При контактной стыковой сварке разнородиых металлов возникает целый ряд трудностей, связанных с различием физико-химических свойств металлов, что усложняет, а часто н исключает получение требуемых для сваркн деформаций при осадке.
Предлагаемый способ позволяет осуществить коитактную стыковую сварку разнородных металлов, несмотря на большое различие в их свойствах, и обеспечить высокое качество сварных соединений.
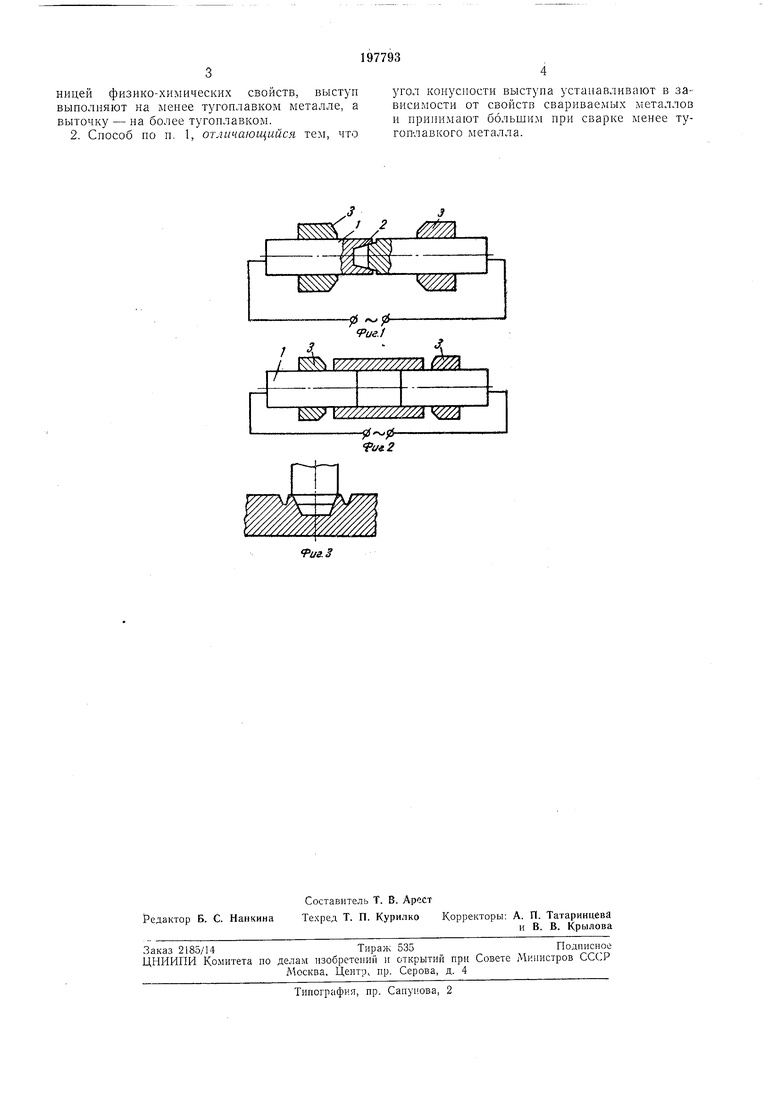
Предлагаемый способ отличается от известных тем, что при специальной подготовке свариваемых торцов, заключающейся, как и в известном снособе, в выполнении конического выстуиа на одном из JH-IX и конической выточки на другом, выступ выполпяют на менее тугоплавком металле, а выточку - на более, тугоплавком. При этом конусность выступа и выточки можно регулировать в зависимости от физико-химических и механических свойств свариваемых материалов.
Па фиг. 1, 2 и 3 представлены схемы выполнения контактной сварки по предлагаемому способу, где: и 2 - свариваемые детали (/-деталь из более тугоплавкого металла, 2-деталь из менее тугоп..1аБкого); 3 - зажимное приспособление.
ветствующую ему коническую выточку детали /, а затем осуществляют предварительное сжатие деталей 1 и 2 для прекращения доступа воздуха к сварпваемым поверхностям. Геометрические размеры выступов и выточек зависят от диаметра деталей и свойств свариваемых металлов.
Затем через предварительно сжатые детали пропускают электрический ток , причем
во время нагревания свариваемые поверхности практически не окисляются. После достижения необходимого нагрева производят осадку под током или без тока.
Предлагаемым способом можно сваривать
большое количество пар металлов, например нержавеющую ста;1ь с алюмишюм и его сплавами, другие сорта сталей с алюмииием и его сплавами, стали с медью и се сплавами, углеродистую сталь с быстрорежущей, а также другие сочетания.
П р е д мет и з о б р е т е н н я
1. Способ контактной стыковой сварки
разнородных металлов, нрп котором на одном
свариваемом торце вынолияют конический
выстун, а на другом - коническую выточку,
ницей физико-химических свойств, выступ выполияют на менее тугоплавком металле, а выточку - на более тугоплавком. 2. Способ по п. 1, отличающийся тем, что
угол конусности выступа устанавливают в зависимости от свойств свариваемых металлов и принимают большим при сварке менее тугоплавкого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ СОПРОТИВЛЕНИЕМ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2000 |
|
RU2188106C2 |
| Способ контактной стыковой сварки деталей из разнородных металлов | 1979 |
|
SU785002A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU200047A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ В ВИДЕ ПИЛА | 2023 |
|
RU2809060C1 |
| Способ контактной стыковой сварки сопротивлением | 1988 |
|
SU1738539A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ В ВИДЕ ЗАМКА ДЛЯ РАЗНОРОДНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2021 |
|
RU2777098C1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ТОРЦОВ РАЗНОРОДНЫХ СОЕДИНЕНИЙ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2018 |
|
RU2720018C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2009 |
|
RU2415739C2 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
А
I. К Y/77/7/777/ Л
