Нижнее прессование, как известно, является иаилучшим методом унлотнения формовочного материала для соответственно мелких форм нлоской конфигурации. За последние годы, благодаря целому ряду изобретений, машины нижнего поессования Обеспечивают и относительно высокую производительность.
Практически нижнее преосованяе
в условиях МЙССОВОГО НрОИЗВОДСТВа
обеспечивает повышение нроизводительности труда н-а 50-100% ио сравнению с верхним иресс&ванием.
Однако нижнее прессование получило меньшее применение, чем верхнее, потому, что: а) машины нижнего прессования, д.1Жб самые современные, не позволяют производить нредварительногО В:стряхиБания, б) машины нижнего ирессовамия органически сйязаиы с габаритом отдельных форм и в) нижнего нреосования затрудняют рациональное применение «дублетной формовки.
Вследствие отмеченных недостатков, область нpи ieнeния нижнею прессования ограничена илоскими массовыми отливками, которые при формовке не требуют предварительного встряхивания (радиаторы, конфорки. поршневые кольца и т. н.).
Настоящее нзобретение, с це.-ibio устранения указанных недостатксЗ, совершенствует известные для нижнего нресспвания приспособления, состоящие из постамента, несущего в прорезах своих боковых стенок H KHNtHoe коромысло с пижпен нанодмительной рамко ; и onoKoii, п «3 и / Ешё ;;:ой в::утри :рамки моделыюн плиты, лежаще нг.; вер-хнеГ: поверхности ностамеита. Отличителыгой особенностью изобретения является расположение между столом и коромыслом пружины, котор&я во время нрессования сжилгается, а после прессования, разжимаясь, автоматически поднимает оноку.
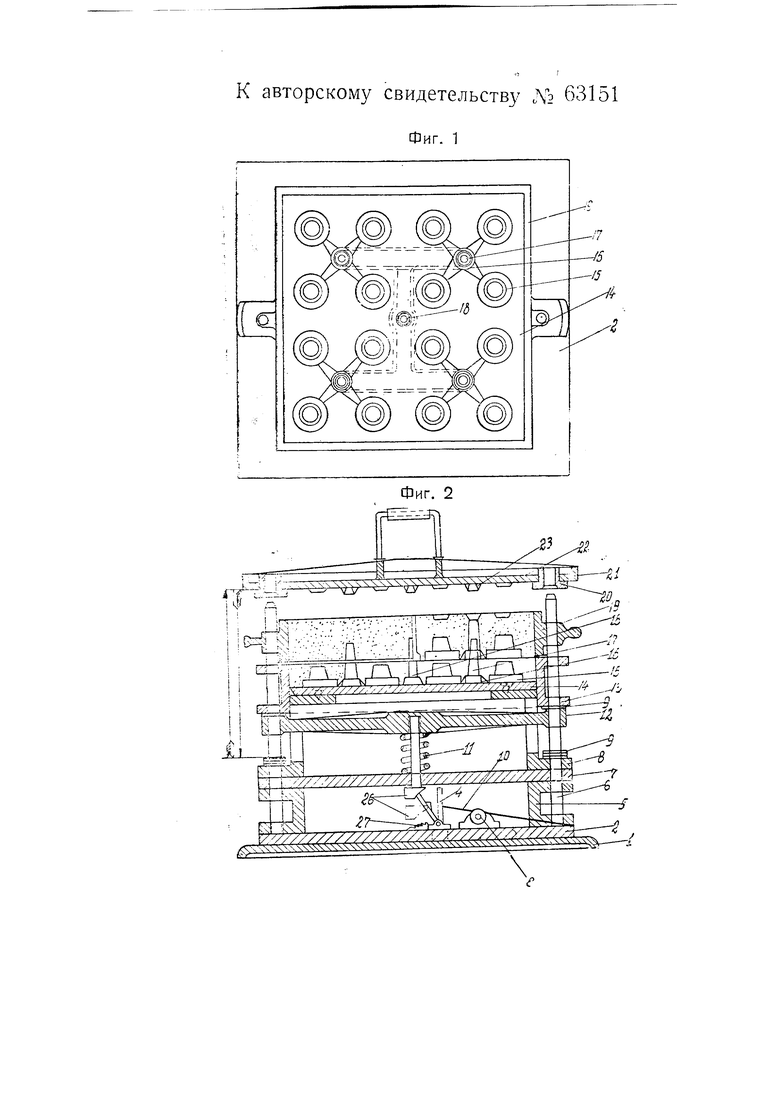
На чертеже фиг. 1 изобра/кает предлагаемое нрнспособление в виде сверху, а фиг. 2 - в продольном
разрезе, 11ричё.: левая половина этой фигуры показывает положение приспособлекия до- прессования, а ирЯБая - после прессования.
На стол 1 тряскопрессующего станка устана-вливается плита 2, к которой крепится автоматически действующая опора, состоящая из тягп 10, пропущеппой через ролик 3, стойки 4 иа шарнире и пружппы 27, которая до момента прессования подпирает .флапец 26. На опорную плиту устанавливается нижняя часть npeocoJBoro постамента 5, aia которую помещается промежуточная плита 7. Верхняя часть прессового постаTiieHTa 8 устанавливается на промежуточную плиту 7 и имеет прорези, nejjea которые двигается по вертикали нажимное коромысло 12; направляющими для последнего являются сквозные контрольные щтыри 6. Детали 1, 2, 5, 7 и 8 скреплены между собой. В верхней части прессОВого постамента 8 имеется прорезь (оюио) для вибратора. Модельная плита 14 для удобства смены устанавливается при помощи лищь коптрольных щпилек.
На пал 1ИМ«ом корс мысле 12 установлена ниукняя наполпительная рамка 13, па которую уже ставится при формовке опока 19. До момента прес:сования пажим-ное коромысло подпирается пружиной 11 автоматического съёма опоки п фиксируется в это-м положении
СТОЙКОЙ 4 ОЛОрЫ.
На рамку 13 устанавливают опоку 19. Затем насыпают полную опоку (и рамку) формовочным материалом (см. левую половину фиг. 2). При высоких моделях производят встрях1ивание, подводят прессовую траверсу (линейка прессовой траверсы сгребает излищек земли) и производят npeciCoBaHHe. В момент нажима на прессовую (Рукоятку ОПориая (Стойка 4 три помощи тяги 10, соедвиёинойспр-есcoBoii рукояткой, выводится фланца 26.
В момент непосредственнОЮ прессова1н ия вся система с опокой поднимается к плите верхней Tpaiверсьт 21, причё.м контрольные щтыри 6 попадают вю втулки 20. После того как площадь разрыхлёнпо земли в оноке 19 коснётся илиты траверсы 21, модельная плита 14 с моделями и литниковой системой (нижняя часть модели 15, питатель 16, сифо.чный стояк 17, центровой стояк 18) вдавливает соответствующий избыток земли в опоку, а пружина 11 сжимается. После вьн ;лючения давления пружина 11 производит автоматически съём опоки над модельной плитой (см. правую половину фиг. 2). Для регулирования высоты наполнительной рамки с,1ужат кольца 9, кото ;ые переставляются над или под коромыслом.
На чертеже цифрой 22 обозпачепа Еерхияя часть моде.ли, а цифрой 23 - модель воронки.
П р е д м е т изобретения
1.Приспособление для нижнего прессования к тряскюпрессующим и прессующим фОрмовочнЫМ станкам, состоящее из жёстко укреплённого на столе cTaiHKa прессового постамента, несущего в прорезах боковых своих -стенок нажимное короМЫ1СЛО С нижней н:аполК ительной рамкой и ОПОКОЙ, и из помещённой Е;нутри 1)амки модельпой плиты, лежащей на верхней плоскости постамента,о т л и ч ai ю ще е с я применением расположенной между столами 1 И коромыслом 12 и снабжённой вижним упором пружины 11, сжимаемой во время прессов1аиия и предназначенной при разжатии после прессОВакия для автоматического подъёма опоки 19.
2.Форма выполнения приспособления по пункту 1, отлнча)Ющ а я с я тем, что ниж-ний упор пружины 11 выпс1тнеп в виде подпружиненной стойки 4, связанной с nycKOiB-ой рукоятлой прессующего механизма таким образов, что во время прессования стойка 4 отходит от пруЖИны, с целью её сжатия столом, и подводится под пружи1ну по окончании прессования, с целью направить дей|СТВ(Ие пружины кверху для снятия опоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Формовочная машина | 1932 |
|
SU37815A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Модель литниковой чаши | 1961 |
|
SU144586A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| ПРЕССОВАЯ ФОРМОВОЧНАЯ МАШИНА | 1934 |
|
SU44640A1 |
| Способ двухсторонней прессовой формовки без кантовки опок | 1960 |
|
SU133196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |