу гайки с шагом, равным шагу наплавки, а в нижний конец полого БИНта вставлен сменный мундштук с наконечником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU891285A1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| Сварочная головка для электродуговой центробежной наплавки внутренней поверхности цилиндрических деталей | 1990 |
|
SU1815056A1 |
| Многоэлектродная сварочная головка | 1979 |
|
SU853907A1 |
| Устройство для колебания электрода | 1974 |
|
SU512879A2 |
| Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия | 1986 |
|
SU1298021A1 |
| Устройство для автоматической многопроходной сварки кольцевых швов | 1972 |
|
SU438505A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
12
