Известные подающие устройства, включающие в себя кривошипно-шатунпый механизм, реечно-зубчатую передачу, приводной подающий и прижимной ролики, содержат также муфту обгона и тормоз, обеспечивающие в нужный момент остановку подающего ролика.
В предлагаемом устройстве кривощипношатунный механизм вращается непрерывно, приводной ролик соверщает попеременно прямой и обратный ход, а остановка проволоки обеспечивается за счет того, что на приводном валу кривошипно-шатунного механизма установлен кулачок, обеспечивающий в нужный момент подъем прижимного ролика.
Кроме того, для повыщения надежности работы предлагаемое устройство снабжено вспомогательным подающим устройством, подающий ролик которого через зубчатую передачу получает вращение от основного приводного вала, при этом скорость подачи вспомогательным механизмом должна быть вдвое меньщей, чем скорость подачи основным механизмом.
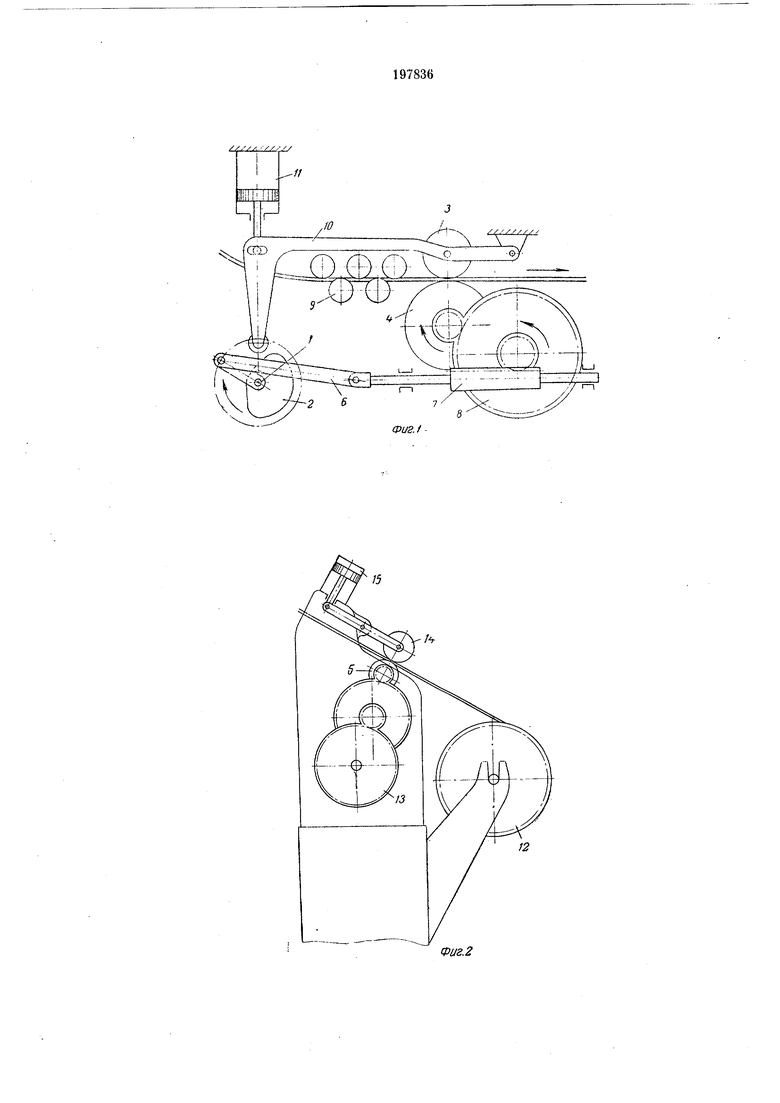
На фиг. 1 и 2 изображено предлагаемое устройство.
Кроме того, устройство снабжено вспомогательным механизмом иодачи, подающий ролик 5 которого связан с приводным валом / через систему передач (кривощипно-щатунный механизм 6, зубчатую рейку 7 и систему шестерен 8), обеспечивающую скорость подачи.
Работа устройства происходит следующим образом.
С помощью электродвигателя через передачу (цилиндрическую или червячную и приводной вал /) вращается кривощипно-щатунный механизм 6, приводящий в возвратно-поступательное перемещение зубчатую рейку 7.
В первый пол-оборот центрального вала осуществляется перемещение рейки вправо, а во второй - влево. Через систему 8 цилиндрических щестерен с помощью подающего
ролика 4 и прижимного ролика 3 поперечная проволока, сматываемая с кассеты через правильный механизм 9, подается в сварочную мащину. Прижимной ролик через рычаг 10 находится под воздействием пневмоцилиндра
11 (или пружины). На оси кривошипно-щатунного механизма насажен кулачок 2, которым обеспечивается подъем прижимного ролика 3 во втором пол-обороте механизма с таким расчетом, чтобы с началом перемещемежду роликами подаваемой в машину поперечной проволоки. Одновремеино с окончанием первого полоборота кривошипно-шатунпого механизма подается команда на отрезку проволоки. Использование кривошипно-шатупного механизма для подачи проволоки обеспечивает начало и конец перемещения при нулевых значениях скорости, что способствует более благоприятному ведению процесса, учитывая в особенности то, что начало подачи связано с необходимостью разворачивания тяжелой кассеты с бухтой проволоки. В связи с тем, что длина подаваемой проволоки предопределяется только длиной кривошипа механизма, разница в длинах проволок будет пазначительной. Регулирование длины поперечных проволок можно обеспечить путем изменения длины кривошипа. -Для того,- чтобы в каждом цикле подачп проволоки не надо было разворачивать и останавливать враш,ение кассеты 12 с бухтой проволоки, предлагается снабдить устройство дополнительным механизмом. Последний с цилиндрическими шестернями 13, приводимый во врап;ение от вала кривошипно-шатунного механизма, обеспечивает постоянное враш,ение подающего ролика 5, к которому прижимается ролик . 14, находящийся под воздействием пневмоцилиндра 15. Передаточные числа цилиндрических передач и диаметр подающего ролика 5 подбирают такими, чтобы подача проволоки осуществлялась со скоростью в два раза меньшей, чем скорость подачи роликом основного устройства, в связи с тем, что подача этим роликом производится только в первой половине цикла. Вспомогательный механизм будет в течение всего цикла подавать проволоку такой же длины, как и основной механизм; в течение второй половины цикла будет образовываться петля из проволоки, длина которой должна быть несколько большей, чем половина длины поперечной проволоки. В связи с тем, что трудно обеспечить строго одинаковую длину проволоки, подаваемой основным и вспомогательным механизмами, заранее предусматривается несколько ббльшая скорость подачи вспомогательным механизмом, благодаря чему петля с проволокой постепенно будет увеличиваться. Через некоторый промежуток времени увеличенная петля должна нажать на блокировочный контакт, которым выключится пневмоцилиндр 15, ролик 14 отойдет от проволоки и подача ее вспомогательным механизмом прекратится. При. укорочении петли после подачи проволоки основным механизмом пиевмоцилиндр снова включится, и проволока опять пачпет подаваться. Предлагаемые механизмы устройства подачи поперечной проволоки смогут обеспечить надежную работу машин для сварки арматурных сеток без необходимости иметь излищнюю, не используемую рационально площадь. Предмет изобретения Устройство для подачи проволоки, преимущественно к машинам для сварки арматурных сеток, выполненное в виде подающего ролика, связанного с приводным валом через реечно-зубчатую передачу и кривошипно-шатунный механизм, и прижимного ролика, установленного на поворотном рычаге, отличающееся тем, что, с целью повышения коэффициента полезного действия и упрощения конструкции, на приводном валу установлен кулачок, взаимодействующий с поворотным рычагом и обеспечивающий подъем прижимного ролика при обратном ходе подающего ролика, а также тем, что оно снабжено вспомогательным механизмом подачи, подающий ролик которого связан с приводным валом через систему передач, обеспечивающую скорость подачи вдвое меньшую, чем скорость подачи основным подающим роликом.
SJ
Фиг. f 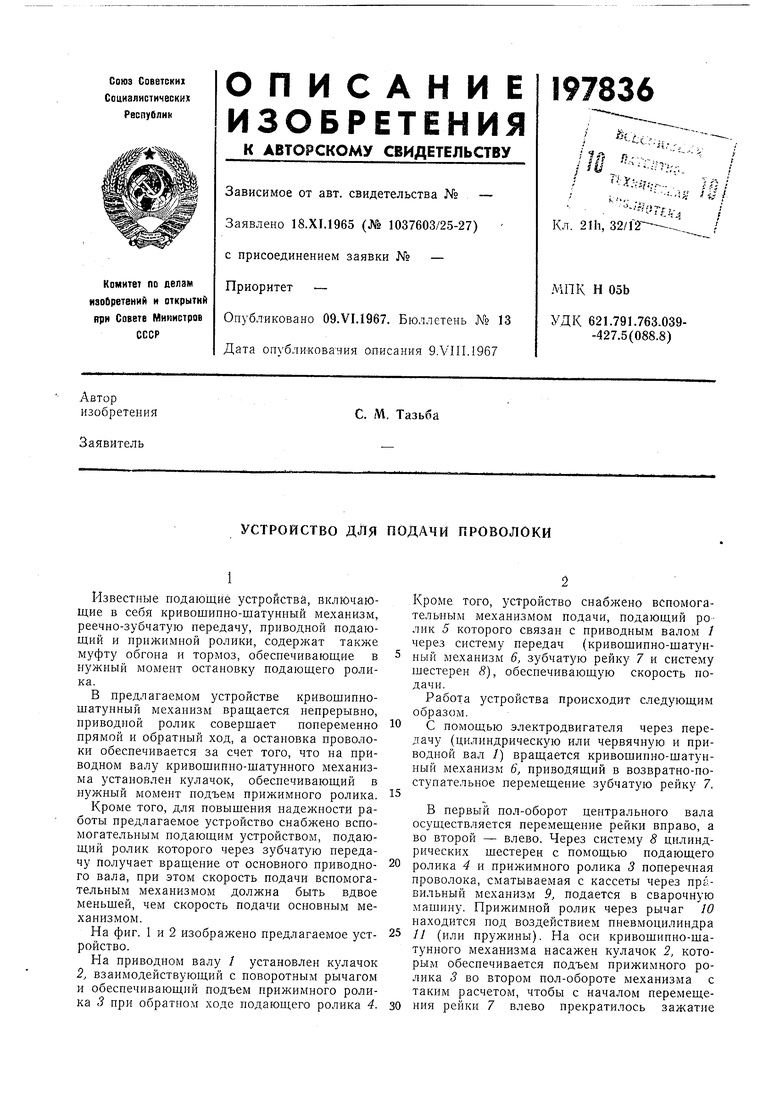
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для подачи длинномерного материала к обрабатывающей машине | 1979 |
|
SU871933A1 |
| Устройство для резки | 1973 |
|
SU515600A1 |
| Агрегат для штемпелевки и упаковки стирательных резинок | 1953 |
|
SU119472A2 |
| СТАНОК ДЛЯ ОТРЕЗКИ ИЗДЕЛИЙ | 1966 |
|
SU187262A1 |
| Машина для резки рулонных материалов на форматы | 1976 |
|
SU654405A1 |
| ВОЛНОПРОДУКТОР ОПЫТОВЫХ БАССЕЙНОВ | 1971 |
|
SU307935A1 |
| Автомат для двухсторонней высадки деталей стержневого типа | 1980 |
|
SU935193A1 |
| Пружинонавивочный автомат | 1974 |
|
SU506460A1 |
| Устройство для монтажа проводов на плате | 1982 |
|
SU1170644A1 |