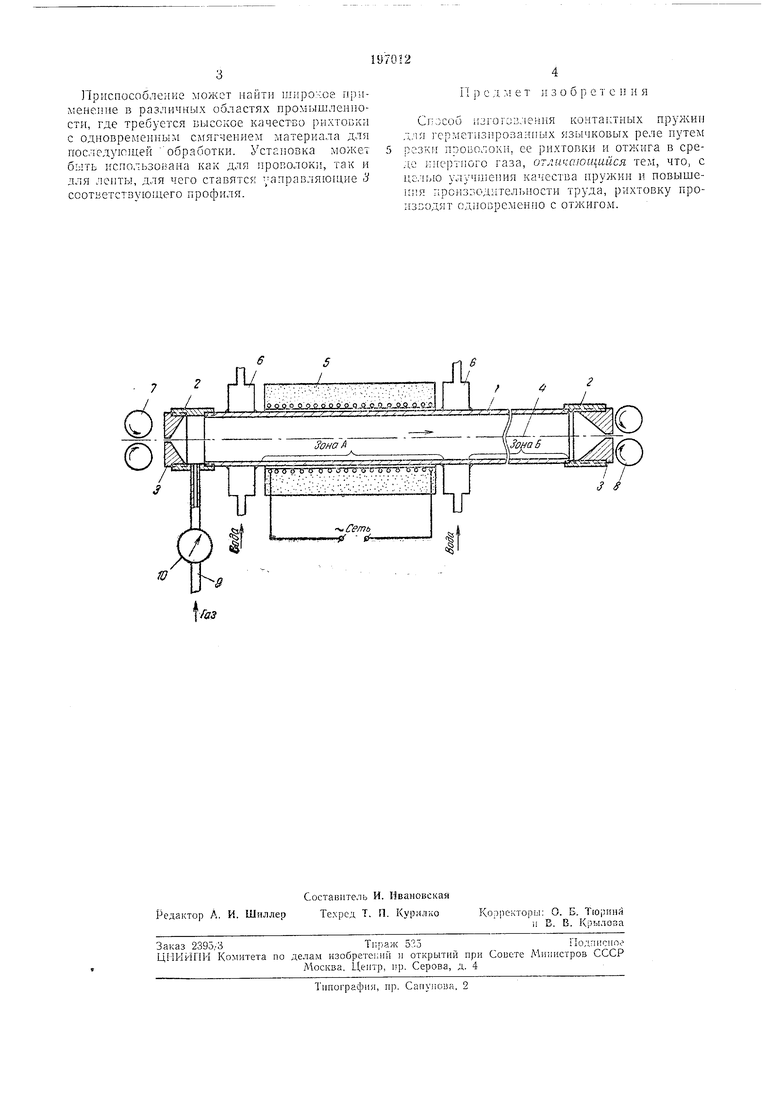
Известны способы изготовления контактных пружин для герметизированных язычков реле путем резкн проволоки, ее рихтовки и отжига в среде инертного газа. С целью улучшения качества пружин и повышения производительности труда согласно настоящему изобретению нредлагается рихтовку производить одновременно с отжигом. На чертеже показана установка, реализующая предложенный способ. Суть способа заключается в следующем: а)проволоку, обладающую радиальной кривизной (например, в результате предшествовавшего хранения в бухте), пропускают через вальцы, имеющие неодинаковую скорость вращения (т. е. придающие растяженне пропускаемой проволоке); б)одновременно с растяжением учасгок проволоки, находящийся между нервыми и вторыми вальцами, подвергают смягчающему отжигу в среде ипертиого газа; в)после растяжения, совмещенного с отжигом, нроволоку рубят на заготовки, которые затем обрабатывают но принятой технологии. Описываемая установка представляет собой стальную (кварцевую) трубу У, на концы которой навернуты (надеты) наконечники 2, имеющие текстолитовые направляющие 3, через которые проходит проволока 4. Непосредственно на трубу намотана печь 5 и прикреплены ограждающие холодильники 6. Постуная в трубу с бухты за счет вращения роликов 7, проволока проходит зону А, где разогревается до температуры размягчения и ноступает в зону Б охлахсдения иа ролики 8, которые вращаются с несколько большей скоростью чем ролики 7, что создает некоторое натяженне проволоки между роликами 7 и S, за счет чего и происходит рихтовка. Для предохранення от окисления во время нагрева через входной штуцер 9 непрерывно поступает инертный газ под небольшим давлением, которое контролируется манометром 10. Выход газа обеспечивается неплотностями в направляющих и проволокой. Зона Б выбирается такой, чтобы выходЯН1НЙ провод имел комнатную телшературу. Приспособление может быть совмещено t нарубочным устройством, обеснечивающим иужную длину заготовок. Производительность в этом случае возрастет в 20 раз (может быть увеличена за счет увеличения мощности печи, т. с. зоны А). Можно провести и дальнейшее совл:ен 1;енне со штамповочным устройством, что позволит создать авто.мат по изготовлению контакт1н х нружин геркопов. Диаметр нроволокп за счет вытяжкн при рихтовке меняется не более 0,02 мм.
Приспособление может найти широчое применение в различных областях промышлеипости, где требуется высокое качество рихтовки с одновремеиным смягчением материала для последующей обработки. Устглюзка может быть иснользована как для проволоки, так и для ленты, для чего ставятся уаиравляю цие соответствуюндего профиля.
И 1 е д : е т л з о б р е т е н и я
Способ изгогэилемия контактных пружип для герметизнрозанных язычковых реле иутем резки пооБолокн, ее рихтовки и отжига в среде киертиого газа, отличающийся тем, что, с цс.ьмо улучшения качества нружии и повышения гфоиззодителвности труда, рихтовку производят однооременно с от/кигом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЖИГА ИЗДЕЛИЙ В ЗАЩИТНОЙ СРЕДЕ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2352646C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ ПРОВОЛОКИ | 2000 |
|
RU2197543C2 |
| Устройство для непрерывного отжига кабельных жил | 1941 |
|
SU62012A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ПРОВОЛОК | 2010 |
|
RU2544327C2 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕЙ ЭЛЕКТРИЧЕСКИХ СОЕДИНИТЕЛЕЙ | 1993 |
|
RU2047253C1 |
| Устройство для размотки проволоки | 1989 |
|
SU1722650A1 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
OQOO OOpQQ OQ ji.j...CL.Q..5LS.-SLQ
а о о о атгтпус-гг -э 1гетг
-fS (fc
