Изобретение относится к электротехнике, в частности к процессам и оборудованию для создания на поверхности магнитопровода электроизоля- ционных слоев и покрытий из порошко-, вых комйозицлй на основе полимеров.
Целью изобретения является улучшение качества изоляции путем повышения равномерности толщины изоляции в пазах магнитопроводов-и расимрение тех-т нологических возможностей устройства.
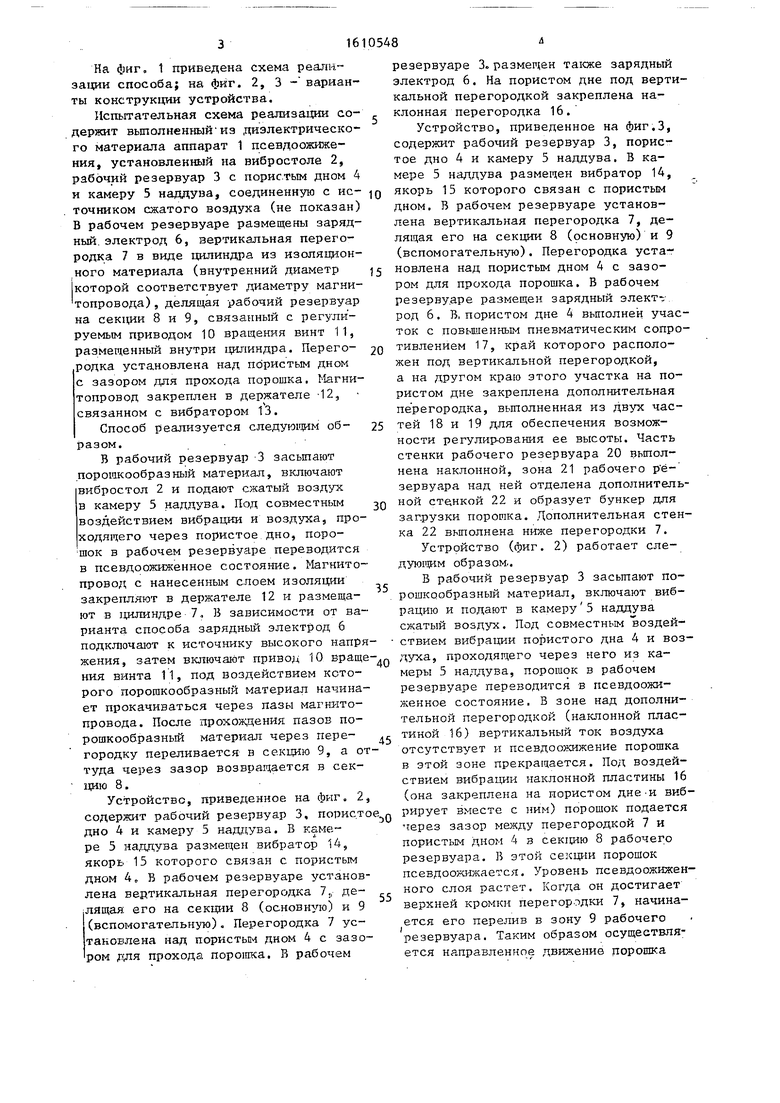
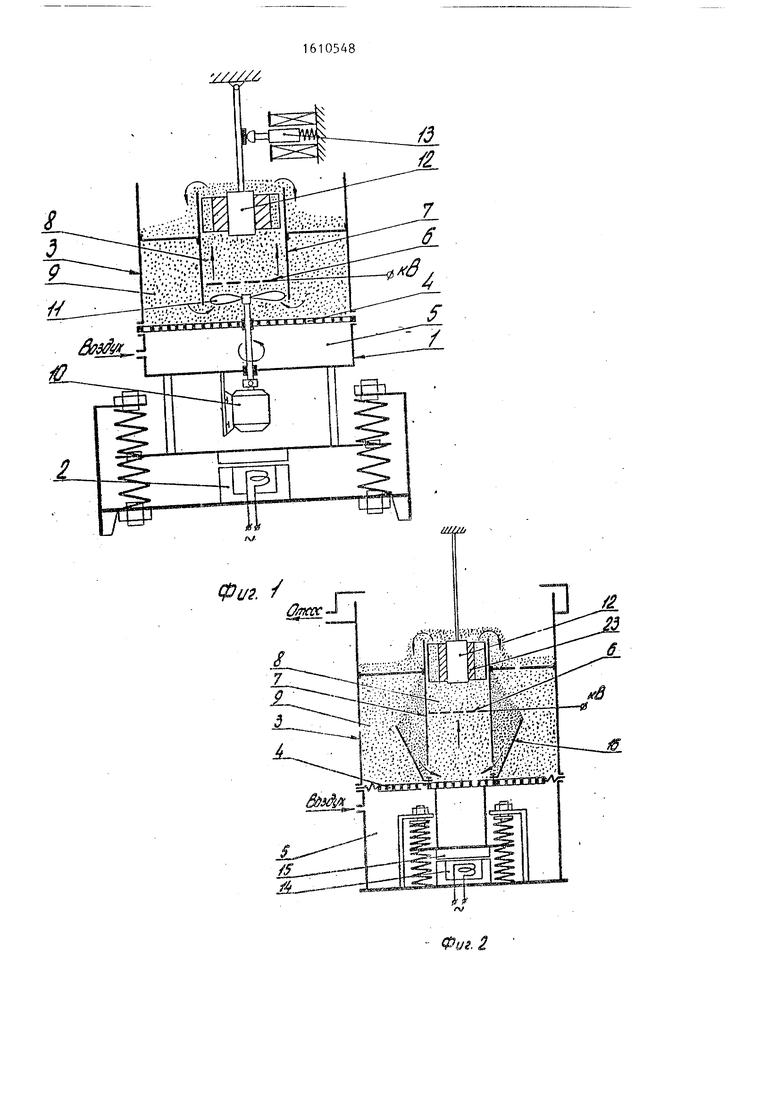
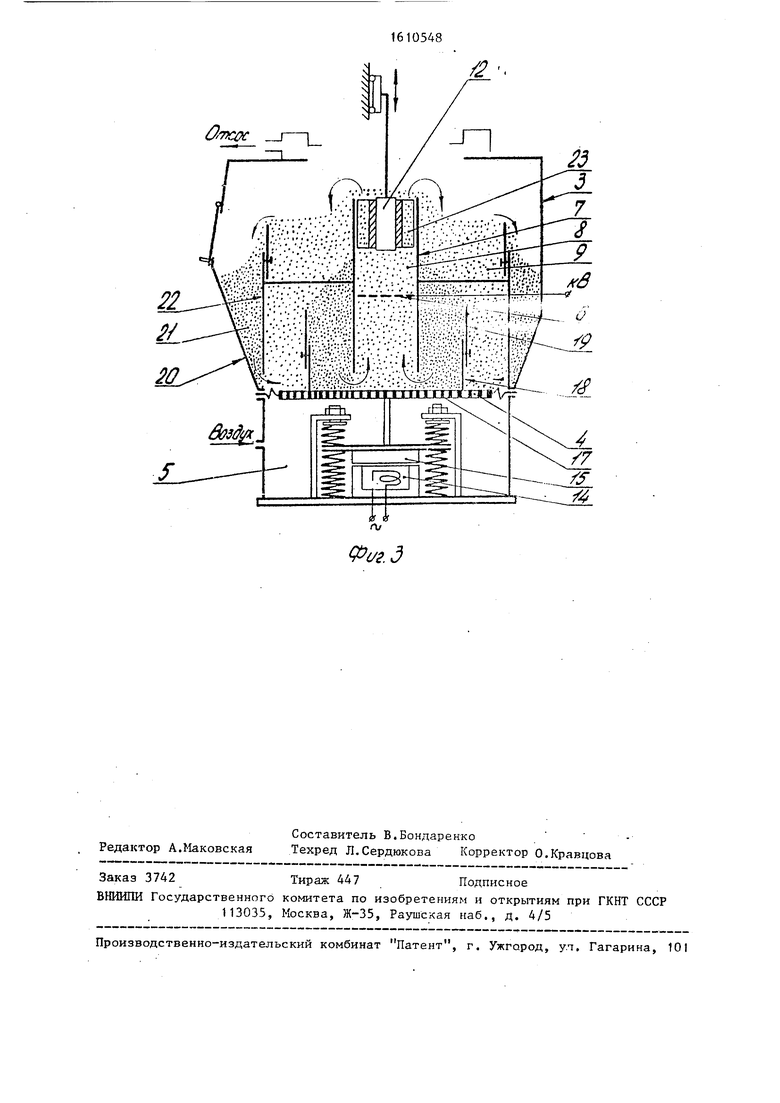
На фиг, 1 приведена схема реализации способа; на фиг. 2, 3 - варианты конструкции устройства.
Испытательная схема реализации со- держит выполненный-из диэлектрического материала аппарат 1 псевдоожижения, установленный на вибростоле 2, рабочий резервуар 3 с порис.тым дном 4 и камеру 5 наддува, соединенную с ис- точником сжатого воздуха (не показан) В рабочем резервуаре размещены зарядный, электрод 6, вертикальная перегородка 7 в виде цилиндра из изоляционного материала (внутренний диаметр которой соответствует диаметру магни- топровода), делящая рабочий резервуар на секции 8 и 9, связанный с регули- руемьтм приводом 10 вращения винт 11, размегценный внутри 1щлиндра. Перего- родка установлена над пористым дном с зазором для прохода порошка. Магни- топровод закреплен в держателе -12, связанном с вибратором 13.
Способ реализуется следуклцим об-
разом. .
В рабочий р|езервуар 3 засыпают порошкообразный материал, включают вибростол 2 и подают сжатый воздух в камеру 5 наддува. Под совместным воздействием вибрации и воздз а, проходящего через пористое дно, порошок в рабочем резервуаре переводится в псевдоожиженное состояние. Магнито- провод с нанесенным слоем изоляции закрепляют в держателе 12 и размещают в 1 ;илиндре 7„ В зависимости от варианта способа зарядный электрод 6 подключают к источнику высокого напря жения, затем включают привод 10 враще ния винта 11, под воздействием которого порошкообразный материал начинает прокачиваться через пазы магнито- провода. После прохож,цения пазов порошкообразный материал через пере- городку переливается в секцию 9, а отуда через зазор возвращается в секцию 8.
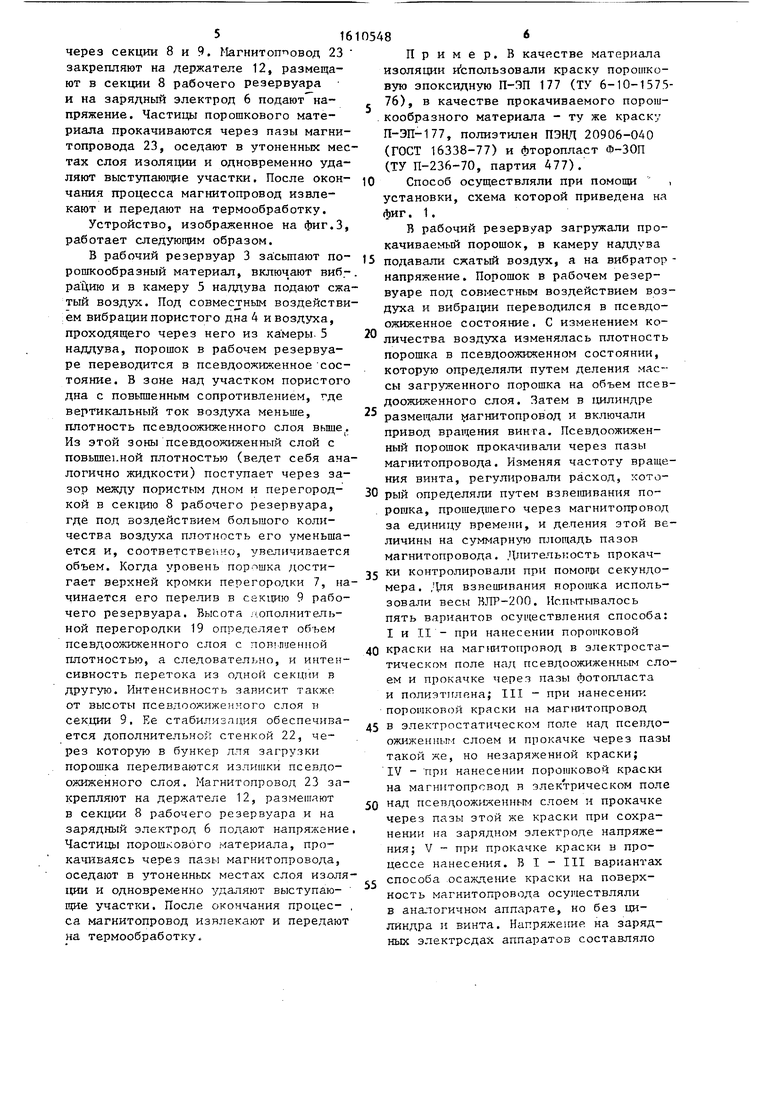
Устройство, приведенное на фиг. 2 содержит рабочий резервуар 3, noimcT дно 4 и камеру 5 наддува. В камере 5 наддува размещен вибратор 14, якорь 15 которого связан с пористым дном 4„ В рабочем резервуаре установлена вертикальная перегородка 7,, де- лящая; его на секции 8 (основную) и 9 (вспомогательную), Перегородка 7 установлена над пористьм дном 4 с зазором для прохода порошка. В рабочем
0
5
о д д Q
5
резервуаре 3. размещен также зарядный электрод 6. На пористом дне под вертикальной перегородкой закреплена наклонная перегородка 16.
Устройство, приведенное на фиг.З, содержит рабочий резервуар 3, пористое дно 4 и камеру 5 наддува. В камере 5 наддува размещен вибратор 14, якорь 15 которого связан с пористым дном. Б рабочем резервуаре установлена вертикальная перегородка 7, делящая его на секции 8 (рсновную) и 9 (вспомогательную). Перегородка установлена над пористым дном 4 с зазором для прохода порошка. В рабочем резервуаре размещен зарядный элект-; , род 6. В, пористом дне 4 выполнен участок с повьшенным пневматическим сопротивлением 17, край которого расположен под вертикальной перегородкой, а на другом краю этого участка на пористом дне закреплена дополнительная перегородка, вьшолненная из двух частей 18 и 19 для обеспечения возможности регулирования ее высоты. Часть стенки рабочего резервуара 20 выполнена наклонной, зона 21 рабочего р ё- зервуара над ней отделена дополнительной сте1нкой 22 и образует бункер для загрузки порошка. Дополнительная стенка 22 выполнена ниже перегородки 7.
Устройство (фиг. 2) работает сле- дуюргим образом..
В рабочий резервуар 3 засьшают порошкообразный материал, включают вибрацию и подают в камеру 5 наддува сжатый воздух. Под совместным Ъоздей- ствием вибрации потзистого дна 4 и воздуха, проходящего через него из камеры 5 наддува, порошок в рабочем резервуаре переводится в псевдоожиженное состояние. В зоне над дополнительной перегородкой (наклонной пластиной 16) вертикальный ток воздуха отсутствует и псевдоожижение порошка в этой зоне прекращается. Под воздействием вибрации наклонной пластины 16 (она закреплена на пористом дне-и вибрирует вместе с ним) порошок подается через зазор между перегородкой 7 и пористым Дном 4 в 8 рабочег.о резервуара. В этой секции порошок псевдоокижается. Уровень псевдоожижен- ного слоя растет. Когда он достигает верхней кромки перегородки 7, начинается его перелив в зону 9 рабочего резервуара. Таким образом осуществляется направленное движение порошка
51
через секции 8 и 9. Магнитоп ловод 23 закрепляют на держателе 12, размещают в секции 8 рабочего резервуара и на зарядный электрод 6 подают на- пряжение. Частицы порошкового материала прокачиваются через пазы магни- топровода 23, оседают в утоненных местах слоя изоляции и одновременно удаляют выступающие участки, После окончания процесса магнитопровод извлекают и передают на термообработку.
Устройство, изображенное на фиг.З, работает следующим образом.
В рабочий резервуар 3 засыпают порошкообразный материал, включают вибра Дию и в камеру 5 надцува подают сжатый воздух. Под совместным воздействием вибрации пористого дна 4 ивоздзоса, проходящего через него из камеры.5 наддува, порошок в рабочем резервуаре переводится в псевдоожиженное состояние. В зоне над участком пористого дна с повышенным сопротивлением, где вертикальный ток воздуха меньше, плотность псевдоожиженного слоя вьш1е. Из этой зоны псевдоожиженный слой с повьш1е1.ной плотностью (ведет себя аналогично жидкости) поступает через зазор между пористым дном и перегородкой в секцию В рабочего резервуара, где под воздействием большого количества воздуха плотность его уменьшается и, соответственно, увешнчивается объем. Когда уровень пор. достигает верхней кромки перегородки 7, начинается его перелив в секцию 9 рабочего резервуара. Высота шполнитель- ной перегородки 19 определяет объем псевдоожиженного слоя с ловьпиенной плотностью, а следовательно, и интенсивность перетока из одной секции в другую. Интенсивность зависит также от высоты псевдоожижен} ого слоя в секции 9, Ее стабилизация обеспечивается дополнительной стенкой 22, через которую в бункер для загрузки порошка переливаются излишки псевдоожиженного слоя. Магнитопровод 23 закрепляют на держателе 12, размешают в сектой 8 рабочего резервуара и на зарядный электрод б подают напряжение Частицы порошкового материала, прокачиваясь через пазы магнитопровода, оседают в утоненных местах слоя изоля 1рш и одновременно удаляют выступаю- щие участки. После окончания процес- са магнитопровод извлекают и передают на термообработку.
0
5
Пример. В качестве материала изоляции и спользовали краску порошковую эпоксидную П-ЭП 177 (ТУ 6-10-1575- 76), в качестве прокачиваемого порошкообразного материала - ту же краску П-ЭП-177, полиэтилен ПЗЕЦ 20906-040 (ГОСТ 16338-77) и фторопласт Ф-ЗОП (ТУ П-236-70, партия 477).
Способ осуществляли при помощи , установки, схема которой приведена на фиг. 1.
В рабочий резервуар загружали прокачиваемый порошок, в камеру наддува
5 подавали скатьй воздух, а на вибратор - напряжение. Порошок в рабочем резервуаре под совместным воздействием воздуха и вибра1щи переводился в псевдоожиженное состояние. С изменением количества воздуха изменялась плотность порошка в псевдоожиженном состоянии, которую определяли путем деления мас-- сы загруженного порошка на объем псевдоожиженного слоя. Затем в цилиндре размещали агнитопровод и включали привод вращения винта. Псевдоожиженный порошок прокачивали через пазы магнитопровода. Изменяя частоту вращения винта, регулировали расход, : ото0 рый определяли путем взвешивания порошка, прошедшего через магнитопровод за единицу времени, и деления этой величины на суммарную площадь пазов магнитопровода. .Цлительпость прокач5 ки контролировали при помопщ секундомера. , 1ля взвешивания порошка использовали весы ВЛР-200. Испытывалось пять вариантов осугцествления способа: I и II - при нанесении порошковой
0 краски на маг итопровод в электростатическом поле над псевдоожиженным слоем и прокачке через пазы фотопласта и полиэтилена; III - при нанесеник порошковой краски на магнитопровод
5 в электростатическом поле над псепдо- ожижеимым слоем и прокачке через пазы такой ке, но незаряженной краски; IV - при нанесении порошковой краски на магнитопрсвод в электрическом поле
0 над псевдоожиженным слоем и прокачке через пазы этой же краски при сохранении на зарядном электроде напряжения; V - при прокачке краски в процессе нанесения. В I - III вариантах способа .осаждение краски на поверхность магнитопровода осуществляли в аналогичном аппарате, но без цилиндра и винта. Напряжение, на зарядных электродах аппаратов составляло
5
35 кВ. Магнитопровод размещали на держателе осью вра1яения горизонтально иа расстоянии 15 мм над поверхностью псевдоожиженного слоя и, вращая со скоростью 10 -об/jDfflj выдерживали в те- чегше 40 с, затем переносили в аппарат для прокачки слоя. В IV варианте способа .нанесение осущестапяли в аппарате для прокачки слоя без вращения д вИнта. Затем закрывали пазы для определения исходной неравнотолщинности, ориентировали магнитопровод осью вращения вертикально, размещали в аппарате и. включали вращение винта, . 15 В V варианте магнитопровод без слоя изоля1щи сразу помещали в движущийся псевдоожиженный слой при поданном напряжении на зарядный и нане-- сение изолягщи проводили одновременно 20 с процессом прокачки. Исходную нерав- нотолщинность в этом зарианте не определяли.
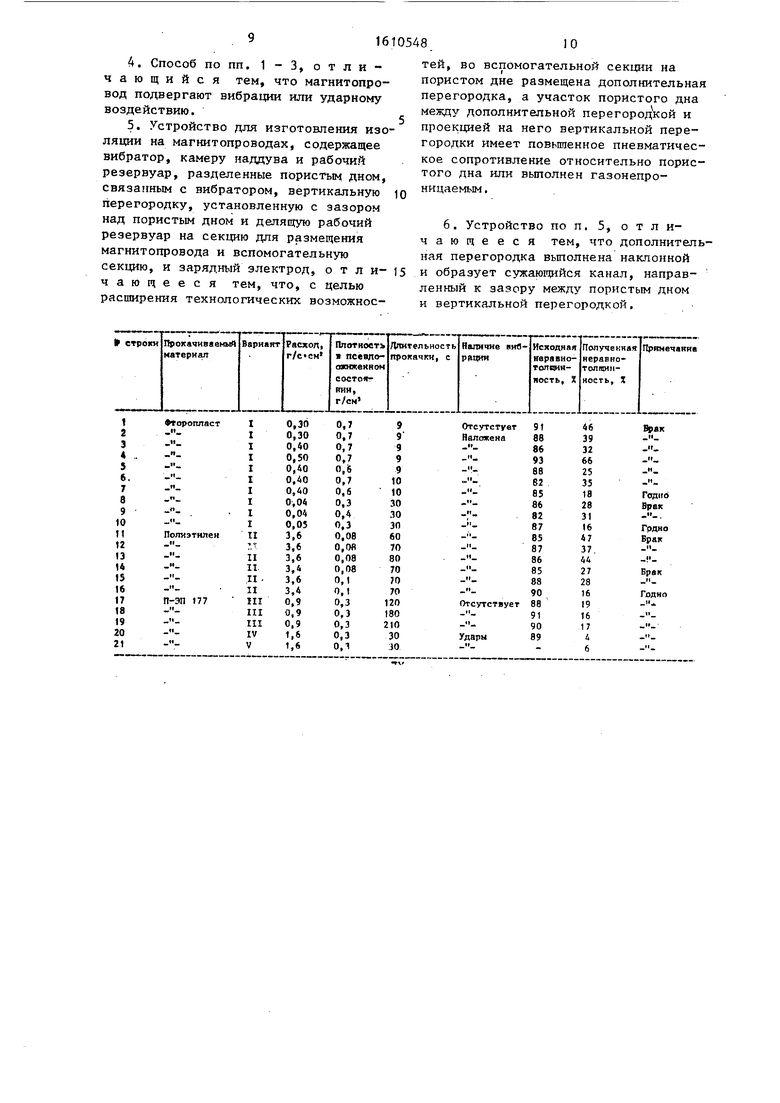
В процессе прокачки на магнитопровод накладывали вибрацию частотой 25 50 Гц и амплитудой-0,3 мм или от этого же вибратора наносгши удары с такой же частотой После обработки маг- нитопровод извлекали к помеБ ;али в печь нагрева, в качестве которой ис™ 30 пользовали шкаф СНОЛ 3., 5x3, 5x3, З, и .epживaлIi при в течение , После этого магнитопровод охлаждгши и измеряли ТОЛ1ЦИНУ слоя изоляции в че- тьфех точках по длине паза при помо- 5 щи микроскопа МБС-1 с измерительным окуляром. В магнитопро/зодах для измерения использовали шесть пазов5 два из которых перед прокачкой порошка закрывали заслонками, н по ним олре- 0 деляли исходную неравнотол1цинностьс. Процент неравнотоли.;инности определяли путем деления разности мелсду наиболее толстым участком изоляции и наиболее тонким на среднюю толидтну изоля1щи 45 по длине паза. Годным считали изделия с неравнотолш н :ностью не более 20% по fVTHHe паза, /Тдительность процесса прокачки и термооб1)аботки контролировал -:: при помощи секундомера. Результаты. JQ испытания способа приведены в таблице ,
Граничными знaчeния я в способе вы- браны1
ми1шма,пьная длительность 10 с и . максимальная плотность в псевдоож1-шен- ном состоянии О.,6 г/см (строка 7 таб- .ли1.№1) при использовании для прокачки фторопластаJ ув зличение плотности и
уменьшение питeльнocти даже при изменении расхода (строки 1-6) не позволяют получить годное изделие;
минимальная плотность в псевдоожи- женном состоянии О,1 г/см и максимальный расход 3,4 г/С См (строка 16); увеличение расхода и уменьшение плотности за эти пределы (строки 11 - 16) не позволяют получить годное изделие;
минимальный расход 0,05 г/с-сн (строка 10); уменьшение расхода (строки 8,9) не позволяет получить годное изделие;
максимальная длительность 180 с (строка 18)| увеличение длительности до этого значения для указанных режимов позволяет снизр ть неравнотолщин- HocTbj а дальнейшее увеличение длительности на снижение неравнотолщин- ности влияния не оказывает,
Проверена возможность осурдествле- ния способа при средних значениях режимов обработки и наложении на магнитопровод ударного воздействия (строки 20,21). Использование предлагаемых способа и устройства позволяет повысить качество изолирования магнитопро.вода, устранить . операции по исправлению брака, сократить численность персонала.
Формула изобретения
1.Способ изготовления изоляции
на магнитопрозодах с пазами, включающий электрическое заряжение частиц изоляционного материала, осаждение их на поверхность магнитопровода в электростатическом поле и последующую термообработку, отл.ичающий- с я тем, что, с целью улучшения качества изоляции путем повышения равномерности ее то., в процессе осаждения частиц или после его окончания через пазы прокачивают псевдоожиженны порошкообразный материал расходом О,05 - 3,4 г в 1 с на 1 см площади паза плотностью в псевдоожиженном состоянии 0,1-0,6 г на 1 см в течение 10-180 с.
2.Способ по п, 1, о т л и ч а.ю- щ и и с я тем, что через пазы прокачивают порошкообразный материал, однородный с ,г1;ен п М.
3.Способ по пп. 1 л 2, о т л и - чающийся тем, что прокачиваемый порошкообразный материал электрически заряжают.
4.Способ попп. 1 -3, отличающийся тем, что магнитопро- вод подвергают вибрации или ударному воздействию.
5.Устройство для изготовления изоляции на магнитопроводах, содержащее вибратор, камеру наддува и рабочий резервуар, разделенные пористым, дном, связанным с вибратором, вертикальную перегородку, установленную с зазором над пористым дном и делящую рабочий резервуар на секцию для размещения магнитопровода и вспомогательную секцию, и зарядный электрод, о т л и- чающееся тем, что, с целью расширения технологических возможнос
тей, во вспомогательной секции на пористом дне размещена дополнительная перегородка, а участок пористого дна между дополнительной перегород кой и проекцией на него вертикальной перегородки имеет повышенное пневматическое сопротивление относительно пористого дна или выполнен газонепроницаемым .
6. Устройство по п. 5, отличающееся тем, что дополнительная перегородка выполнена наклонной и образует сужающийся канал, направ- ленный к зазору между пористым дном и вертикальной перегородкой.
.Щ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения порошкообразных материалов | 1980 |
|
SU891171A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ | 1990 |
|
SU1830754A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1971 |
|
SU305073A1 |
| Установка для нанесения полимерных покрытий | 1977 |
|
SU665949A1 |
| Устройство для нанесения полимерных покрытий | 1981 |
|
SU1002043A1 |
| Устройство для электростатического нанесения порошкообразных материалов | 1984 |
|
SU1212605A1 |
| Устройство для нанесения порошкообразных материалов | 1983 |
|
SU1110492A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ СНАРЯДА | 2023 |
|
RU2811263C1 |
| Устройство для нанесения порошкообразных материалов | 1985 |
|
SU1304900A2 |
Изобретение относится к области электротехники, в частности к процессам и оборудованию для создания на поверхности магнитопроводов электроизоляционных слоев и покрытий из порошковых композиций на основе полимеров, и может быть использовано на предприятиях электротехнической и др. отраслей промышленности. Цель изобретения - повышение равномерности толщины изоляции в пазах магнитопроводов и расширение технологических возможностей устройства. Способ изготовления изоляции на магнитопроводах с пазами включает электрическое заряжение частиц изоляционного материала и осаждают их на поверхность магнитопровода в электростатическом поле. В процессе осаждения частиц или после его окончания через пазы прокачивают псевдоожиженный порошкообразный материал расходом 0,05-3,4 г/с см2 площади паза, плотностью в псевдоожиженном состоянии 0,1-0,6 г/см3 в течение 10-180 с. Через пазы прокачивают материал, однородный с материалом изоляции, его электрически заряжают, а на магнитопровод накладывают вибрацию или ударное воздействие. Устройство для реализации способа содержит разделенные пористым дном, связанным с вибратором, камеру наддува и рабочий резервуар и размещенные в рабочем резервуаре вертикальную перегородку, устанавленную с зазором над пористым дном и делящую рабочий резервуар на секции, и зарядный электрод. Устройство снабжено закрепленной на пористом дне под вертикальной перегородкой наклонной пластиной или участок пористого дна выполнен с повышенным пневматическим сопротивлением. Один край этого участка расположен под вертикальной перегородкой, а на втором размещена дополнительная вертикальная перегородка. 2 с.и 4 з.п. ф-лы, 3 ил., 1 табл.
Фи. /
O TJC
.д
| Варденбург А.К., Пилипосян П.М | |||
| Электрическая напыленная изоляция | |||
| М.: Энергоатомиздат, 1984, с | |||
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
| Устройство для нанесения полимерныхпОКРыТий | 1979 |
|
SU845862A2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
