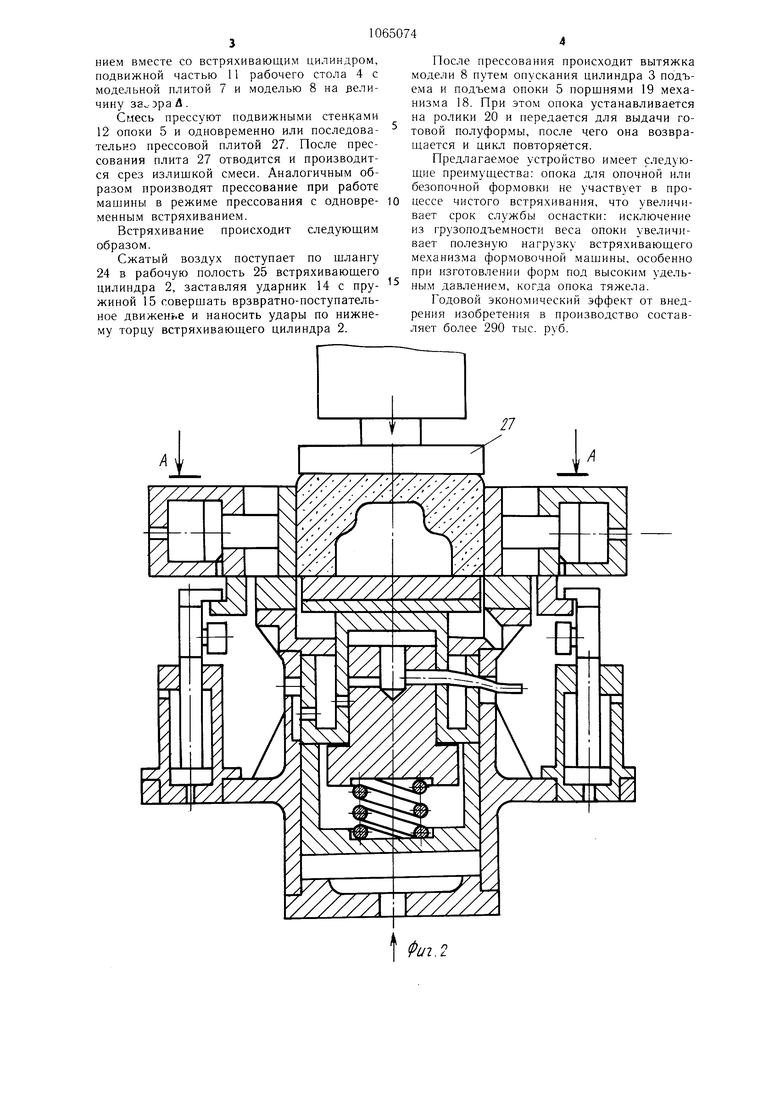
Изобретение относится к литейному производству, в частности к прессово-встряхиваюилим формовочным машинам для изготовления средних и крупных форм любой сложности. Известна формовочная машина, содержащая механизм встряхивания со встряхивающим цилиндром, прессовую плиту, рабочий стол, опоку, модельную плиту 1J. Однако при изготовлении форм на известной машине вес опоки входит в грузоподъемность механизма встряхивания, что снижает его полезную нагрузку. Это особенно сказывается при изготовлении средних н крупных высоких форм встряхиванием с последующим прессованием под большим удельным давлением, когда опока особенно массивна. Известна также формовочная машина для безопочной формовки, содержащая рабочую камеру из четырех нривод плит 2. Известная машина характеризуется недостаточным качеством форм. Цель изобретения -- повышение качества форм. Поставленная цель достигается тем, что формовочная машина, содержащая станину, механизм прессования, прессовую плиту, рабочую камеру, состоящую из четырех приводных плит, и рабочий стол, снабжена встряхивающим цилиндром, установленным соосно с прессовым механизмо.м, а рабочий стол выполне.н из двух частей, одпа из которых установлена стационарно -на станипе, а другая закреплена на встряхивающем цилиндре. Изобретение поясняется чертежами. На фиг. 1 изображена машина в момент, когда формовочная смесь засыпана, подвижные стеь1ки раздвинуты, встряхивание закончено; на фиг. 2 - то же, в момент, когда смесь прессуют верхней нрессовой плитой, стенки сдвинуты;на фиг. 3 - то же, в момент, когда произведена вытяжка модели, цолуформа готова; на фиг. 4 -разрез А-А на фиг. 2. Фор.мовочная машина включает механизм встряхивания 1 со встряхивающим цилиндром 2 и цилиндром 3 подъема, рабочий стол 4, опоку 5 для безопочной формовки, нодмодельную рамку 6, модельную плиту 7 с моделью 8, станину 9. Рабочий стол 4 выполнен из двух частей: подвижной 10, закрепленной на встряхивающем цилиндре 2, и стационарной 11. На подвижной части 10 установлены модельная плита 7 с моделью 8, а на стационарной i 1 - опока д,яя безопочной формовки 5 и подмодельная рамка 6. Опока для безопочной формовки содержит подвижные прессовые стенкп 12. которые образуют рабочую камеру ф1 рмообразования и гюрпшевые привода 13. встряхивающий цилиндр 2 вместе с удргчиком 14 установлены на пружину 1о, которая встроена в цилиндр 3 подъема. Для выхлопа в станине 9 вьпюлнепо отверстие 16. В стационарной части рабочего стола 4 выпйлнены отверстия 17 для удаления просыпи смеси. На станине 9 установлен механизм 18 с поршнями 19 для фиксации опоки. В процессе засыпки смеси и зстряхиваний уровень модельной плиты расположен ниже уровня подмодельной рамки на величине Л. Для перемещения оноки 5 служат ролики 20, а для ее неподвижного закрепления - захваты 21 и рычаги 22. Засыпка формовочной смеси производится из бункера 23. Шланг 24 служит для подачи сжатого воздуха во встряхивающий механизм 1, имеющий рабочую нолость 25. Прессовый механизм имеет рабочую luviocrb 26 и прессовую плиту 27. Формовоч11ая мащмги работает с.-.едую1ЦИМ образо -. Опока для )чпой фюрмовки поршнями 19 механизма 18 устанавливается на подмодельную рамку 6, соединенную со стационарной частью 11 рабочего стола 4, снимается с роликов 20 и закрепляется неподвижно захватами 2 и рычагами 22. В начальный момент подвижные стенки 12 опоки сдвинуты (на фиг. показаны пунктиром). Из бункера 23 засыпается формовочная с.месь, одновременно подвижные стенки 12 раздвигаются и включается механизм встряхивания. Процесс встряхивания происходит (;;-л,ующим образом. По Lijjianry 24 системы воздухораспределения (не показана) подается сжатый воздух в рабочую полость 25 встряхивающего цилиндра 2, действием которого ударник 14 перемещается вниз, а подвижная часть 10 рабочего стола 4 -- вверх до .момента выхлопа сжатого воздуха в атмосферу. В мо.мент выхлопа сжатого воздуха из рабочей полости 25 усилие.м пружины 15 ударник 14 возвращается вверх и соударяется со встряхивающим цилиндром 2, при этом ударный импульс передается модельной плите 7 с моделью 8, происходит встряхивание. Совмещение по времени засыпки смеси, встряхивания и раздвижения стенок опоки позволяет ИСКЛЮЧИТ влияние сил бокового даылсния формовочной с.меси на стенки, а также ударов встряхивающего механизма на опоку. Далее машина работает в 1)сжиме прессования пли прессованпя с одновре.менным встряхивание.м. .одельная плита i,: моделью 8 устанавливается па одном уровне с подмодельной ра.мкой 6 путем перемспхС-Чия цилиндра 3 подъема (под действием сжатого воздуха полости 26) до vunna :; нижним торцом встряхивающего цилиндра I и далее переметением вместе со встряхивающим цилиндром, подвижной частью 11 рабочего стола 4 с модельной плитой 7 и моделью 8 на величину 33.. эра Д. Смесь прессуют подвижными стенками 12 опоки 5 и одновременно или последовательно прессовой плитой 27. После прессования плита 27 отводится и производится срез излишкой смеси. Аналогичным образом производят прессование при работе мащины в режиме прессования с одновременным встряхиванием. Встряхивание происходит следующим образом. Сжатый воздух поступает по щлангу 24 в рабочую полость 25 встряхивающего цилиндра 2, заставляя ударник 14 с пруживой 15 соверщать врзвратно-поступательное движенье и наносить удары по нижнему торцу встряхивающего цилиндра 2. 7 УА//7.
f Фиг.2 Y//////Y//. После прессования происходит вытяжка модели 8 путем опускания цилиндра 3 подъема и подъема опоки 5 поршня.ми 19 механизма 18. При этом опока устанавливается на ролики 20 и передается для выдачи готовой полуформы, noCvie чего она возврапдается и цикл повторяется. Предлагаемое устройство имеет следующие преимущества: опока для опочной или безопочной формовки не участвует в процессе чистого встряхивания, что увеличивает срок службы оснастки: исключение из грузоподъемности веса опоки увеличивает полезную нагрузку встряхивающего механизма формовочной мащины, особенно при изготовлении форм под высоким удельным давлением, когда опока тяжела, Годовой экономический эффект от внедрения изобретения в производство составляет более 290 тыс. руб.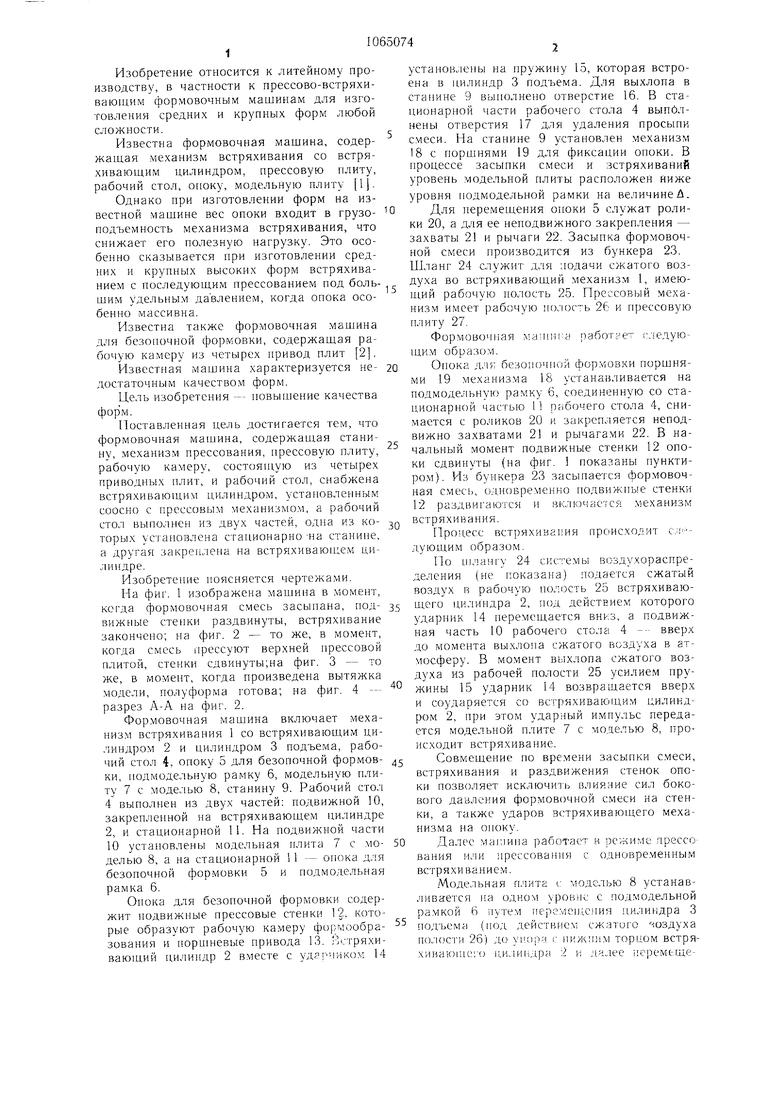
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1982 |
|
SU1052314A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Встряхивающий карусельного типа формовочный станок | 1936 |
|
SU51364A1 |
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Формовочный автомат карусельного типа | 1986 |
|
SU1400763A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
ФОРМОВОЧНАЯ МАШИНА, содержащая станину, механизм прессования, прессовую плиту, рабочую камеру, состоящую из четырех приводных плит, и рабочий стол, отличающаяся тем, что, с целью повыщения качества форм, она снабжена встряхивающим цилиндром, установленным соосно с прессовым механизмом, а рабочий стол выполнен из двух частей, одна из которых установлена стационарно на станине, а другая закреплена на встряхивающем цилиндре. S (Л О5 ел о 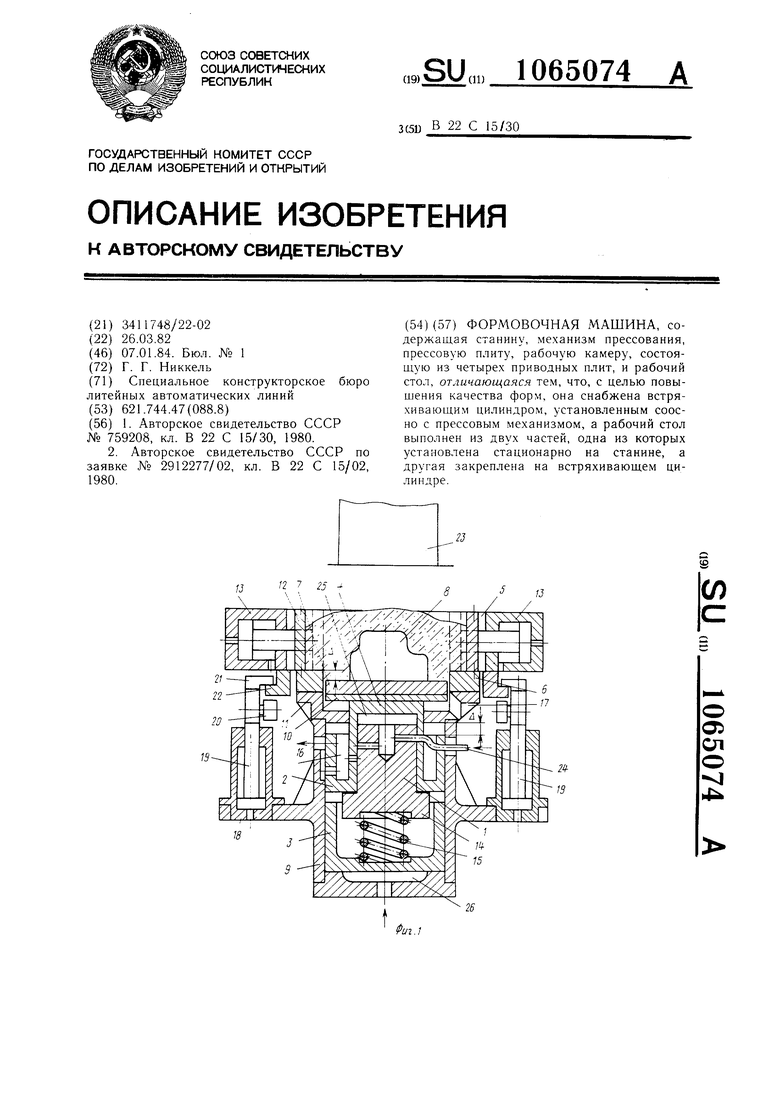
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 759208, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 2912277/02, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
