12
Изобретение относится к пайке труб, а точнее к устройствам для пайки, которые могут быть использо ваны для соединения труб при строительстве трубопроводов.
Технологический процесс пайки стыков труб предусматривает центри - рование, заключающееся в совмещении паяемых поверхностей торцов труб с целью устранения зазоров, отведе ние присоединяемой трубы дпя внесения припоя в стык, стыковку труб, создание осевого усилия на паяемый стык и обеспечение жесткой фиксации паяемых труб.
Целью изобретения является повышение точности центровки при пайке горизонтально расположенных труб.
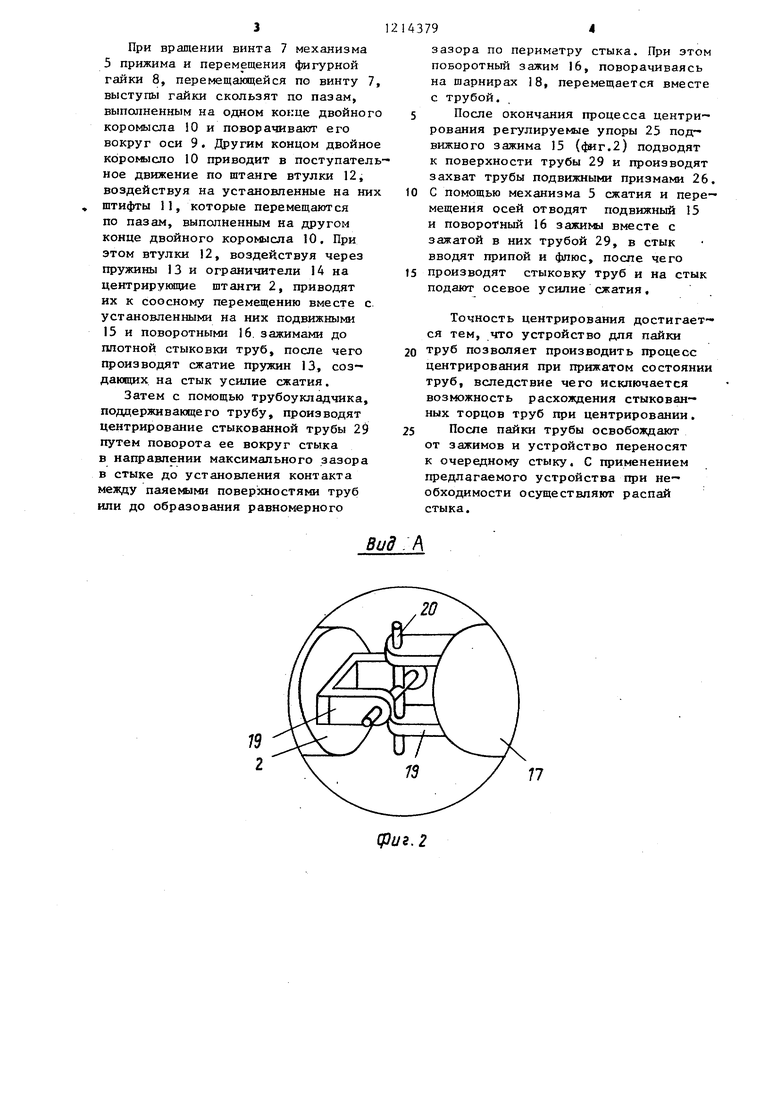
На фиг,1 показано устройство для пайки труб, вид сбоку; на фиг.2 - вид А иа фиг.1; на фиг.З - сечение Б-Б на фиг.1 (конструкция подвижного зажима); на фиг,4 - сечение В-В на фиг.1 (конструкция поворотного зажима, шарнирно соединенного штангами),
В устройстве дпй пайки труб на корпусе 1 с двумя подвижными в осевом направлении параллельными центрирукицими штангами 2 установлено нагревательное оборудование 3, а также жестко смонтированы неподвижный зажим 4 и механизм 5 прижима и перемещения паяемой трубы. Механизм 5 выполнен в виде кронштейна 6 с винтом 7, фигурной гайкой 8 и вращающегося вокруг оси 9 двойного коромысла 10. Механизм 5 кинематически связан с штангами 2 посредством штифтов 1I с втулками 12, установленными на одном конце концентрирующих штанг 2 с возможностью перемещения по ним. Втулки 12 контактируют с одетыми на штанги 2 пружинами 13, упиракяцимися в ограничители 14, закрепленные на штангах 2. На другом конце штанг 2 установлены подвижный зажим 15 и по.воротный зажим 16 с рамой 17. Между зажимами 15 и 16 на центрирующих штангах 2 установлен шарнир- Н1)Ш механизм 18, содержащий четыре серьги 19, попарно соединенные двумя крестовинами 20. При этом каждая серьга имеет возможность перемещаться по оси крестовин 20, что обеспечивает механизму 18 две степени свободы. Подвижный зажим 15 жестко
143792
закрепхсен на центрирующих штангах 2, Поворотный зажим 16 с каждой из штанг 2 посредством шарнирного механизма 18, при этом
5 одна серьга 19 жестко связана с торцом соответствунлцей штанги, а другая - жестко закреплена на раме 17 поворотного зажима,
Зажимы 4, 15 и 16 выполнены в
10 виде рычажных механизмов. Неподвижный 4 и поворотный 16 зажимы аналогичны по конструкции и содержат каждый подвижную 21 и неподвижную 22 призмы. Подвижная призма 21 шар-
15 нирно смонтирована на рычаге 23 с возможностью поворота вокруг штанги
2с помощью гаечно-винтовой пары 24. Неподвижная призма 22 смонтирована на раме 17, Подвижный зажим 15
20 содержит регулируемые упоры 25 и подв1 жн:ую призму 26 с рычагом 27, конструктивно аналогичную призме
21 с рычагом 23.;
Подвижный зажим 15 обеспечивает 25 фиксацию отцентрированного конца трубы перед пайкой,
При увеличении габаритов соединяемых труб количество подвижных аажи;мов 15 может быть увеличено. 3Q В зависимости от конструкхщи механизма 5 прижима и перемещения пру- яшны 13 ограничители 14 могут быть заменены гидравлической или 1шевматической системой,
Устройство работает следуклцим образом.,
В подвешенном состоянии устройство подают к стыкуемым концам труб и производят захват и зажатие конца 28 плети труб с помощью подвижной 21 и неподвижной 22 призм неподвижного зажима 4 таким образом, чтобы нагревательное оборудование
3располагалось над стыком (фиг.1).
Далее трубы стыкуют путем прижатия конца соединяемой трубы 29 к регулируемым упорам 25 зажима 15 и перемещения ее до соприкосновения паяемых поверхностей труб.При этом регулируемые упоры 25 выполняют функцию направляющих для перемещения трубы 29. После этого производят захват конца паяемой трубы 29, подвешенной на стреле трубоукладчика (не показан), призмами 21 и 22 поворотного зажима 16, после чего вращением винта 7 осуществляют плотное прижатие труб и создают осевое усилие сжатия на стык.
35
40
45
50
При вращении винта 7 механизма 5 прижима и перемещения фигурной гайки 8, перемещакщейся по винту 7, выступы гайки скользят по пазам, выполненным на одном конце двойного коромысла 10 и поворачивают его вокруг оси 9. Другим концом двойное коромысло 10 приводит в поступательное движение по штанге втулки 12, воздействуя на установленные на них штифты 11, которые перемещаются по пазам, выполненным на другом конце двойного коромысла 10, При этом втулки 12, воздействуя через пружины 13 и ограничители 14 на цеитрируннцие штанги 2, приводят их к соосному перемещению вместе с установленными на них подвижными 15 и поворотными 16. зажимами до плотной стыковки труб, после чего производят сжатие пружин 13, создающих на стык усилие сжатия.
Затем с помощью трубоукладчика, поддерживающего трубу, производят центрирование стыкованной трубы 29 путем поворота ее вокруг стыка в направлении максимального зазора в стыке до установления контакта между паяес-алми поверхностями труб или до образования равномерного
зазора по периметру стыка. При этом поворотный зажим 16, поворачиваясь на шарнирах 18, перемещается вместе с трубой.
После окончания процесса центрирования регулируемые упоры 25 подвижного зажима 15 (фиг,2} подводят к поверхности трубы 29 и производят захват трубы подвижными призмами 26, С помощью механизма 5 сжатия и перемещения осей отводят подвижный 15 и поворотный 16 захкыы вместе с зажатой в них трубой 29, в стык вводят припой и флюс, после чего производят стыковку труб и на стык подают осевое усилие сжатия.
Точность центрирования достигается тем, что устройство для пайки
труб позволяет производить процесс центрирования при прижатом состоянии труб, вследствие чего исключается возможность расхождения стыкованных торцов труб при центрировании.
После пайки трубы освобождают от зажимов и устройство переносят к очередному стыку, С применением предлагаемого устройства при необходимости осуществляют распай стыка.
Вид - Д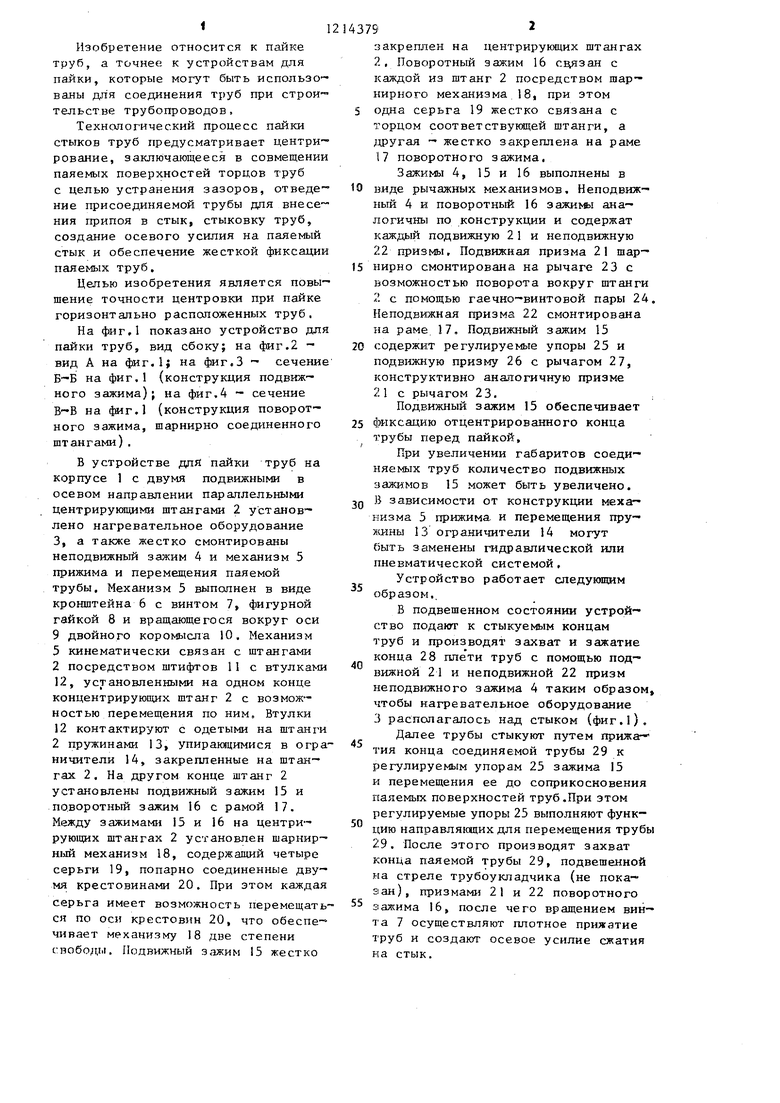
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки обсадных трубНАд уСТьЕМ СКВАжиНы | 1978 |
|
SU806326A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Внутреннее устройство для сборки под сварку кольцевых стыков обечаек | 1982 |
|
SU1079393A1 |
| Машина для контактной стыковойСВАРКи ТРуб | 1978 |
|
SU818788A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| Установка для стыковой электроконтактной сварки магистрального трубопровода | 1975 |
|
SU632527A1 |
| Сварочный комплекс | 1983 |
|
SU1696210A1 |
| Способ изготовления обрезиненного кордного полотна и устройство для его осуществления | 1977 |
|
SU736866A3 |

Cpus.2
Редактор Т.Парфенова
Составитель Г.Теслин
Техред М.Пароцай Корректор Т.Колб
829/20Тираж 1000Подписное
ВНИИШ Государственного комитета СССР по делам изобретений н открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д. 4/5
Фипиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР | |||
| Устройство для пайки обсадных трубНАд уСТьЕМ СКВАжиНы | 1978 |
|
SU806326A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
