I
Г
о
О5
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Машина для контактной стыковой сварки | 1988 |
|
SU1608028A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| Установка для контактной стыковой сварки труб | 1970 |
|
SU351423A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| МАШИНА ДЛЯ СТЫКОВОЙ ПРЕССОВОЙ СВАРКИ ТРУБ | 2008 |
|
RU2416503C2 |
Изобретение относится к области контактной стыковой сварки. Целью изобретения является упрощение конструкции. Установка содержит механизмы зажима, механизмы оплавления и осадки и средство позиционирования. Механизмы зажима включают кулачки, установленные оппозитно на ползунах 9, 10, связанных с приводами, выполненными в виде силовых цилиндров 7, 8, рабочие полости которых сообщены друг с другом. Механизмы оплавления и осадки выполнены в виде силовых цилиндров. Средство позиционирования выполнено в виде призмы 15, связанной со штоком силового цилиндра, и установлено с возможностью перемещения в плоскости, перпендикулярной плоскости ползунов. В ползунах механизмов зажима выполнены пазы 13, 14, в которых расположены штоки 5 силовых цилиндров механизмов оплавления и осадки. 1 з. п. ф-лы 4 ил. с & (Л
5s I У/////7А/7/Х/7/ Г 777/X//J(77//// |.
3 fffffY Y чж / 77777. g
5 i5 23 iV
fus. /
1
Изобретение относится к контактной стыковой сварке.
Цель изобретения - упрощение конструкции путем отсутствия кинематической связи между ползунами.
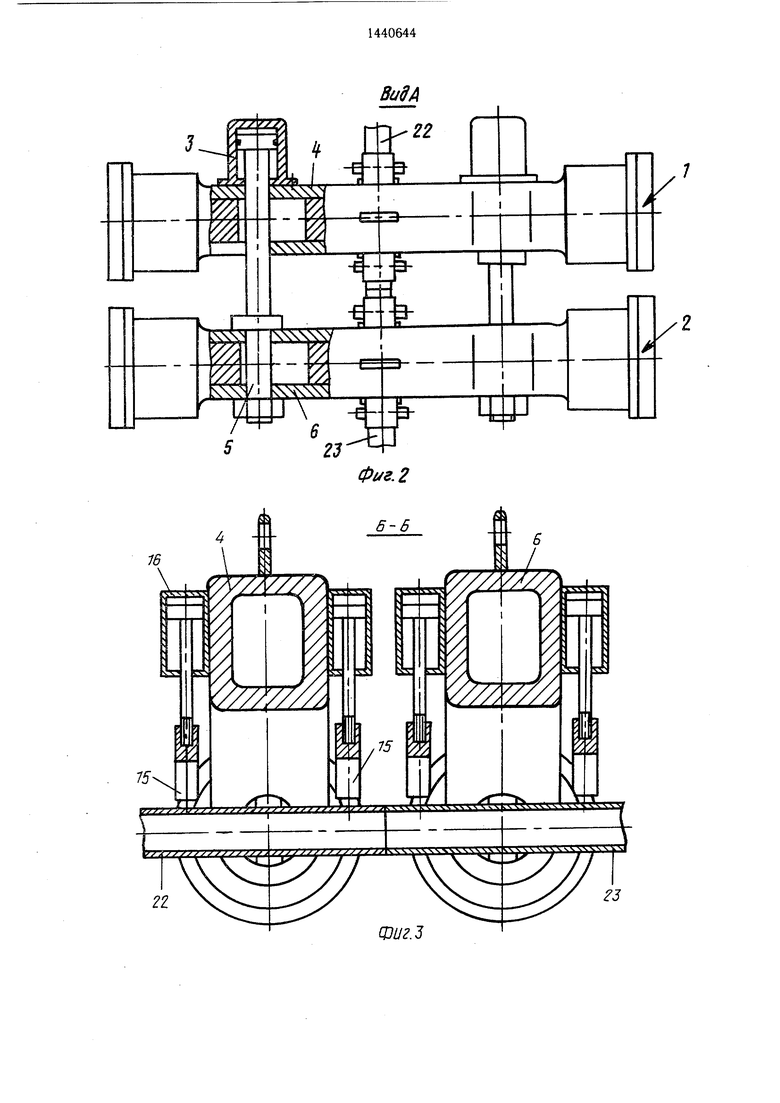
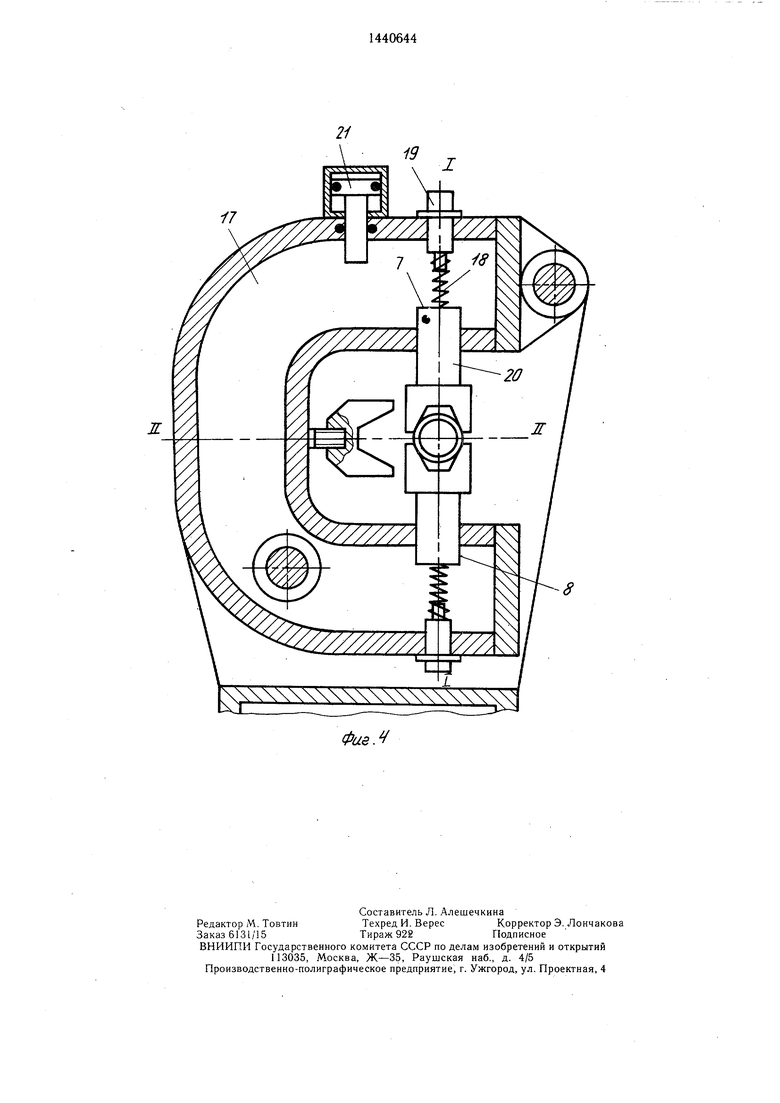
На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вариант выполнения механизма зажима.
Установка для контактной стыковой свар1440644
быть разобщены, оставаясь подключенными совместно для каждой пары цилиндров 7, 8. При зажиме (одновременном либо раздельном) свариваемых труб 22 и 23 торцы труб будут сцентрированы по оси I-I, что может быть достигнуто совместной обработкой посадочных мест зажимных призм 11 и 12. Для точного совмещения центров сечения свариваемых труб 22 и 23 необходимо их сцентрировать по оси И-И. Поски труб содержит два механизма 1, 2 зажима, Ю ле зажима труб 22 и 23 включаются силовые
цилиндры 16 и призмы 15, наезжая раструбом призм на трубы 22 и 23, смещают всю. систему механизмов зажатия до касания труб одновременно с обеими гранями
два механизма оплавления и осадки, корпуса 3 силовых цилиндров которых жестко закреплены на корпусе 4 механизма 1 зажима, а штоки 5, связывающие корпуса цилиндров механизмов зажима, имеют упоры, кон- АС призм 15.
тактирующие с корпусом 6. Каждый механизм 1, 2 зажима содержит силовые цилиндры 7, 8, установленные навстречу друг другу. На ползунах 9, 10 силовых цилиндров закреплены зажимные кулачки, выполненные
Во избежание перекоса подвижные призмы 15 установлены с двух сторон корпуса механизма зажима.
После силового зажима труб призмами Г1, 12 каждого механизма зажима и их
в виде призм 11, 12. В ползунах 9 и 10 меха- 20 позиционирования с помощью призм 15 пронизма зажима выполнены пазы 13 и 14, в которых расположены щтоки 5 механизмов оплавления и осадки. На корпусах 4 и 6 механизмов зажима смонтированы средства позиционирования в виде призм 15, связанных со штоком силовых цилиндров 16.
Полости силовых цилиндров 7, 8 зажима сообщены между собой посредством щланга высокого давления (не показан). При втором варианте выполнения механизмов за25
изводится сварка известным способом. Затем отводятся призмы, выводятся ползуны силовых цилиндров из контакта со сваренной трубой (рабочая жидкость подается в полости, противоположные рабочим полостям Г).
Установка с помощью крана передвигается к следующему стыку и процесс сварки повторяется.
Таким образом, предлагаемая конструкжима в каждом корпусе выполнена герме- п механизмов зажима позволяет просты- тичная полость 17, заполненная рабочей жидкостью, и установлены связанные с пружинами 18 возврата, закрепленными на регулировочных винтах 19, плунжеры 20, обеспечивающие зажим трубы. Полости 17 каждого корпуса 4 и 6 соединены щлангом высо- 35 кого давления (не показан). По крайней мере одна из полостей 17 снабжена мультипликатором 21, установленным на одном из корпусов механизма зажима. Установка осуществляет контактную стыковую сварку труб 22 и 23.40
Установка для контактной стыковой сварки труб работает следующим образом.
Свариваемые трубы 22 и 23 подаются в зону зажимных призм 11 и 12 каждого механизма 1 и 2 зажима.
Рабочая жидкость подается в рабочие полости Г силовых цилиндров 7 и 8 зажима, ползуны 9 и 10 которых перемещают призмы 11 и 12 до упора в трубу механизма зажима. Так как полости Г силовых цилиндров 7, 8 механизмов 1 и 2 зажима соединены 50 ползунов, при этом рабочие полости силовых
45
ми средствами получить высокую точность центровки свариваемых труб, что обеспечивает повыщение качества сварки готовой продукции.
Формула изобретения
цилиндров механизмов зажима сообщены друг с другом.
шлангом высокого давления, то давление в них будет возрастать одновременно и зажим труб 22 и 23 будет также происходить одновременно.
Если требуется по технологическому
цилиндров механизмов зажима сообщены друг с другом.
процессу сварки раздельное зажатие концов 55 силовых цилиндров механизма оплавления свариваемых труб, то полости Г должны и осадки.
1440644
быть разобщены, оставаясь подключенными совместно для каждой пары цилиндров 7, 8. При зажиме (одновременном либо раздельном) свариваемых труб 22 и 23 торцы труб будут сцентрированы по оси I-I, что может быть достигнуто совместной обработкой посадочных мест зажимных призм 11 и 12. Для точного совмещения центров сечения свариваемых труб 22 и 23 необходимо их сцентрировать по оси И-И. Пос ле зажима труб 22 и 23 включаются силовые
призм 15.
Во избежание перекоса подвижные призмы 15 установлены с двух сторон корпуса механизма зажима.
После силового зажима труб призмами Г1, 12 каждого механизма зажима и их
позиционирования с помощью призм 15 про
изводится сварка известным способом. Затем отводятся призмы, выводятся ползуны силовых цилиндров из контакта со сваренной трубой (рабочая жидкость подается в полости, противоположные рабочим полостям Г).
Установка с помощью крана передвигается к следующему стыку и процесс сварки повторяется.
Таким образом, предлагаемая конструк механизмов зажима позволяет просты- 5 0
0 ползунов, при этом рабочие полости силовых
5
ми средствами получить высокую точность центровки свариваемых труб, что обеспечивает повыщение качества сварки готовой продукции.
Формула изобретения
ползунов, при этом рабочие полости силовых
цилиндров механизмов зажима сообщены друг с другом.
16
21
озиг.
i7
Фие.
19
I
8
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОБСАДНЫХ ТРУБ НАД УСТБЕМ СКВАЖИНБ1 | 0 |
|
SU231040A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
