Известно устройство для изготовления резиновой обуви методом онрессовки внутреииин давлением, включаюи ее смонтированные на станине две полуматрицы, нуансон, сердечник с эластичной камерой, средства для иере,1еи ения сердечника. Такое устройство не позволяет повысить производительность труда, а также улучшить качество изделий.
Предлагается устройство для изготовления резиновой обуви методом опрессозки виутреиним давлением, отлкчаюндееся от известного тем, что иолуматрицы закреплены на связанных с пуансоном рычажно-шариириой системой подвижных каретках и снабжены иальцами, сонряженными с копира:ми, действующими от штока пиевмоцилиндра. Кроме того, устройство снабжеио механизмом фиксации сердечника, состоящим из двух поднружп 1еииых между собой частей, верхняя из которых, жестко закрепленная на сердечнике, нерс:.(ен1ается до унора но направляющим иижией части, жестко связанной с кареткой конвейера. При применении предлагаемого устройства повышается нроизводительпость труда, а также улучптается качество изделий.
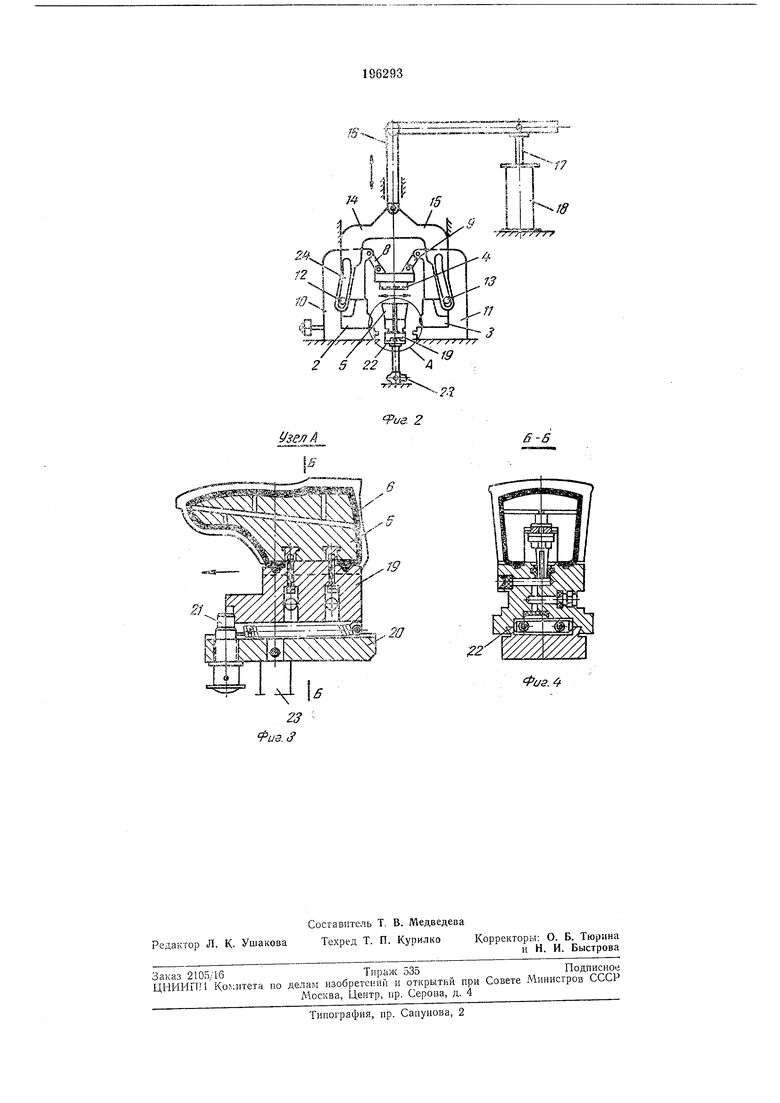
на фиг. 2; на фиг. 4 - разрез по Б-Б па фиг. 3.
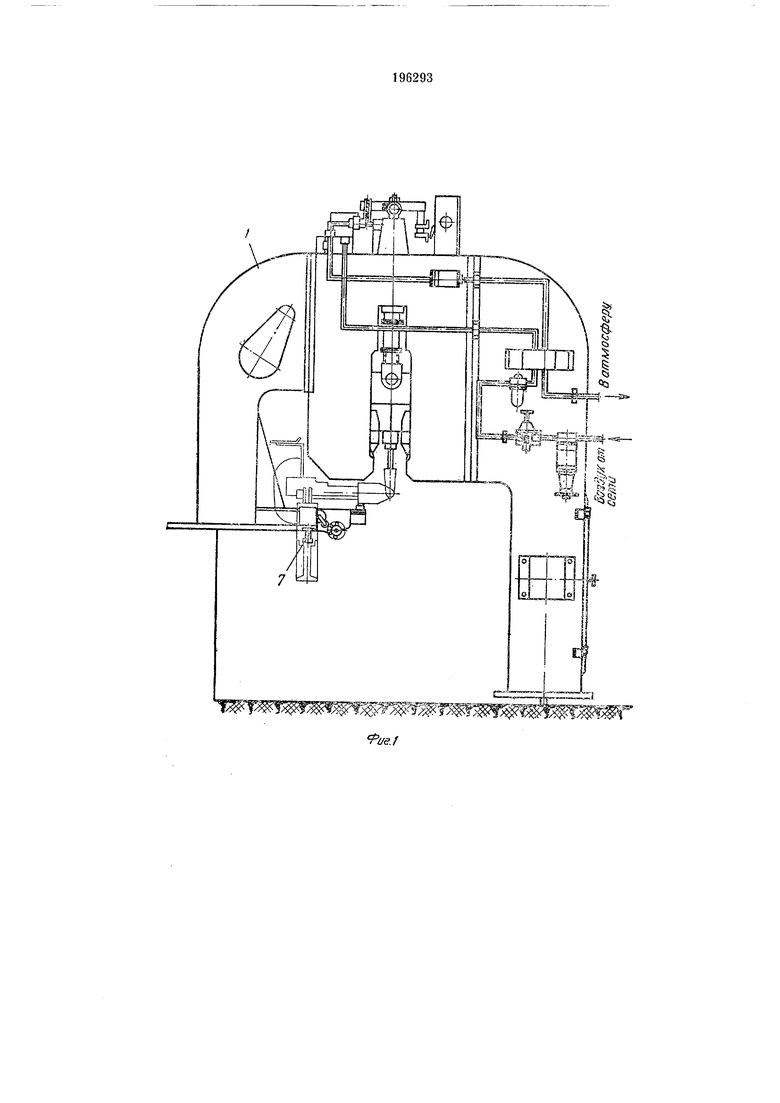
Устройство содержит cJiOHTiipOBaHHbie на станине / две нолуматрицы 2 п 3, пуаисон 4, сердечник 5 с эластичной камерой 6, средства 7 для перемещения сердечиика 5. Полуматрицы 2 I 3 закреплеиы иа связапных с нуансоиом 4 рычажно-шарнирпой системой 8 и 9 подвижных каретках 10 и // и снабжены пальцами 12 и 13, сонряжеииыми с коиирами 14 и 15, действующими через тяги 16 от штока 17 иневмоцилиндра 18.
Л1еха1И зм фиксации сердеч И1ка вынолиен в виде разъемного основания, состоящего из двух поднружинеиных между собой частей 19 п 20, верхняя из которых -19, жестко закреилениая на сердечнике 5, перемещается до упора 21 по направляющи.м 22 иижней части 20, жестко связаиной с кареткой 23 конвейера. На сердечнике 5 с эластичной камерой 6 собираются резииовые детали.
При подходе очередной каретки с сердечником 5 к полуматрицам 2 и 5 конечным выключателем подается импульс на механизм фиксаГции сердечника 5. Верхняя часть 19 основания механизма фиксац ;Н, иеремещаясь по направляющил 22 нижией части 20, контактирует с уиором 21, подается имнульс иа смыкание нолуматрнц 2 и 3. Сжатьп воздух, иоиадая в верхнюю полость пневмоцилиндра 18, деиствует на шток 17, и копиры 14 и 15 через тяги 16, перемещаясь вертикально, сдвигают каретки 10 и 11. Пальцы 12 и 13, перемещаясь в прорезях.24 копиров 14 и 15, смыкают полуматрицы 2 и 5. Пуансон 4 совершает движение по вертикали при помощи рычажпо-шарпирпой системы 5 и 5 от движения кареток 10 и 11.
Перемещения полуматриц 2 и 5 и пуансона 4, а также смыкание их осуществляется пневмоцилипдром 18. Системой конечных выключателей при этом обеспечивается последовательно отключение конечного хода штока 17 и выключение системы подачи сжатого воздуха внутрь сердечника 5.
Поступивший в сердечник 5 сжатый воздух наполняет эластичную камеру 6 и прижимает резиновые детали, собранные предварительно на сердечнике 5 поверхности формы, соединяет их и формует изделие.
После заданной выдержки опрессовки изделия автоматически стравливается воздух из полости эластичной камеры 6, раскрывается форма. Затем сжатый воздух подается в нижнюю полость цилиндра 18, шток /7 и копиры 14 и 15 поднимутся и изделие передвинется
конвейером на один шаг, выйдя при этом из формы.
Предмет изобретения
1.Устройство для изготовления резиновой обуви методом опрессовки внутренним давдепием, включающее смонтированные на станине две полуматрицы, пуансон, сердечник сэластичной камерой, средства для перемещения сердечника, отличающееся тем, что, с целью повышения производительности труда и улучшения качества изделий, полуматрицы закреплены на связанных с пуансоном посредством
рычажно-шарнирной системы подвижных каретках и снабжены пальцами, сопряженными с копирами, действующими через тяги от штока пневмоцилиидра.
2.Устройство но п. 1, отличающееся тем, что оно снабжено механизмом фиксации сердечника, выполненным в виде разъемного основания, состоящего из двух подпружиненных между собой частей, верхняя из которых, жестко закрепленная на сердечнике, неремещается до упора по направляющим нижней части, жестко связанной с кареткой конвейера.
,;;j-
1Ь-,-7
fS
лг
/ тф Ът6-6
Фиг Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
| УСТРОЙСТВО для ВУЛКАНИЗАЦИИ РЕЗИНОВОГО НИЗАНА ОБУВИ | 1965 |
|
SU170333A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ И ТЕПЛОВОЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗИНОВОЙ ОБУВИ | 1973 |
|
SU373167A1 |
| МНОГООПЕРАЦИОННЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ОБУВИ | 1965 |
|
SU169018A1 |
| Автомат для обработки обуви | 1975 |
|
SU741850A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| Устройство для изготовления полых изделий из полимерных материалов,например резиновой обуви | 1971 |
|
SU515653A1 |
| Обжимной автомат | 1986 |
|
SU1378998A1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |