Р1звестны способы контактной стыковой сварки с применением промежуточной вставки, помендаемой в зону стыка при нагреве и удаляемой из этой зоны перед осадкой. Однако эти способы не предназначены для сварки разнородных металлов, между тем как различие в физико-механических свойствах большинства пар металлов затрудняет получение однородной деформации в зоне сварки. Эти трудности преодолевают в основном двумя способами: иеодинаковым нагревом свариваемых деталей; неодинаковыми условиями деформации при осадке свариваемых деталей (различные припуски на осадку, различные геометрические размеры соединяемых концов, различные зажимные устройства, формирующие сварное соединение и т. п.). Тем не менее преимущества контактного метода нагрева вынуждают искать пути применения этого способа к нагреву деталей из разнородных металлов.
Пред.гагаемый способ отличается от известных тем, что вставку из биметалла устанавливают таким образом, что к свариваемой детали, обладающей более высокой температурой плавления, примыкает та часть вставки, материал которой обладает меньшей электропроводностью и температурой плавления не ниже температуры плавления свариваемой детали. Этот способ иовыщает качество сварного соединения при езарке разнородных металлов, а свариваемые детали нагреваются до различных температур. Кроме того, часть вставки., примыкающую к менее тугоплавкой дета.п оллаждают проточной водой.
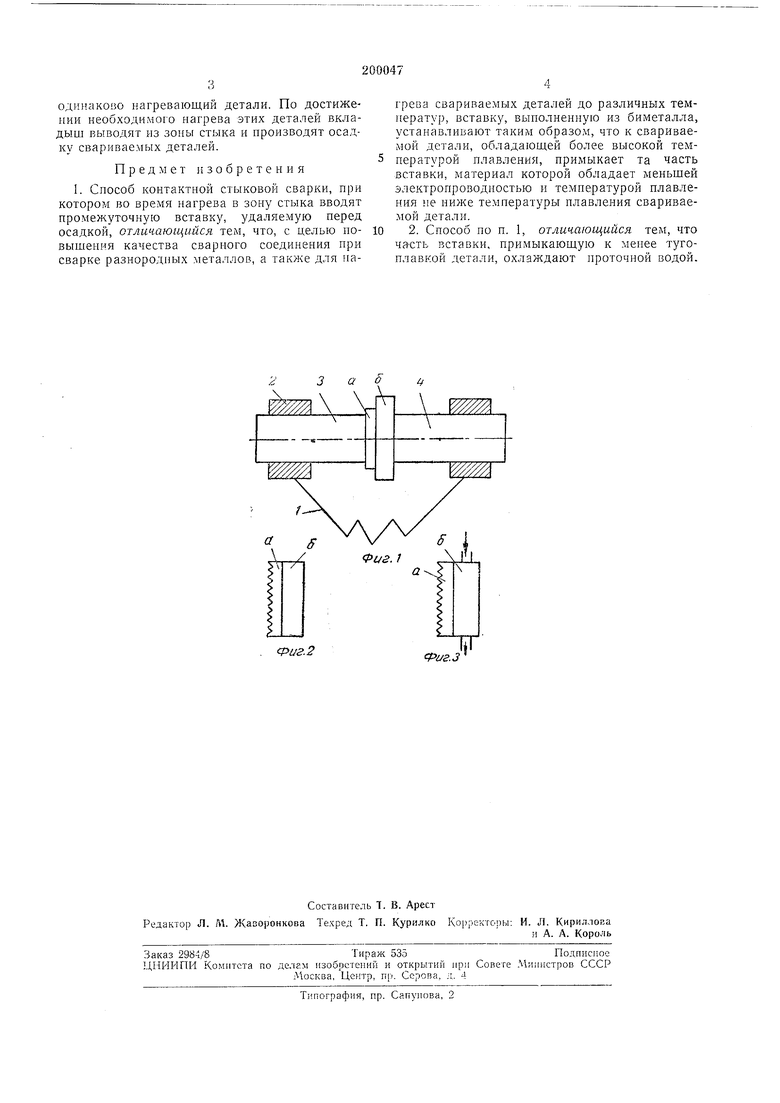
На фиг. 1 показана схема сварки с применением вставки из двух разнородных металлов; на фиг. 2 - вставка, имеюп ая со стороны более тугоплавкой детали ухудшенный контакт в виде насечки; на фиг. 3 - вставка с водоохлаждаемым элементом со стороны менее тугоплавкой детали.
Схема сварки включает в себя источник питаиия }, токоподводы 2, свариваемую деталь 3 из более тугоплавкого металла, часть вставки а КЗ металла с температурой плавления, равной температуре плавления или больше ее для более тугоплавкого мeтaЛv a, часть вставки б с большей электро- и теплопроводностью, менее тугоплавкую деталь 4.
Требуемый неодинаковый нагрев деталей . и -4 достигается соответствующим выбором формы и размеров части вставки б. Части вставки (2 и б соединяются между собой одним из Jмeтoдoв, обеснечивающих надежную электропроводность в зоне контакта.
Для нагрева под прессовую сварку деталей из разнородных металлов между ними вводят вставку. Затем от источника питания через токоподводы пропускают электрический ток, неодинаково нагревающий детали. По достижении необходимого нагрева этих деталей вкладыш выводят из зоны стыка и ироизводят осадку свариваемых деталей.
Предмет изобретения
1. Снособ контактной стыковой сварки, при котором во время нагрева в зону стыка вводят промежуточную вставку, удаляемую перед осадкой, отличающийся тем, что, с целью новышения качества сварного соединения нри сварке разнородных металлов, а также для нагрева свариваемых деталей до различных температур, вставку, выполненную из биметалла, устанавливают таким образом, что к свариваемой детали, обладающей более высокой температурой плавления, примыкает та часть вставки, материал которой обладает меньщей электропроводностью и температурой плавления не ниже температуры плавления свариваемой детали.
2. Способ по п. 1, отличающийся тем, что чаСть вставки, примыкающую к меиее тугоплавкой детали, охлал дают проточной водой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2188106C2 |
| Способ электронно-лучевой сварки деталей круглого сечения | 1987 |
|
SU1433691A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU197793A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
| Способ сварки металлов давлением | 1979 |
|
SU833392A1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1764889A1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1611634A1 |
Фиг. 2
.3
