Известно, что при уплотнении медиых токоироводящих жил кабе/leii происходит нагартовка проволоки. Медь же обладает свойством изменять свою проводимость в завнсилюстп от степени нагартовки: так, мягкая отожженная медь имеет проводимость па 2-3% больше, чем natартовапная твердая. При уплотнении медиых жил нагартовка сниукает проводимость их на 1,0-1,5io. В результате для обеспечения сгаиовлеииых требований к проводнмости жил кабелей, при применении уплотненных жил приходится увеличивать сечение их на 1,0-1,5%. Этот перерасход мог бы быть устранеп путем повторного отжига уплотненных жил, однако при существуюи1ем на кабельных заводах оборудовании отжиг без капитальных затрат осуп,ествить практически невозможно.
Предлагаемое устройство дает возможность без капитальных затра осун1ествить снятие нагартовкя с уплотненных и, следовательно, иовыснть проводимость меди.
Устройство это выполнено в виде двух групп роликовых контактов. Одна груипа предназначена для создания необходимой площади контактирования, а вторая группа - также и для уплотнения нагретой /килы.
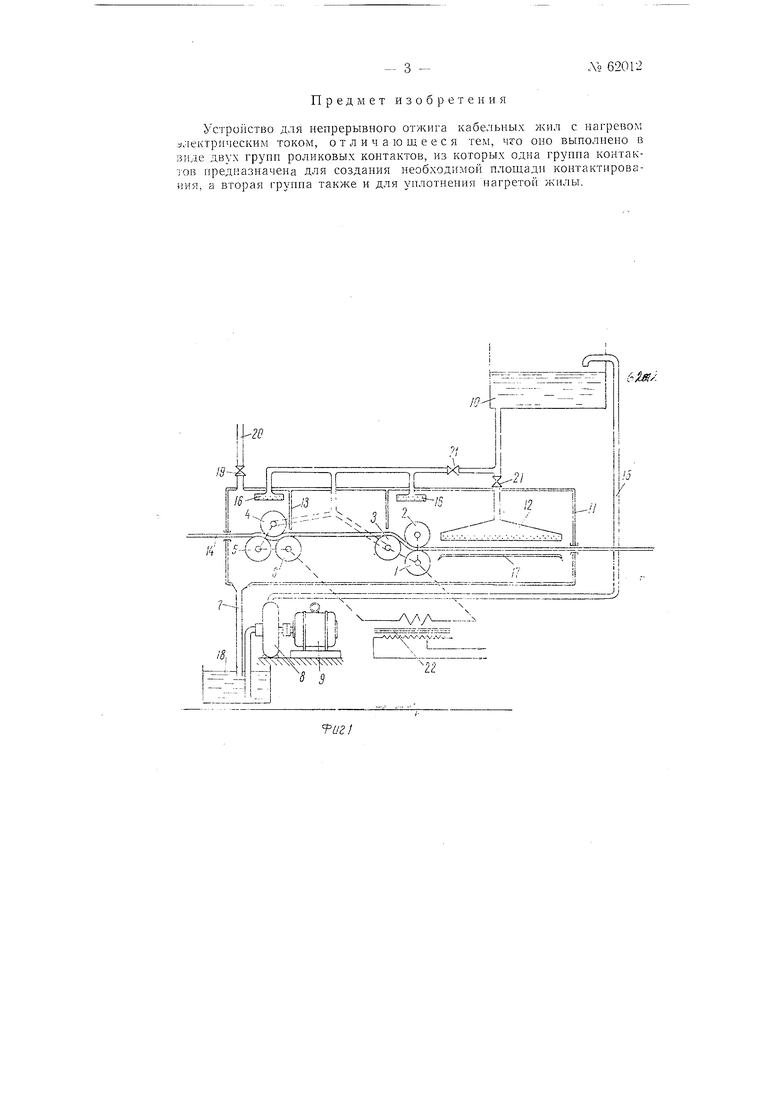
На фиг. 1 изображен обндий вид устройства; на фиг. 2, 3, 4 н 5 - разные формы расноложения роликов.
(.крученная из медных проволок жмла J4 сразу же, после уплотПЯ1ОИ.1.ИЛ вальцов, наирав.тяется в снецнальную нечь, которая установлена непосредствеппо на крутильиой или крутпльио-изолнровочной машине между унлотияющим устройством и бyмaгooб ютчикaми. В этой печи жила, ироходя между двумя груипами роликовых контактов /, 2, 3 и 4, 5, 6 (фиг. 1), нагревается подведенным к ЭТИАГ контактам электрическим током примерно до 300-400 . В результате тако1о нагрева медь
АО 62012-- 2 отжигг1ется. С целью предупреждения окисления меди, все устройство зак,1ючено а ко.тпак 11, в котором с помощью водяного пара или нейтрального газа поддерживается избыточное давление.
Для охлаждения контактных роликов во внутреннюю нолость их подается горячая вода. Кроме того, они поливаются снаружи нз розеток 16. Д;1я TOio, чтобы охлаждающая вода не попадала на нагреваемый участок жи.ты, установлены нредохранительиые щпткн 13. Отожженная жила 14 также охлаждаегся горячей водой, нодаваемой из розетки 12. Под розеткой 12, ниже проходящей жилы 14 расположен лоток 17, который служит для усиления охлаждения жнлы снизу за счет отраженных от лотка струй воды.
Количество горячей воды, подаваемой для ох.чаждения жилы, регулируется таким образом, чтобы жила, выходя нз отжигающего устройства, уже на расстоянии 0,3--0,5 лг, нолностыо высыхала.
Горячая вода, получаемая в самол устройстве нутем нагрева от ,;ы 14 и контактиых роликов, стекает по трубе 7 в резервуар 18, огкуда центробежным насосом 6, приводимым в движение электродвигателем 9, перегоняется ио трубопроводу /5 в напорный бак 10, откуда вновь постунает в розетки 16 н 12 на охлаждение и т. д. Для регулирования избыточного давления пара внутри нечи на пароотводной трубке -О предусмотрен вентиль 19. а для регулирования подачи воды через розетки нредусмотрснь вентили 21.
Д.1Я нагрева жилы предусмотрен ноннжающий трансформатор 22 MOHiHocTbK) около 200 кв с током во вюрнчной обмотке до 35000 а (для жнл сечением до 240 мм- включительно при скорости отжига 30 м/мин.
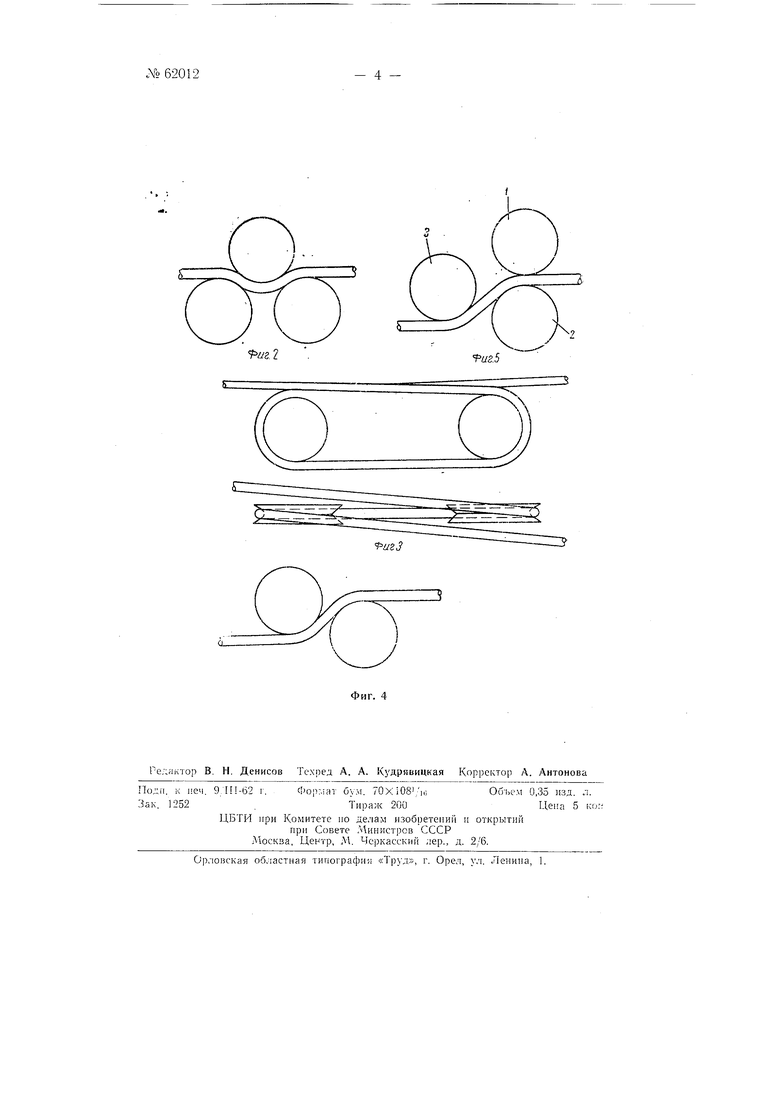
Для создания необходимой плон.щди контактирования между жилой н контактными роликами нредусмогрены различные способы расположения роликов, как эго изображено на фиг. 2, 3, 4.
С целью устраненип вытяжки нагретого участка жилы между контактными роликами, носледние долж1- ы иметь принудительный, синхронный с тяговым устройством станка нривод.
Процесс унлотнеиия жнл можно осуществить неносредственно а неч), пснользовав два из ролнков контактного роликового устройства в качестве унлотпяющнх вальцов (например, ролпки / и 2 фиг. 5 н 1).
При применении такого вида устройства можио скручивать жилу ii3 |1еотожженных нроволок, отжигая ее в онисапной печп н унлотняя ее в нагретом виде в роликах / и 2.
Так как нагрев проводника электрическим током может быть осуществлен в течение весьма короткого промежутка времени, аналогичное устройство может быть нрименено для отжига медной или ииой проволоки непоередственпо на во;ючильных мащинах на весьма больщих скоростях, причем не только нсред на.моткой на приемную катущку, но и в промежутке между фильерами, устранив, таким образо.м. и промежуlOiHbiii и окончате.пьный отжиг проволоки в нормальных для этой цели нечах.
В этом случае наиболее целесообразной будет схема нодводки тока, приведенная на фи1-. 3. Для того чтобы обеспечить хороший контакт и исключить момент вытягивания проволоки между роликами, носледние делаются с канавкой клиновидного сечения (с углом менее -15). Кроме того, ролики должны иметь принудительный привод, с1Н1Хронный с тяговым устройством станка.
В тех случаях, когда охлаждение проволоки водой невозможно изза сцепифнческих свойств отжигаемого металла, охлаждение его должно производиться паром и.лн струей нейтрального газа.
П р е д м е т и 3 о б р е т е н и я
Устройство для непрерывного отжига кабельных жил с нагрево ; электрическим током, отличающееся тем, чго оно выполнено в виде двух групн роликовых контактов, из которых одна грунна контактов предназначена для создания необходимой площади контактирования, а вторая группа также и для уплотнения нагретой жилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрического кабеля | 1940 |
|
SU62296A1 |
| СПОСОБ ПОДГОТОВКИ ХОЛОДНОТЯНУТЫХ ЗАГОТОВОК ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ ПОД СТЫКОВУЮ СВАРКУ | 1997 |
|
RU2131341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ С ПОВЫШЕННОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 2006 |
|
RU2310250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| УСТАНОВКА ДЛЯ ОТЖИГА С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА СТАЛИ В БУНТАХ | 1997 |
|
RU2133289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| Установка для термообработки проволоки | 1979 |
|
SU908863A1 |
| МЕДНЫЙ ОБМОТОЧНЫЙ ПРОВОД | 2022 |
|
RU2803190C1 |
| Способ электроконтактного нагрева металлических деталей | 1982 |
|
SU1446170A1 |
| Многоходовая установка для индукционного отжига проволоки | 1969 |
|
SU296445A1 |
аг.2
fus.S
