00 СП
сс
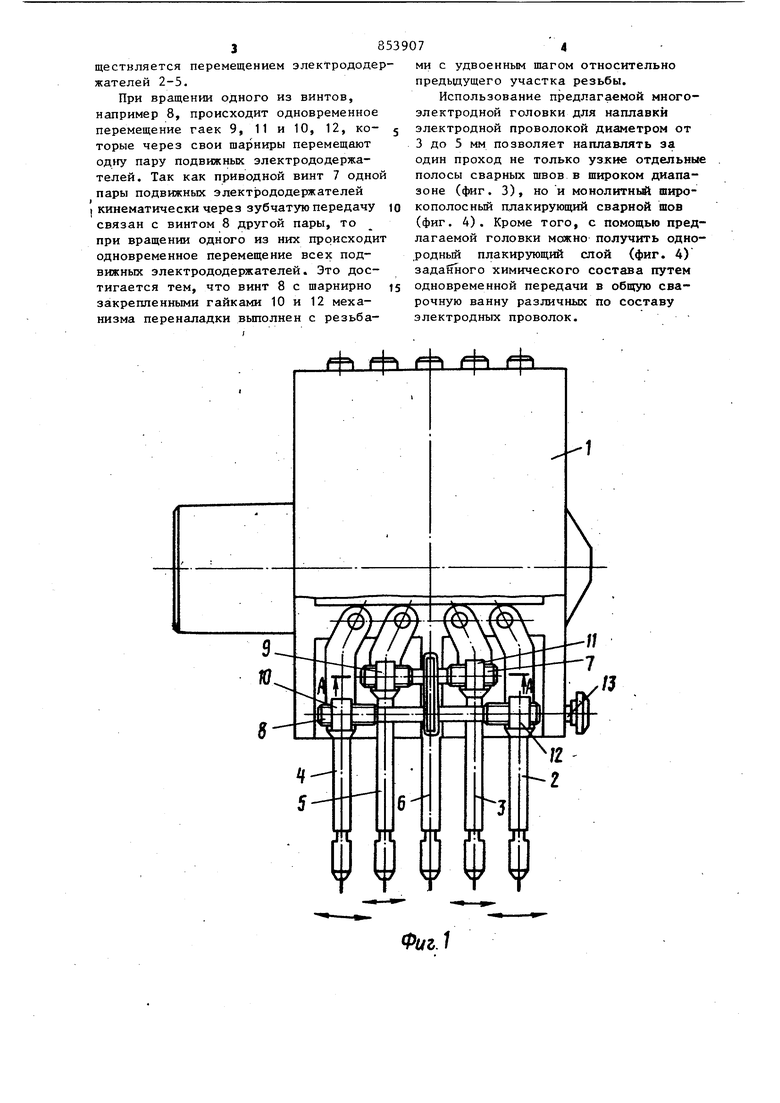
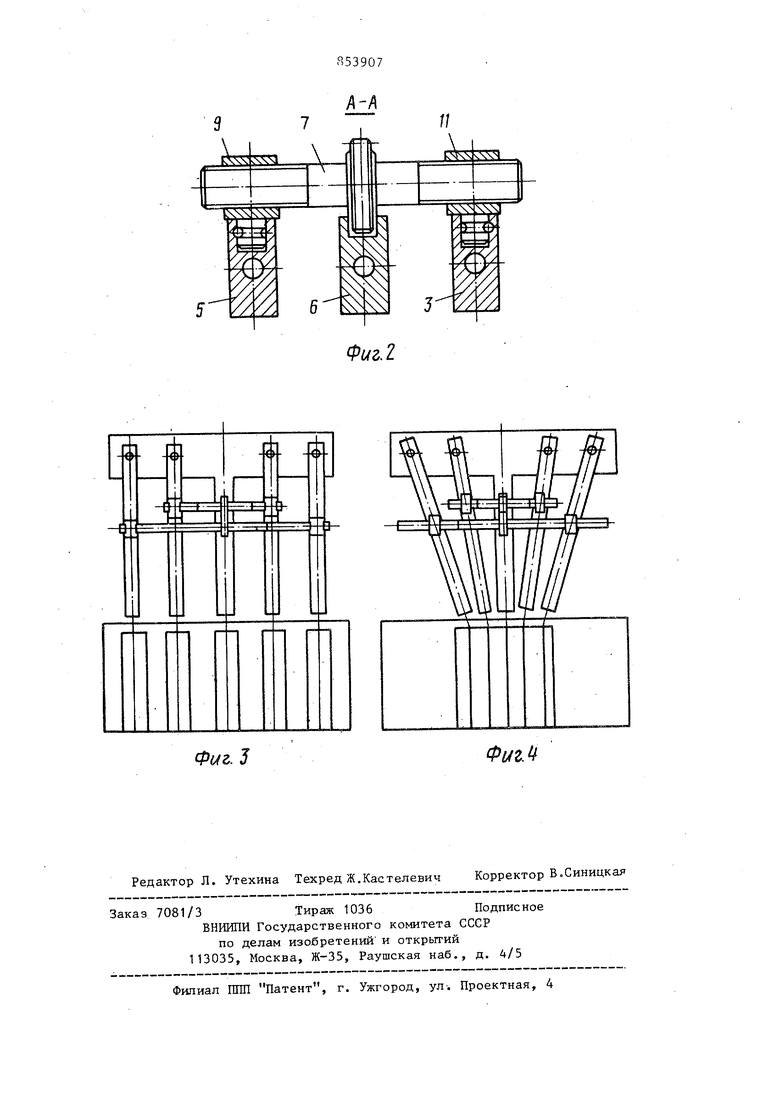
QD Изобретение относится к области сварки и может быть использовано для автоматической многоэлектродной наплавки под слоем флюса деталей и узлов машиностроения. . Известно устройство для многоэлектродной подачи нескольких электродных проволок - мундштук трехэлект родный С П. Мундштук трехэлектродный предназначен для наплавки поверхности проволочными электродами и состоит из подающего механизма и трех направляю щих мундштуков, снабженных индивидуальными винтами для настройки межэлектродных расстояний. Настройку ра стояний -производят вручную при помощи измерительного инструмента, например мерительной линейки, причем каждый мундштук настраивается и фиксируется индивидуально. При этом увеличение количества электродов пропорционально ведет к увеличению площади наплавляемой поверхности и, в свою очередь, к увели чению количества винтов, соответствунщих количеству мундштуков. Увеличение количества винтов ведет к увел чению подготовительно-вспомогательного времени, необходимого для настройки величины межэлектродного рас стояния. Эти недостатки устранены в многоэлектродных сварочных головках, работающих от одного приводного винта и взаимодействующих с ним гаек, связаиных с мундштуком. Известна многоэлектродная сварочная головка, содержащая корпус и уст новленные на нем электрододержатели, соединенны винтовым механизмом настройки межэлектродного расстояния {.21, Недостатком этой сварочной головки являются ограНиченш 1е технологические возможности, заключающиеся в значительном минимальном расстоянии между электродами. Целью изобретения является расширение технологических возможностей путем уменьшения минимального расстояния между электродами. Поставленная цель достигается тем, что один из электрододержателей многоэлектродной сварочной головки, содержащей корпус и установпенные на нем электрододержатели, соединенные винтовым механизмом настройки межэлектродного расстояния, закреплен на корпусе жестко, а остальные электрододержатели своими концами смонтированы на корпусе шарнирно. Винтовой механизм настройки межэлектродного расстояния размещен между свободными концами электрододержателей и их концами, смонтированными шарнирно. На фиг. 1 показана предлагаемая головка, вид спереди; на фиг. 2 сечение А-А фиг. 1j на фиг. 3-4 схемы выполнения различных наплавок, В нижней части корпуса 1 многоэлектродной сварочной головки установлены шарнирно закрепленные электрододержатели 2-5, и жестко закрепленный средний электрододержатель 6 с продольным пазом. Подвижные электрододержатели 2-5 попарно связаны между собой приводными винтами 7, 8 с левой и правой резьбой по концам и цилиндрическими выступами-буртами в середине, через шарнирно-закрепленные гайки 9, 10с левой резьбой и гайки 11, 12 с правой резьбой. На выступах каждого цилиндрического бурта выполнена зубчатая модульная нарезка, которая при настройке межэлектродного расстояния передает вращение с одного приводного винта на другой. Вращение приводного механизма при настройке осуществляется с помощью ручки 13, установленной на конце одного из видтов. Б механизме настройки винт 7 и взаимодействующие с ним гайки 9, 11 выполнены с одним шагом резьбы, а винт 8 и гайки 10, 12 - с шагом удвоенной величины. Приводные винты 7, 8 обеих пар электрододержателей цилиндрическими буртами установлены в продольном пазу неподвижного электрододержателя 6, связаны кинематически между собой через зубчатую передачу и удерживают шарнирно закрепленные электрододержатели от перемещений при движении электродной проволоки в процессе сварки. Устройство работает следующим образом. В исходном положении электрододержатели 2-5 устанавливаются в строго вертикальное положение, и электродную проволоку беспрепятственно пропускают через их отверстия. Настройка необходимого межэлектродного расстояния (фиг. 3 или фиг. 4) осуществляется перемещением электрододе жателей 2-5. При вращении одного из винтов, например 8, происходит одновременное перемещение гаек 9, 11 и 10, 12, которые через свои шарниры перемещают пару подвижных электрододержателей. Так как приводной винт 7 одно пары подвижных электрододержателей кинематически через зубчатую передачу связан с винтом 8 другой пары, то при вращении одного из них происходи одновременное перемещение всех подвижных электрододержателей. Это достигается тем, что винт 8 с щарнирно закрепленными гайками 10 и 12 механизма переналадки вьтолнен с резьба7 ми с удвоенным шагом относительно предьдущего участка резьбы. Использование предлагаемой многоэлектродной головки для наплавки электродной проволокой диаметром от 3 до 5 мм позволяет наплавлять за один проход не только узкие отдельные полосы сварных швов в широком диапазоне (фиг. 3), но и монолитньй широкополосный плакирующий сварной шов (фиг. 4). Кроме того, с помощью предлагаемой головки можно получить однородный плакирующий слой (фиг. 4) заданного химического состава путем одновременной передачи в общую сварочную ванну различных по составу электродных проволок.
Фиъ.1
Фиг. 2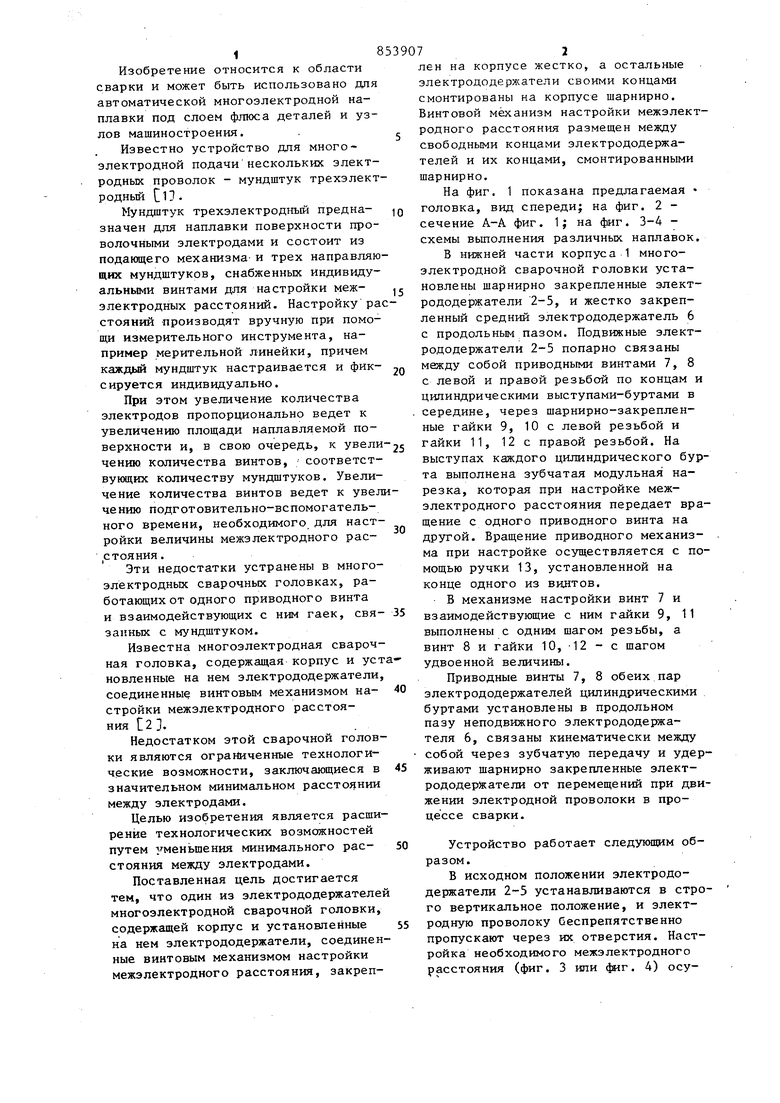
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| Многоэлектродная сварочная головка | 1976 |
|
SU619315A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Головка для двухэлектродной сварки | 1987 |
|
SU1454621A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| АВТОМАТ ДЛЯ ВИБРОДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU348311A1 |
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| Устройство для наплавки | 1973 |
|
SU478696A1 |
МНОГОЭЛЕКТРОДНАЯ СВАРОЧНАЯ ГОЛОВКА, содержащая корпус и установленные на нем электрододержатели, соединенные винтовым механизмом настройки межэлектродного расстояния, отличающаяся тем, что, с целью расширения технологических возможностей путем уменьшения минимального расстояния между электродами, один из электрододержателей закреплен на корпусе жестко, а остальные электрододержатели концами смонтированы на корпусе , при этом винтовой механизм настройки межэлектродного расстояния размещен между свободньми концами электрододержателей и их концами, смонтированными шар(Л нирно.
Фиг. J
Фыг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочное оборудование | |||
| Каталог-справочник Н.Э.С | |||
| им | |||
| Патона, 41, К., Наукова думка, 1968, с, 344 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многоэлектродная сварочная головка | 1976 |
|
SU619315A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
