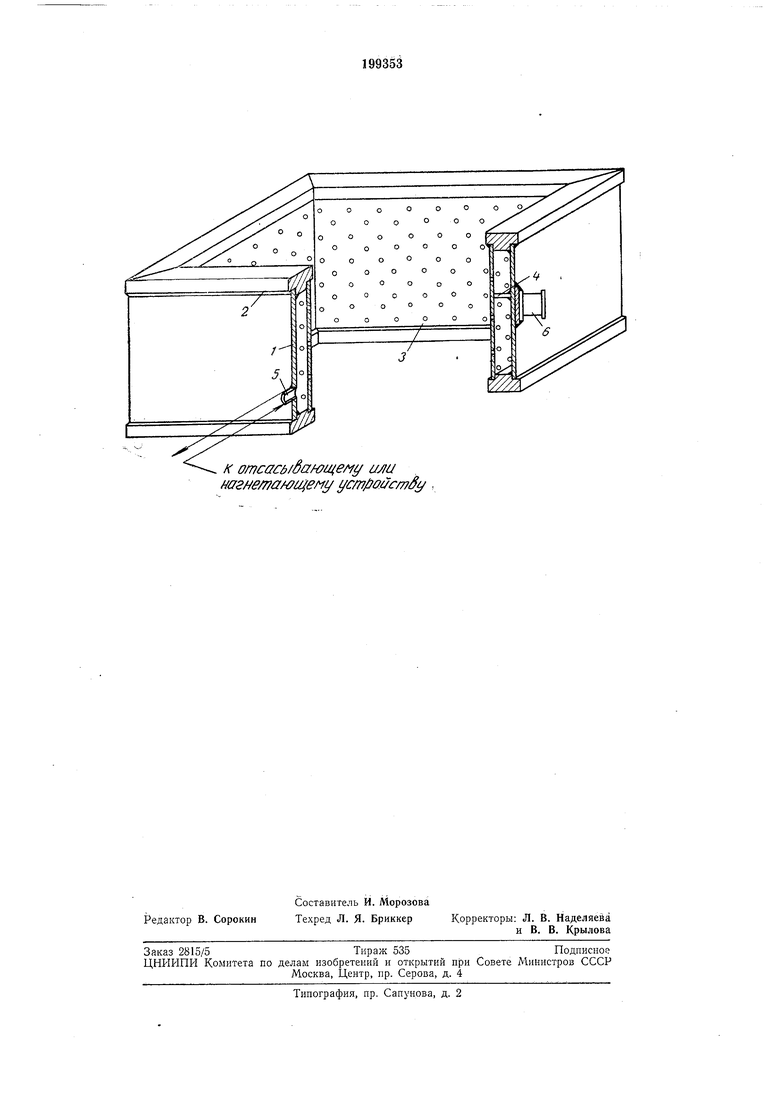
Известпы конструкции онок, стенки которы.ч выполнены двойпымн полыми. Предлагаемая опока (опочиая оспастка) отличается тем, что с целью интенсификации и регулирования процессов, протекающих в литейных формах, в период сушки (твердепия), заливки металлОлЛ, затвердевапия н охлаждения отливки, внутреннюю стенку опоки . выполняют перфорироваппой. На чертеже изображена описываемая опока, общнй вид. Сплошная внешняя степка / опоки из листовой стали но всему периметру приваривается к центральному и боковому выступам балок 2 таврового сечепия, образующим верхний н кижннй флашды оноки. Более тонкая внутренняя стенка 3 опокн из листовой стали с отверстиями диаметром нрн мерно 1.5-2,0 мм, расположенными по плоскости стенки в ишхматпом порядке, приваривается изнутри к боковым , выстуиам балок 2. Образованная ири этом между внешней / и внутренней 3 стеиками оиоки полость сверху н снизу запирается центральными выстунами балок 2, одиовременно фиксирующими ширину иолости. В случае иеобходимости, при зиачитсльг ых размерах опоки для предотвращения распора фор.ы вследствие прогиба впутренней стенки 3, при набивке формы н ее занолнетпп металлом, расстояние между стеиками может доиолнктельио фиксироваться Биутре пшми прерыпкстыми ребрами или упорами 4, иривареипыми к одиой из стеиок оиокн. Благодаря отверстиям внутренней стенкн 3 полость оноки сообн 1,ается с толщей формы. Для сообщения иолости с иомощью шланга с отсасываюнигм или нагнетающим устро11ством на виешиеГ стенке 1 нмеетея щтуцер 5. Внешняя стенка является основной несущей стенкой опоки; к ней нрнвариваются цанфы 7, необходимые д. траиснортировки и кантовки оиоки. П р е д Л1 е т изобретения Оиока (оиочная оснастка) с двойными стеиками, образуюндими закрытую полость, отличаю111аяся тем, что, с целью ннтенсифнкацни и регулироваиия процессов, протекающих в литейной форме, в период сущки (твердения), згливки металлом, затвердевания и охлаждення отливки, виутреиияя стенка оноки выполнена перфорироваииой.
К отсасд/вающе/i шгне/7 а ще/ 1/ i/cmftoi/cmSi/,
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для измерения усадки металлов | 1936 |
|
SU51155A1 |
| Литейная форма для получения отливок | 1978 |
|
SU827245A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПО ГАЗИФИЦИРУЕМЫМ Л\ОДЕЛЯМ | 1972 |
|
SU325081A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| Устройство для получения отливок в магнитных литейных формах | 1974 |
|
SU526438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2670103C2 |
| Оснастка | 1976 |
|
SU582886A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОТЛИВОК В ЛИТЕЙНОЙ ФОРМЕ | 1968 |
|
SU212701A1 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620835C2 |