Известно устройство для автоматической центровки груб, включающее два зажима для каждой из свариваемой части трубы. Одни нз зажимов перемещается в вертикальиом иаиравлеиии от электропривода по сигналам, вырабатываемым датчиками, установленными на трубе.
Предложенное устройство отличается от известного , что второй зажим снабжен дополнительным нригзодом неремещения в нонеречиом иапраплении, перпендикулярном нервому, также связанным через систему управления с датчиком, который выполнен в виде прямоугольной призмы с размеп),ениымн на ней контактами и установлеи на подвижном рычаге с электромеханическим ирнводом. Это позволяет повысить точиость центровкн труб.
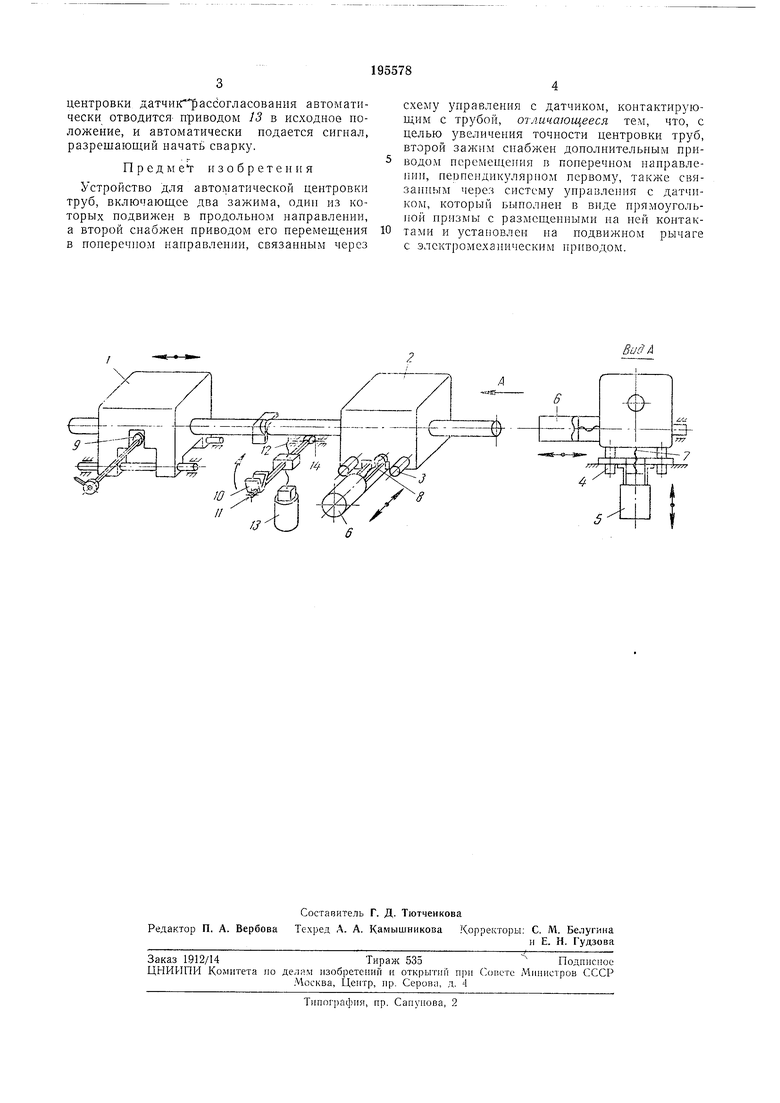
На чертеже показано предлагаемое устройство.
Подвижные пневмозажимы / и 2 предназначены для зажима евариваемых труб н являются исполнительными звеньями ириводов центровки груб. Пневмозажим 2 может перемещаться в двух взаимно пернендикуляриых плоскостях по направляющим 3 и 4 от электроприводов вертикального 5 н горнзонтального 6 перемещения через соответствующие ходовые вииты 7 и 8. Иневмозажим / перемещается вручную эксцентриком 9 цо направляющил вдоль оси С15аривае: 1ых труб до 2 мм. Это движение вызвано необходимостью подБОда торца одной из труб до упора с зажатой другой но окоичаии процесса цситровки.
Электромеха1Н ческнй датчик рассогласова1и-)я 10, вынолненный в форме нрямоугол1;иой призмы с размещенным - на нел1 четырьмя контактами, закреилси на нодвнжном t b 4aге //. При враи1, ходового винта 12 от электромеханического нрнпода 13 рычаг поворачивается вокруг осп 14 и подводит датчик рассогласования к стыку труб, llpii реверсированнн рычап с датчнком возпрящается в исходное иоложение.
Процесс автоматической центровкн труб осущест ляется следуюидим образом.
Г1осле того как обе трубы закреилеиы в нневмозажн1 ах, автоматически или по воле
оператора подается команда на двигатель Г рнвода 13, и датчик центровкн подводится к трубам до унора. В случае иесоосностн труб датчик нодает электр гческне сигналы рассогласо1.ания на двнгателн улектронрнводов ,-1 н 6, которые начинают вращаться н неpCMCHiasoT в ианрав;1Я он1нх правый ииевмозажим в стороиу согл;1сован1;я до совмещения осей труб в стыке. При соосности труб датчик снп.алы на
центровки датчиьГ ассогласования автоматически отводится приводом 13 в исходное положение, и автоматически подается сигнал, разрешающий начать сварку.
П р е д м ег изобретения
Устройство для автоматической центровки труб, включающее два зажима, один из которых подвижен в продольном направлении, а второй снабжен приводом его перемещения в поперечном направлении, связанным через
схему управления с датчиком, контактирующим с трубой, отличающееся тем, что, с целью увеличения точности центровки труб, второй зажим снабжен дополнительным приводом псремен;е гия в понеречиом направлении, перпендикулярном первому, также связанным через систему унравления с датчиком, который выполнен в виде ирямоугольной призмы с размещенными на ней контактами и установлен иа подвижном рычаге с электромеханическнм прнводом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки труб | 1984 |
|
SU1214379A1 |
| Зажимной патрон | 1990 |
|
SU1787072A3 |
| Устройство для изготовления труб с поперечным профилированием из термопластичного полимера | 1979 |
|
SU906352A3 |
| Установка для контактной стыковой сварки труб | 1985 |
|
SU1440644A1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Устройство для центрирования трубпРи СТыКОВКЕ пОд СВАРКу | 1979 |
|
SU846206A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ ПРИ СТЫКОВКЕ ПОД СВАРКУ | 1991 |
|
RU2053086C1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
