Изобретение относится к механизированным способам электродуговой наплавки, в частности к автоматизированной наплавке под слоем флюса, и может быть использовано при наплавке антикоррозионных покрытий на внутренние поверхности радиальных отверстий корпусов сосудов, работающих под давлением в составе атомных энергетических установок в судостроении, атомных электрических станций (установок) стационарного или подвижного базирования, а также при изготовлении сосудов нефтехимической промышленности.
На предприятии-заявителе изготовляются сосуды-цилиндры диаметром 3600 мм, длиной от 2400 до 5000 мм с толщиной стенки до 250-350 мм и весом 80-200 тонн с многочисленными отверстиями диаметром 250-350 мм, внутри которых необходимо выполнить антикоррозионную наплавку ручным дуговым способом покрытыми электродами. Сварщики располагаются на подставках (не показаны), одновременно работают 4-6 сварщиков изнутри и снаружи сосуда, наплавляя продольными валиками антикоррозионный слой толщиной 20-30 мм в несколько этапов и проходов, при этом сосуд неоднократно кантуют. Процесс трудоемкий, энерго- и материалозатратный и требует средств защиты верхних дыхательных путей сварщиков.
Известна сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия с расширенными технологическими возможностями по применяемым материалам и типоразмерам изделий (см. a.c. SU 1298021, В23К 9/18, опубл. 23.03.87. БИ №11). Недостатком данной головки является сложность механизма подачи электродного материала (проволоки, ленты) и флюса в цилиндрические отверстия малого диаметра, невозможность работы в вертикальных отверстиях.
Задачей, на решение которой направлено заявляемое изобретение, является механизация процесса наплавки внутренней поверхности пересекающихся цилиндрических отверстий разного диаметра (преимущественно антикоррозионным покрытием) с одновременным повышением технологичности процесса наплавки и снижением остаточных деформаций изделия.
Поставленная задача решается за счет определенной последовательности наложения валиков наплавки внутренней поверхности радиального отверстия, установленной очередности наплавки радиальных отверстий, использования вращающейся соосно оси наплавляемого отверстия механизированной сварочной головки, оснащенной одновременно вращающимися с ней кассетой с электродной проволокой и флюсоподсыпающе-поддерживающим устройством.
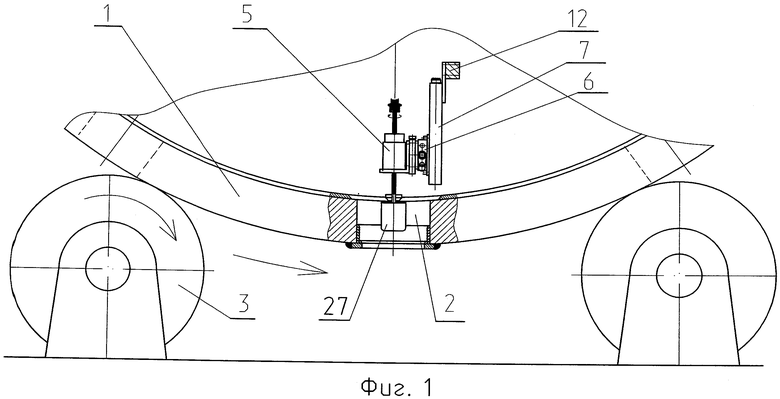
На фиг.1 представлена общая схема установки изделия под антикоррозионную наплавку радиальных отверстий.
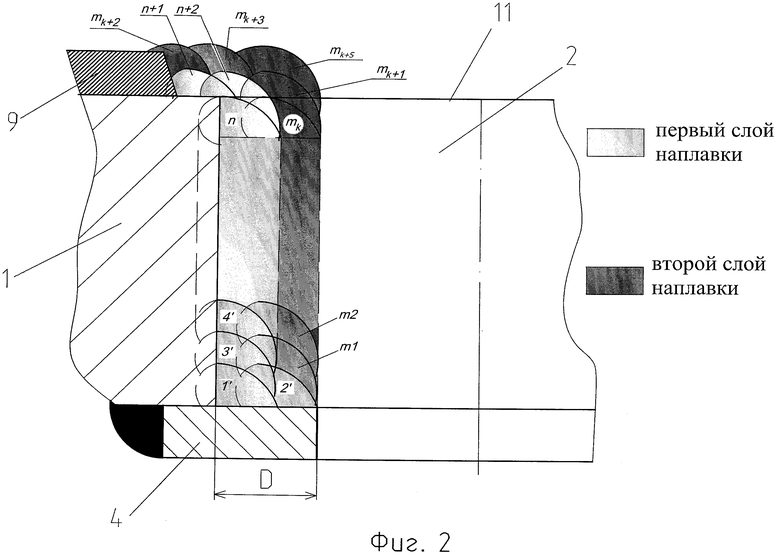
На фиг.2 представлена схема последовательности наплавки валиков на внутреннюю поверхность радиального отверстия,
где D - толщина наплавляемого слоя;
1′, 2′, 3′, 4′, …, n - валики первого слоя (прохода) наплавки внутренней поверхности радиального отверстия;
m1, m2, …, mk - валики второго (последующего) слоя (прохода) наплавки внутренней поверхности радиального отверстия;
n+1, n+2, …, n+К - валики переходного слоя стыковки наплавки внутренней поверхности радиального отверстия со слоем внутренней ;антикоррозионной наплавки цилиндрического изделия.
mk+1, mk+2, …, mk+S - валики переходного слоя стыковки наплавки второго слоя внутренней поверхности радиального отверстия со слоем внутренней антикоррозионной наплавки цилиндрического изделия.
На фиг.3 представлена схема устройства для наплавки внутренней поверхности радиального цилиндрического отверстия.
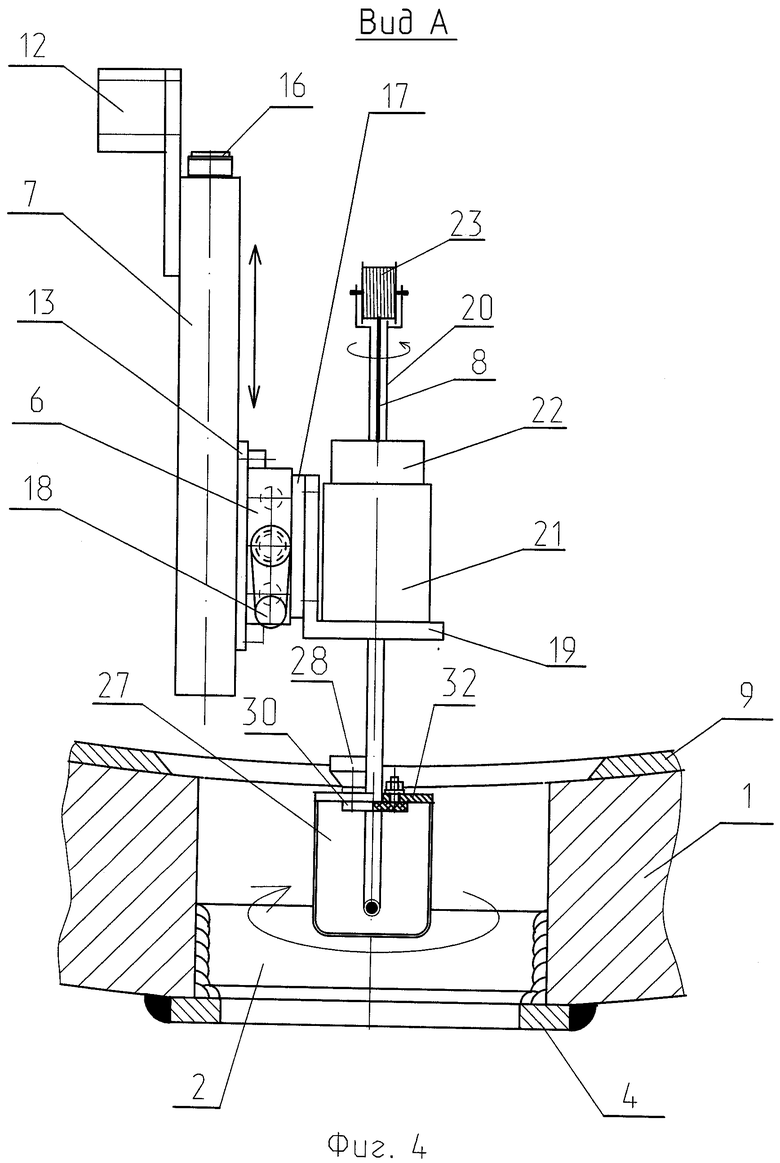
На фиг.4 представлена схема устройства для наплавки внутренней поверхности радиального цилиндрического отверстия (вид А на фиг.3).
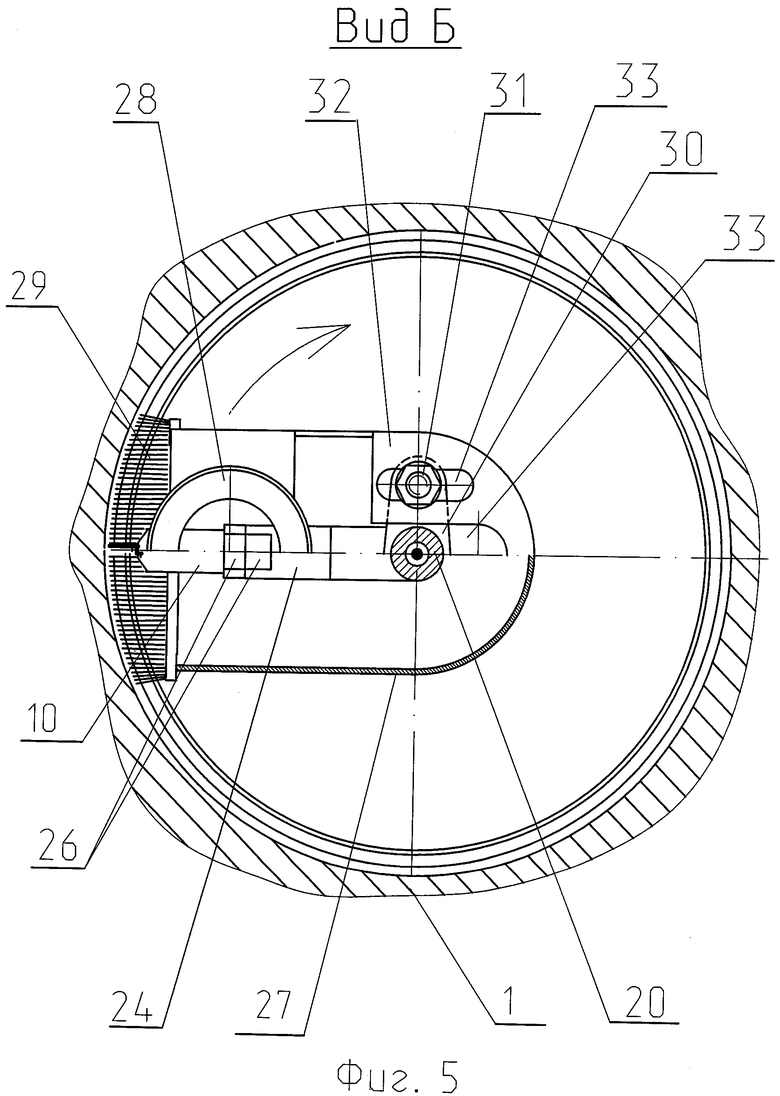
На фиг.5 показан вид Б на фиг.3.
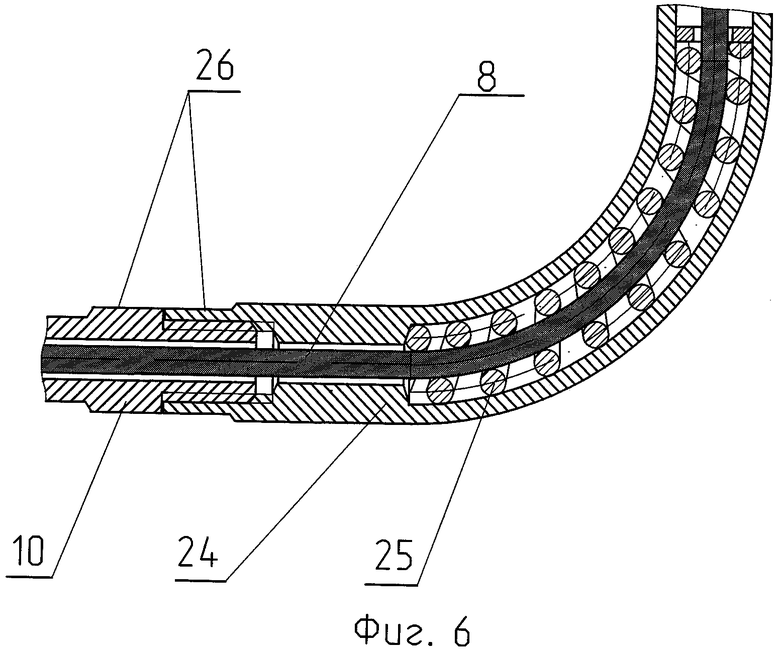
На фиг.6 показан разрез мундштука сварочной головки.
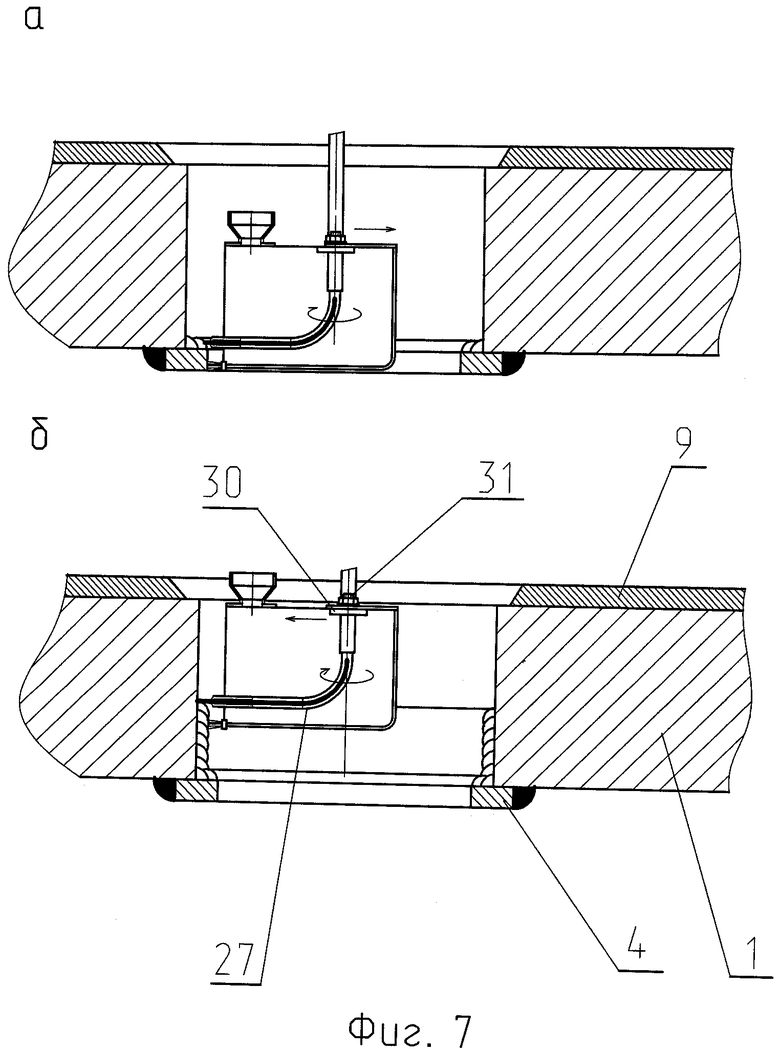
На фиг.7 показано позиционирование флюсоподсыпающе-поддерживающего устройства на различных стадиях процесса наплавки.
Способ наплавки внутренней поверхности радиальных отверстий цилиндрического изделия осуществляется следующим образом.
Цилиндрическое изделие 1, на внутреннюю поверхность радиального отверстия 2 которого необходимо нанести антикоррозионную наплавку, устанавливают на роликоопоры 3, одна из которых является приводной и обеспечивает вращение(подворачивание) изделия 1 вокруг его продольной оси до достижения осью наплавляемого радиального отверстия 2 вертикального положения. К наружной поверхности изделия 1, соосно отверстию 2, подваривают вспомогательное подкладное кольцо 4 для поддержания слоя флюса на начальном этапе наплавки и первых наплавочных (сварочных) валиков (1′, 2′), определяющих общую толщину наплавляемого слоя D (если не хватает одного прохода в один слой). В наплавляемое отверстие 2 вводят сварочную головку 5 и посредством суппортов горизонтального 6 и вертикального 7 перемещений центрируют ее с наплавляемым отверстием 2. Вращая сварочную головку 5 вокруг вертикальной оси проверяют симметричность положения конца электродной проволоки 8 относительно вертикальной оси отверстия 2 по всей его окружности.
Последовательность наплавки внутренней поверхности радиальных отверстий цилиндрических изделий следующая.
Первый валик наплавки «1′» укладывают на вертикальную стенку отверстия 2 и на подкладное кольцо 4 круговым движением до замыкания начала и конца валика. Второй валик «2′» укладывают с радиальным смещением к центру наплавляемого отверстия на первый валик «1′» с перекрытием 1/3 ширины валика и на подкладное кольцо 4, образуя, таким образом, ступеньку, равную толщине наплавляемого слоя D. При этом радиальные смещения последующих наплавляемых валиков обеспечиваются путем установки и регулировки сменных наконечников 10 сварочной головки различной длины, соответствующей радиусу наплавляемого валика.
Затем наплавляют первый вертикальный слой (валики «3′»-«n») по спиральной или круговой траектории до выхода из наплавляемого отверстия 2, затем укладывают валики «n+1» … «n+k» стыковки со слоем антикоррозионного покрытия 9 внутри цилиндрического изделия 1 шагами в пределах от  до
до  ширины наплавляемого валика в радиальном направлении от слоя антикоррозионного покрытия 9 к последнему валику («n») первого вертикального слоя наплавки отверстия 2 до образования перекрытия.
ширины наплавляемого валика в радиальном направлении от слоя антикоррозионного покрытия 9 к последнему валику («n») первого вертикального слоя наплавки отверстия 2 до образования перекрытия.
Аналогичным образом наплавляют валики второго вертикального слоя наплавки («m1»÷«mk») до выхода из наплавляемого радиального отверстия.. После чего укладывают заключительные валики «mk+1», «mk+2», «mk+3», …, «mk+s», обеспечивая стыковку второго слоя наплавки радиального отверстия 2 со слоем антикоррозионного покрытия 9 внутри цилиндрического изделия 1. И так далее - до получения необходимой толщины наплавляемого слоя D. По окончании наплавки внутренней поверхности радиального отверстия подкладное кольцо 4 удаляется и место его приварки зачищается.
Для снижения остаточных деформаций изделия, возникающих после наплавки первого радиального отверстия, изделие 1 (сосуд-цилиндр), посредством приводной роликоопоры 3, кантуют до установки в нижнее вертикальное положение следующего под наплавку радиального отверстия, противолежащего (или наиболее удаленного) наплавленному радиальному отверстию 2. Наплавляют второе установленное радиальное отверстие описанным выше способом. После наплавки второго радиального отверстия, аналогичным образом устанавливают под наплавку и наплавляют третье радиальное отверстие, расположенное между первым и вторым наплавленными радиальными отверстиями, затем наплавляют радиальное отверстие, противоположное третьему наплавленному отверстию и т.д. в указанной последовательности до наплавки всех отверстий. Указанное чередование порядка наплавки радиальных отверстий разносит зоны нагрева отверстий в изделии, снижает остаточные напряжения и деформации между наплавленными отверстиями и в изделии в целом.
Устройство для наплавки внутренней поверхности радиальных отверстий цилиндрического изделия состоит из закрепленного на траверсе 12 вертикального суппорта 7, имеющего каретку 13, перемещаемую в вертикальном направлении по направляющим 14 посредством ходового винта 15 (шаровинтовой пары) вращаемого мотор-редуктором 16. На каретке 13 вертикального суппорта 7 установлен горизонтальный суппорт 6 аналогичной конструкции, включающий каретку 17, перемещаемую в горизонтальном направлении посредством мотор-редуктора 18. На каретке 17 установлен Г-образный кронштейн 19, на горизонтальной полке которого смонтирована сварочная головка 5, включающая вращающийся вокруг вертикальной оси пустотелый вал 20 с осевым каналом для направления электродной проволоки 8, блок подачи электродной проволоки 21, привод 22 вращения вала 22, кассету 23 с электродной проволокой, жестко закрепленную на вращающемся валу 20. На выходном конце вращающегося вала 20 установлен мундштук 24 с радиусным коленом. Внутри радиусного колена мундштука 24 установлена пружина 25 из закаленной стали, предохраняющая радиусное колено мундштука от износа в результате трения о подаваемую в зону наплавки сварочную проволоку. На выходном конце мундштука выполнен участок внутренней резьбы для установки сменных наконечников 10, длина которых определяется радиусом наплавляемого отверстия или радиусом очередного слоя наплавки. Для ввинчивания наконечника в мундштук на внешних поверхностях выходного конца мундштука и устанавливаемых в него сменных наконечников выполнены средства зацепления 26 (лыски, шестигранники) «под ключ».
На «рабочем» участке вращающегося вала 20 жестко закреплена диэлектрическая монтажная планка 30 с установочно-фиксирующими резьбовыми элементами 31, предназначенная для монтажа флюсоподсыпающе-поддерживающего устройства 27 на различных стадиях процесса наплавки. Флюсоподсыпающе-поддерживающее устройство 27 имеет воронку 28 для подсыпки флюса из бункера-накопителя (не показан) в зону горения электродной проволоки и металлические щетки 29 по открытому торцу днища устройства для удержания флюса в зоне наплавки.
Т.о. флюсовая подушка (защита дуги) движется вместе с дугой по вертикальной плоскости, а затвердевший шлак (корка) отделяется и выпадает вниз из-под защитных щеток 29. При переходе от наплавки одного вертикального слоя валиков к последующему флюсоподсыпающе-поддерживающее устройство 27 смещается в радиальном направлении по сквозным пазам 33 в полукрышке 32.
В процессе наплавки флюсоподсыпающе-поддерживающее устройство 27 вместе со сварочной головкой 5 и кассетой 23 вращается вокруг вертикальной оси отверстия 3 по винтовой линии или круговым движением с последующим шагом-переходом по вертикали в зоне перекрытия начала и конца валиков либо по команде концевого выключателя (не показан), либо по команде сварщика-оператора, либо по программе при использовании пульта управления на базе программируемого логического контроллера (ПЛК). Условно пульты управления процессом сварки и управления суппортами и сварочный источник не показаны.
Использование флюсоподсыпающе-поддерживающего устройства 27, вращающегося вместе со сварочной головкой 5, обеспечивает:
- доступный обзор зоны формирования наплавляемых валиков (сварщик-оператор находится внутри крупногабаритного изделия - сосуда-цилиндра и следит за процессом наплавки отверстия 2 сверху (доступен обзор на 360°);
- визуальный контроль качества наплавляемых валиков и процесса отделения и уборки шлаковой корки, чем повышается технологичность процесса наплавки и осуществляется непрерывный визуальный текущий контроль качества процесса наплавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД СЛОЕМ ФЛЮСА ПОКРЫТИЯ НА ВНУТРЕННЮЮ ЦИЛИНДРИЧЕСКУЮ ПОВЕРХНОСТЬ ИЗДЕЛИЯ | 2000 |
|
RU2163526C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
Изобретение может быть использовано при наплавке под слоем флюса антикоррозионных покрытий на внутренние поверхности радиальных отверстий корпусов сосудов, работающих под давлением. Способ предусматривает заданную последовательность наложения валиков на внутреннюю поверхность наплавляемого отверстия, а также очередность наплавки отверстий, выполненных в цилиндрическом изделии. Сварочная головка устройства установлена с возможностью вращения в процессе наплавки вокруг оси наплавляемого отверстия по спиральной или круговой траектории. Головка оснащена одновременно вращающимися с ней кассетой с электродной проволокой и флюсоподсыпающим и поддерживающим устройством. Изобретение позволяет механизировать процесс наплавки внутренней поверхности пересекающихся цилиндрических отверстий разного диаметра при снижении остаточных деформаций изделия. 2 н. и 1 з.п. ф-лы, 7 ил.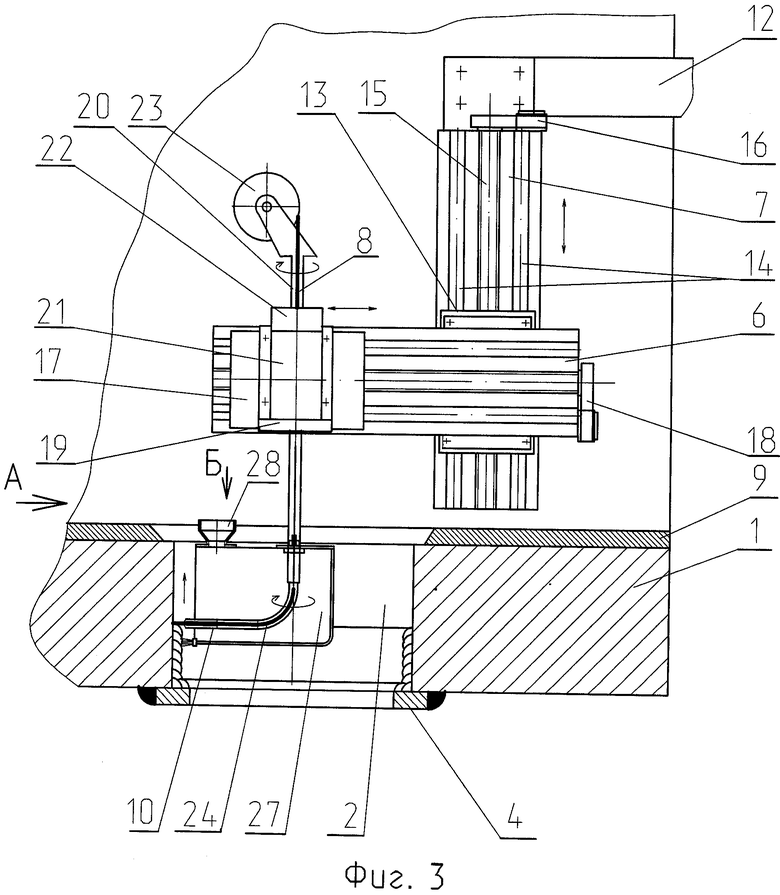
1. Способ наплавки внутренней поверхности радиальных отверстий цилиндрического изделия, включающий установку изделия на приводные роликоопоры, дискретное вращение изделия вокруг его продольной оси в процессе подготовки под наплавку до достижения вертикального положения оси наплавляемого радиального отверстия, подварку снаружи изделия соосно наплавляемому радиальному отверстию подкладного кольца, внутренний диаметр которого соответствует внутреннему диаметру требуемого слоя наплавки, ввод в наплавляемое радиальное отверстие сварочной головки в крайнее нижнее положение с совмещением вертикальной оси сварочной головки с вертикальной осью наплавляемого радиального отверстия, перемещение сварочной головки в процессе наплавки путем ее вращения по спиральной или круговой траектории вокруг оси наплавляемого отверстия, причем наплавку проводят под слоем флюса, который подают и удерживают устройством, установленным на сварочной головке с возможностью вращения вместе с ней, при этом при наплавке каждого из радиальных отверстий первоначально круговыми движениями сварочной головки укладывают горизонтальный ряд валиков наплавки от стенки радиального отверстия по подкладному кольцу к центру наплавляемого отверстия на величину, соответствующую требуемой толщине слоя наплавки, затем круговыми движениями сварочной головки вокруг оси наплавляемого отверстия и смещением сварочной головки вдоль оси отверстия в вертикальном направлении наплавляют первый вертикальный слой до выхода из наплавляемого отверстия и осуществляют его стыковку со слоем антикоррозионного покрытия внутри цилиндрического изделия путем укладки радиальных валиков первого слоя стыковки от антикоррозионного покрытия цилиндрического изделия к оси наплавленного отверстия до образования перекрытия с валиком первого вертикального слоя наплавки, затем аналогичным образом наплавляют валики второго вертикального слоя до выхода из наплавляемого отверстия, после чего укладывают валик стыковки второго вертикального слоя наплавки с крайним валиком первого слоя стыковки, а затем укладывают радиальные валики второго слоя стыковки со слоем антикоррозионного покрытия внутри цилиндрического изделия в радиальном направлении от слоя упомянутого покрытия к оси наплавленного отверстия до образования перекрытия с упомянутым валиком стыковки второго вертикального слоя наплавки, далее аналогичным образом осуществляют наплавку радиального отверстия до получения необходимой толщины наплавляемого слоя, затем осуществляют установку изделия для наплавки следующего радиального отверстия, противолежащего или наиболее удаленного по отношению к первому наплавленному радиальному отверстию, и наплавляют его, затем устанавливают под наплавку и наплавляют третье радиальное отверстие, расположенное между первым и вторым наплавленными радиальными отверстиями, затем устанавливают и наплавляют радиальное отверстие, противоположное третьему наплавленному отверстию, и далее в указанной последовательности завершают наплавку всех отверстий.
2. Устройство для наплавки внутренней поверхности радиальных отверстий цилиндрического изделия, содержащее опорные элементы для установки и кантовки изделия, несущую траверсу с установленным на ней вертикальным суппортом с перемещаемой в вертикальном направлении посредством мотор-редуктора кареткой, на которой смонтирован горизонтальный суппорт с перемещаемой в горизонтальном направлении посредством мотор-редуктора кареткой со сварочной головкой, имеющей пустотелый вал с осевым каналом для направления электродной проволоки, на выходном конце которого установлен мундштук с радиусным коленом и сменными наконечниками, длина которых определена радиусом наплавляемого отверстия или радиусом очередного слоя наплавки, кассету с электродной проволокой, блок вертикальной подачи электродной проволоки, привод вращения пустотелого вала, блок управления, устанавливающий необходимую скорость и направление вращения, при этом кассета с электродной проволокой жестко закреплена на вращающемся валу, на котором жестко установлена диэлектрическая монтажная планка с установочно-фиксирующими элементами, на которой смонтировано флюсоподсыпающее и поддерживающее устройство, смонтированное с возможностью его вращения в процессе наплавки вместе с валом, и имеющее воронку для подсыпки флюса из бункера-накопителя и металлические щетки по открытому торцу днища, а в полукрышке флюсоподсыпающего и поддерживающего устройства выполнены сквозные пазы, обеспечивающие ее смещение в радиальном направлении.
3. Устройство по п. 2, отличающееся тем, что внутри радиусного колена мундштука установлена пружина из закаленной стали.
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Сварочная головка для наплавки металла на внутреннюю поверхность цилиндрического изделия | 1986 |
|
SU1298021A1 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1994 |
|
RU2111839C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| US 6448531 B1, 10.09.2002 | |||

