Предлагаемое изобретение касается устройств для прессовой формовки в опоках, движущихся на конвейере. В отличие от основного патента, в котором прессовая формовка в опоках производится при помощи пресса, расположенного над конвейером со скребковыми ящиками, в дополнительном патенте применен способ формовки по методу нижнего прессования, при котором гидравлический цилиндр или устройство, его заменяющее, помещены под конвейером-лентой, в виде бесконечной скребковой цепи.
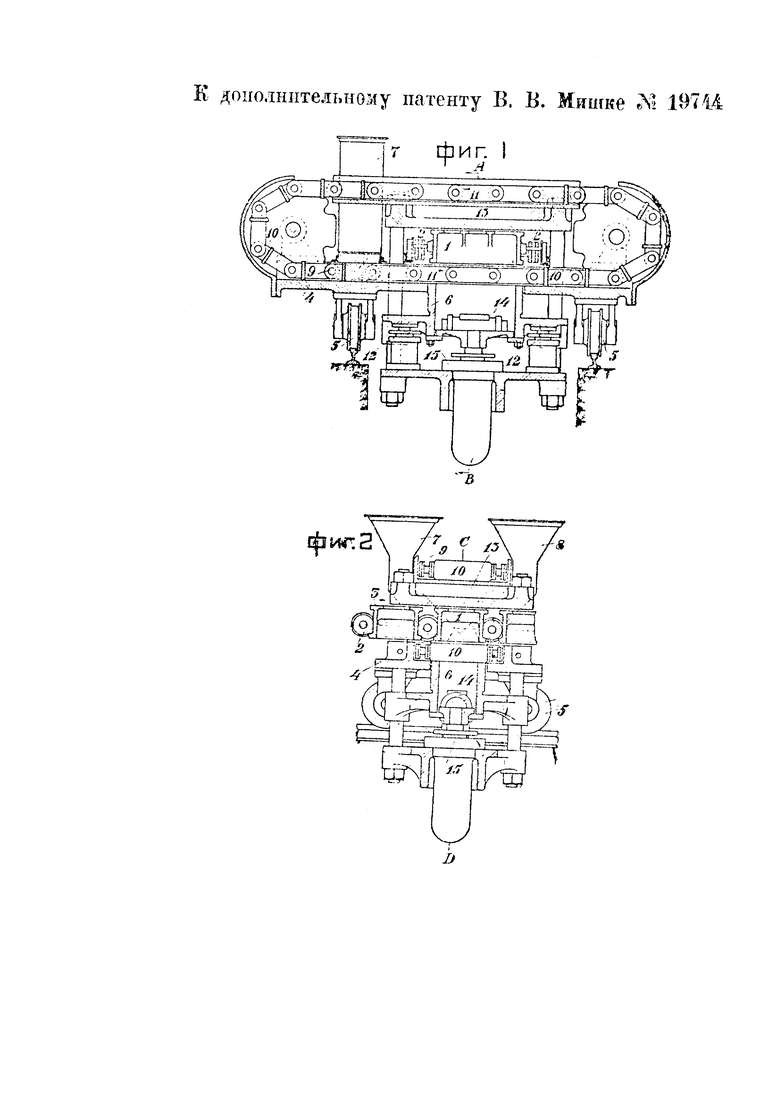
На чертеже фиг. 1 изображает разрез по линии CD устройства для формовки в опоках по методу нижнего прессования; фиг. 2 - разрез по линии A,В того же устройства.
При указанном устройстве прессовой формовки опоки 1 движутся непрерывно на конвейере 2 по стрелке 3 и должны одна за другой заформовываться по обычному способу нижнего прессования, но без снятия их с конвейера и останавливания (фиг. 1).
Формовочный пресс, в габарите которого проходит конвейер с опоками 1, опирается своим основанием 4 на колеса 5 так, что может делать небольшие поступательные движения в ту и другую сторону, параллельно движению конвейера, попеременно - то двигаясь вместе с конвейером и запрессовывая в это время землю в опоку, то идя навстречу конвейеру для того, чтобы вернуться назад после совершения некоторого пути вместе с ним. Во время движения навстречу следующей очередной опоки происходит зарядка формовочной землей подопечного ящика 6, при чем земля поступает из бункеров 7 и 8 на цепь 9 со скребками 10, цепь же движется по стрелкам 11 и тащит землю в ящик 6 (фиг. 1 и 2). Когда ящик наполнится, скребки сгребают лишнюю землю, выступающую выше уровня основания 4 формовочного пресса. Такое сгребание становится возможным благодаря тому, что к моменту наполнения ящика 6 подходит часть цепи 9, лишенная на некотором протяжении скребков. Такой момент как раз и дан на чертеже (фиг. 1). Бесскребковый участок цепи не подводит земли, а последний прошедший скребок сглаживает ее поверхность в ящике 6.
В таком положении пресс уже настолько подался навстречу, что очередная опока оказалась над ящиком 6. Тогда направление движения пресса меняется, и он идет уже в одну сторону с конвейером. Центрирующее приспособление любой конструкции приводит опоку 1 в точное совмещение с ящиком 6, для чего опока должна иметь некоторую свободу на конвейере. Дальше ящик 6 начинает подниматься под действием гидравлических цилиндров 12 или других приспособлений и прижимает опоку 1 к верхней плите 13 пресса. В это время цепь 9 останавливается, чтобы скребки не наехали слева на ящик 6. В опоку, зажатую между плитой 13 и ящиком 6, формовка производится путем впрессовывания в нее земли из ящика 6 при помощи модельной плиты 14, нажимаемой гидравлическим цилиндром 15 (фиг. 1 и 2). Ящик 6 делается много глубже, чем при обычном нижнем прессовании, из-за необходимости помещать в нем не только уплотнительный избыток земли, но и весь заряд ее для опоки. Когда модельная плита 14 дойдет до нижнего уровня опоки, форма готова, и плита отступает вниз, равно как и ящик 6. Опока освобождается от прижима к плите 13, а также от центрирующего приспособления и уходит дальше на конвейере, между тем, как пресс меняет свое попутное ему движение на противоположное для встречи новой опоки. Ящик 6 опускается до уровня основания пресса 4, цепь же 9 снова пускается по стрелкам 11 для нового наволакивания земли в ящик 6. Колебательные (переменно - поступательные) движения сообщаются прессу механизмом любой конструкции, обязанным лишь во время движения попутно конвейеру дать прессу скорость, довольно точно совпадающую со скоростью последнего. Небольшие отклонения могут быть компенсированы некоторой свободой посадки опоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессовой формовки в опоках, движущихся на конвейере | 1928 |
|
SU14565A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ МЕСТНЫХ НЕПЛОТНОСТЕЙ ПРИ ПРЕССОВОЙ ФОРМОВКЕ | 1928 |
|
SU18895A1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Формовочная машина | 1932 |
|
SU37815A1 |
| Автоматическая линия для изготовления литейных форм | 1986 |
|
SU1454238A3 |
| Приспособление для нижнего прессования к тряскопрессующими прессующим формовочным станкам | 1941 |
|
SU63151A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
1. Форма выполнения устройства по патенту №14565, отличающаяся тем, что, с целью производства формовки по методу нижнего прессования, гидравлический цилиндр 15 или устройство, его заменяющее, помещены под конвейерной лентой.
2. Форма выполнения устройства по п. 1, отличающаяся применением, взамен скребковых ящиков, бесконечной скребковой цепи.
