Известны нневматические устройства для контроля погрешностей формы. Они содержат кольно с шестью радиальпо расноло кенными соплами, дифференциальный датчик, с полостями которого через одно соединены сопла, и блок питания. Однако при больших допусках на диаметр устройство оказывается нечувствительным к малым отклонениям формы.
Известны также механические устройства для контроля одновременно нескольких ногрешностей формы, имеюш,ие угол призмы 90°.
Предлагаемое устройство отличается от нзвест1Пз1х тем, что кольцо вынолнено составным из двух половин, независимо базирующихся но новерхности проверяемой детали. Это устройство обеспечивает контроль малых отклонений формы при очепь широком допуске па диаметр. Кроме того, устройство отличается тем, что центральный угол между двумя из трех сонел, соедииенных с одной полостью датчика, принят отличным от 120°, нанрнмер равным 90°, а диаметры сопел, включаемых в одну полость датчика, различные, чтобы смещение детали относительно сонел не изменяло суммарного давления. Такое устройство позволяет одновременно контролировать несколько видов ногрешпостей формы.
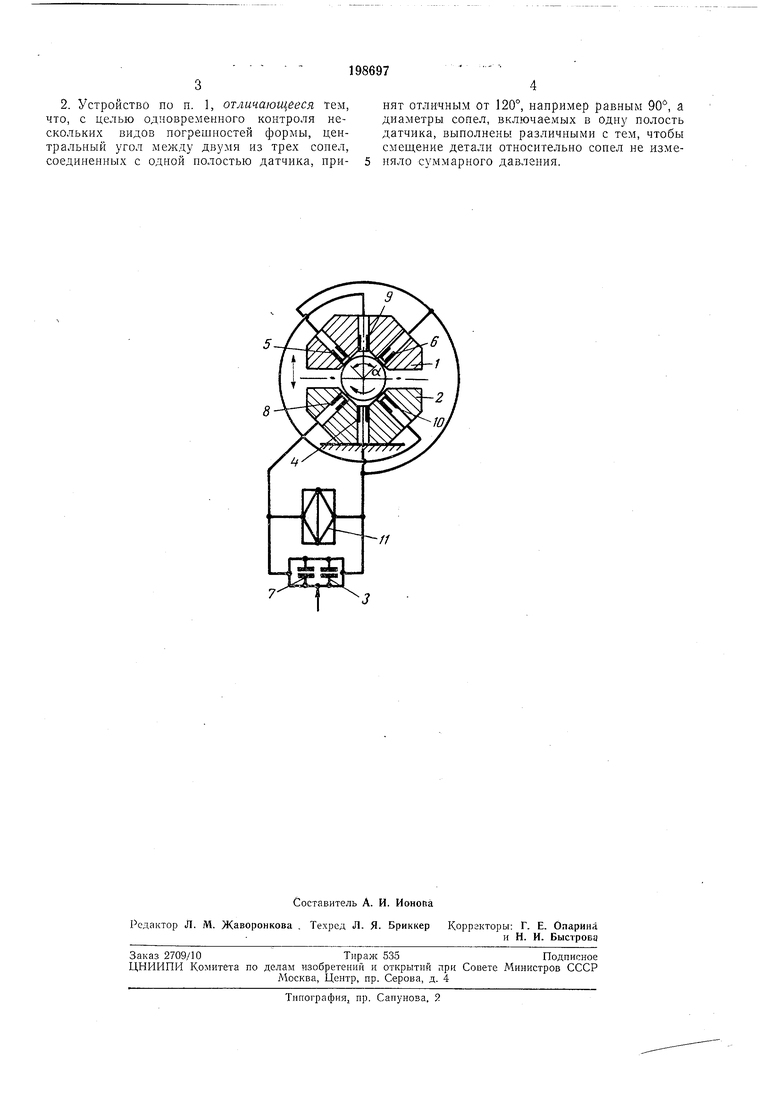
щихся по новерхности проверяемой детали (не показана). В каждой ноловнне кольна уста1 овлеио входное сопло 3 и три измерительных сопла 4, 5 и 6, составляющие одну дифференциальную ветвь; входное сопло 7 н три измернтельиых сонла 8, 9 н 10 образуют другую ветвь. Измерительные нолости каждой ветви сообщаются с диффереициаль)1ым датчиком П. Чтобы смещение детали относительно сонел не изменяло суммарного давления, сопла, включаемые в одну полость датч;чка, нмеют различные дна метры.
Для одновременного контроля деталей с трех- и нятнгранными нрофнлямн огранок на одной познннн центральный угол а между соплами 5 н 6 принят отличным от 120-, например равным 90°.
Предмет изобретения
1. Пневматическое устройство для контроля погрешностей формы, содержащее кольцо с шестью радиально расположенными сонлами, дифференциальный датчик, с нолостями которого через одно соединены сонла, и блок питания, отличающееся тем, что, с целью обеспечения контроля малых отклонений формы при очень шнроком допуске на диаметр, кольцо вынолнено составным из двух половин, независимо базирующихся но поверхности проверяемой детали.
2. Устройство по п. 1, отличающееся тем, что, с целью одновременного контроля нескольких видов погрешностей формы, центральный угол между двумя из трех сопел, соединенных с одной полостью датчика, принят отличным от 120°, например равным 90, а диаметры сопел, включаемых в одну полость датчика, выполнены различными с тем, чтобы смещение детали относительно сопел не изменяло суммарного давления.