Известен аппарат для нанесения полимерных покрытий на профилированные детали типа металлического проката, содержащий резервуар, оборудованный шлюзовыми камерами и средствами обогрева обрабатываемых деталей, а также соединенной с виброприводом пористой перегородкой, разделяющей резервуар на рабочую камеру и наддува.
Предлагаемый аппарат отличается тем, что, с целью улучшения омываемости детали порошком полимера, резервуар состоит из двух сообщающихся в верхних частях цилиндров, в каждом из которых расположена пористая перегородка, выполненная в виде плунжера, соединенного шатуном с пр 1водным коленчатым валом, обеспечивающим фазовое смещение плунжеров на 180°С.
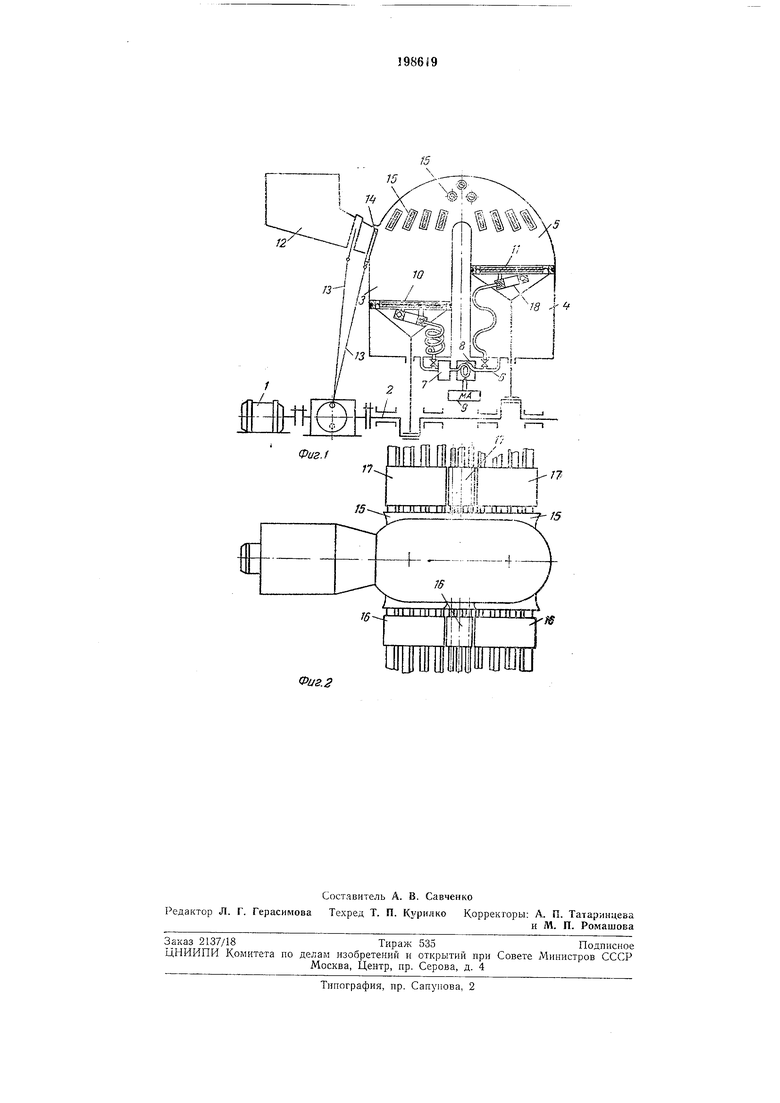
На фиг. I дан предлагаемый аппарат в разрезе; на фиг. 2 - его вид в плане.
Описываемый аппарат состоит из электропривода /, коленчатого вала 2, двух цилиндров 3 и 4, соединенных в верхней части каналом 5, а внизу байпасной трубкой 6, реверсивного насоса 7, теплообменника 8, термопары 9. пористых плунжеров 10 и //, загрузочного бункера 12, привода дозировочного устройства 13, дозировочного устройства 14, шлюзов 15, нагревательных приборов 16 и 17, пневматическог о вибратора 18.
Аппарат работает следующим ооразом. Через загрузочный бункер в левый цилиндр засыпают необходимое количество полимерного порошка. К реверсивному насосу
подводят инертный газ или воздух, который подается в цилиндр под пористый плунжер G. Этот же насос создает разряжение под плунжером 1L
В цилиндре 3 после подачи газа начипается псевдоожижепие порошка; в это время включают электропривод и плунжер 10 начинает подниматься, а первый плунжер II опускаться. Псевдоожиженный порошок перетекает из цилиндра 5 в цилиндр 4. После
црихода пористых плунжеров в Kpaiuiee положение процесс повторяется.
В нагревательные приборы /5 вводят профильные изделия, подлежащие покрытию, и включают нагревательные приборы, в качестве которых, в зависимости от конфигурации и материала изделий, могут использоваться пиду торы ТЕЧ, нагревательные спирали, лампы, газовые горелки и т. д.
Нагретые до нужной температуры изделия
Г1род)зигаются через шлюзовые устройства в верхнюю часть аппарата, где циркулирует псе доожиженный полимерный порошок. В качестве шлюзов 15 применены бесконтактные многолабиринтные диафрагмирующие
практически предотвращают выход порошка из аппарата.
Контактируя с горячим изделием, полимерный порошок, оплавляясь, растекается и создает иеобходимое Покрытие.
После выхода из аппарата изделие попадает в нагревательный прибор 17, где, в зависимости от материала и назначения покрытия, даны температурные режимы, обеспечивающие создание оптимальных надмолекулярных структур.
По мере расхода материала из бункера через дозировочное устройство в аппарат при движении левого плунжера 10 вниз подается соответствующее количество порошка.
Дозировочное устройство открывается при помощи привода 13, где, в зависимости от количества и размеров изделий, а также толщины наносимых покрытий, на храповичке устанавливают отметчик, который открывает заслонку дозировочного устройства через определенное количество двойных ходов левого плунжера 10.
Инертный газ непрерывно циркулирует в замкнутой системе, количество его необходиМО пополнять лишь незначительно.
Для повышения производительности и создания оптимальных тепловых режимов в рабочем резервуаре инертный газ, проходя через теплообменник 5, может охлаждаться или подогреваться. Контроль за температурой осуществляют термопарой 9.
Вслучае применения плохосыпучих комкующихся полимерных порошков, нагнетаемый газ подают под пористый плунжер через
пневматический шариковый вибратор 18, который, будучи наклоненным на любой заданный угол, за счет центробежных сил шарика заставляет вибрировать среднюю пористую часть плунжера, соединенного с уплотнительным кольцом эластичной связью. Газ после прохождения по вибратору выходит в камеру наддува и, проходя через пористое дно, псевдоожижает порошок.
Вибрация пористого плунжера значительно улучшает процесс псевдоожижения плохосыпучих комкующихся порошков. Переключают подачу газа через пневматический вибратор с помощью системы вентилей и клапанов.
Для одностороннего покрытия профиля в аппарате предусмотрен защитный козырек.
Предмет изобретения
Аппарат для нанесения полимерных покрытий на профилированные детали типа металлического проката, содержащий резервуар, оборудованный шлюзовыми камерами и средствами обогрева обрабатываемых деталей, а также соединенной с виброприводом пористой перегородкой, разделяющей резервуар на рабочую камеру и камеру наддува, отличающийся тем, что, с целью улучшения омываемости детали порошком полимера, резервуар состоит из двух сообщающихся в верхних частях цилиндров, в каждом из которых расположена пористая перегородка, выполненная в виде плунжера, соединенного шатуном с приводным коленчатым валом, обеспечивающим фазовое смещение плунжеров на 180°.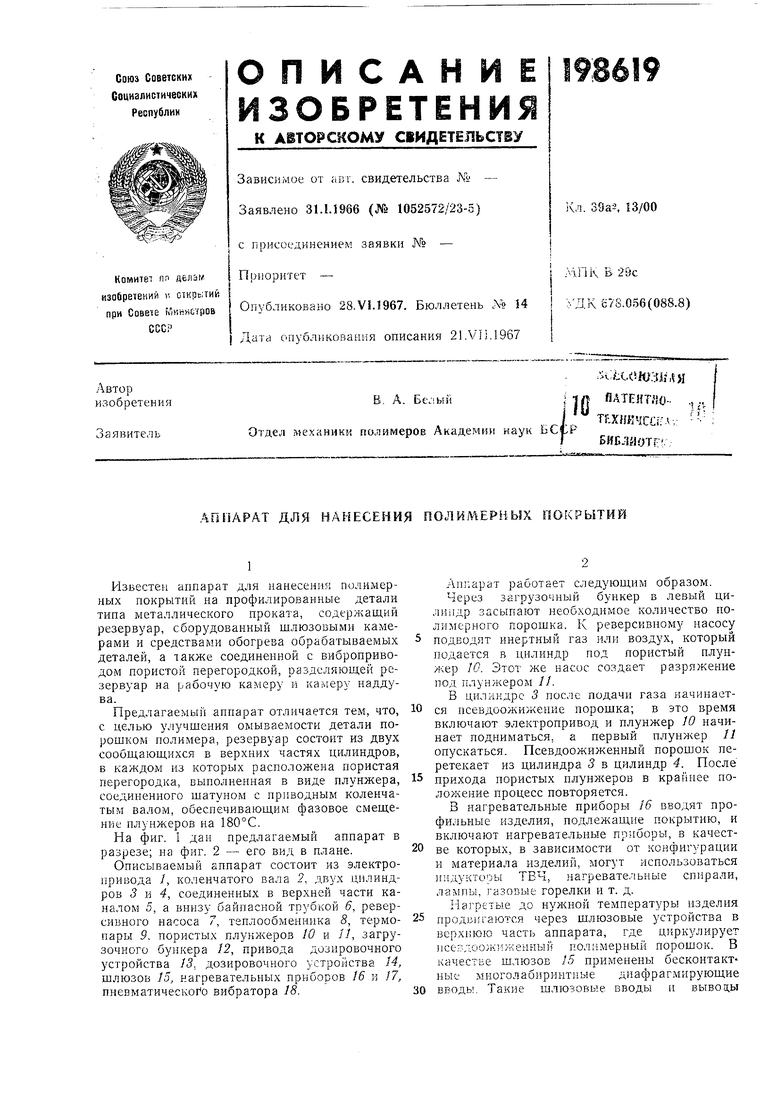
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения полимер-НыХ пОКРыТий | 1979 |
|
SU820902A1 |
| Устройство для нанесения полимерного покрытия (его варианты) | 1982 |
|
SU1049119A1 |
| Устройство для электростатического нанесения порошкообразных материалов | 1984 |
|
SU1212605A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ СНАРЯДА | 2023 |
|
RU2811263C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1971 |
|
SU305073A1 |
| Способ изготовления изоляции на магнитопроводах и устройство для его осуществления | 1988 |
|
SU1610548A1 |
| Способ нанесения порошковых полимерных покрытий на металлические изделия и установка для его усушествления | 1974 |
|
SU526396A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙНА ДЕТАЛИ | 1971 |
|
SU295673A1 |
| Аппарат для нанесения полимерных покрытий из дисперсных материалов | 1980 |
|
SU910223A2 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1966 |
|
SU184663A1 |