Известно, что восстановление изношенных участков деталей может производиться посредством их автоматической наплавки лежачим электродом. Если на поверхности одной детали находятся несколько изношенных участков и глубина износа различна, то наплавку приходится производить многократно, начиная с наименее изношенного участка, что достаточно трудоемко. Кроме того, для повышения износостойкости наплавленного металла необходимо этот металл легировать специальными элементами, что в ряде случаев требует дополнительной операции по наплавке.
Для повышения производительности указанных наплавочных работ предложен способ, заключаюш,ийся в том, что поверх электрода на каждом изношенном участке помещают металлическую планку, по толщине соответствующую износу, и дополнительно трубку эллиптического сечения, заполненную легирующим порощком. При наплавке одновременно плавятся лежачий электрод, металлическая плаика и трубка с легирующим порошком, в результате чего за одну онерацию наплавляются все изиошенные участки на всю глубину своего износа с одновременным легированием наплавленного металла на всех участках.
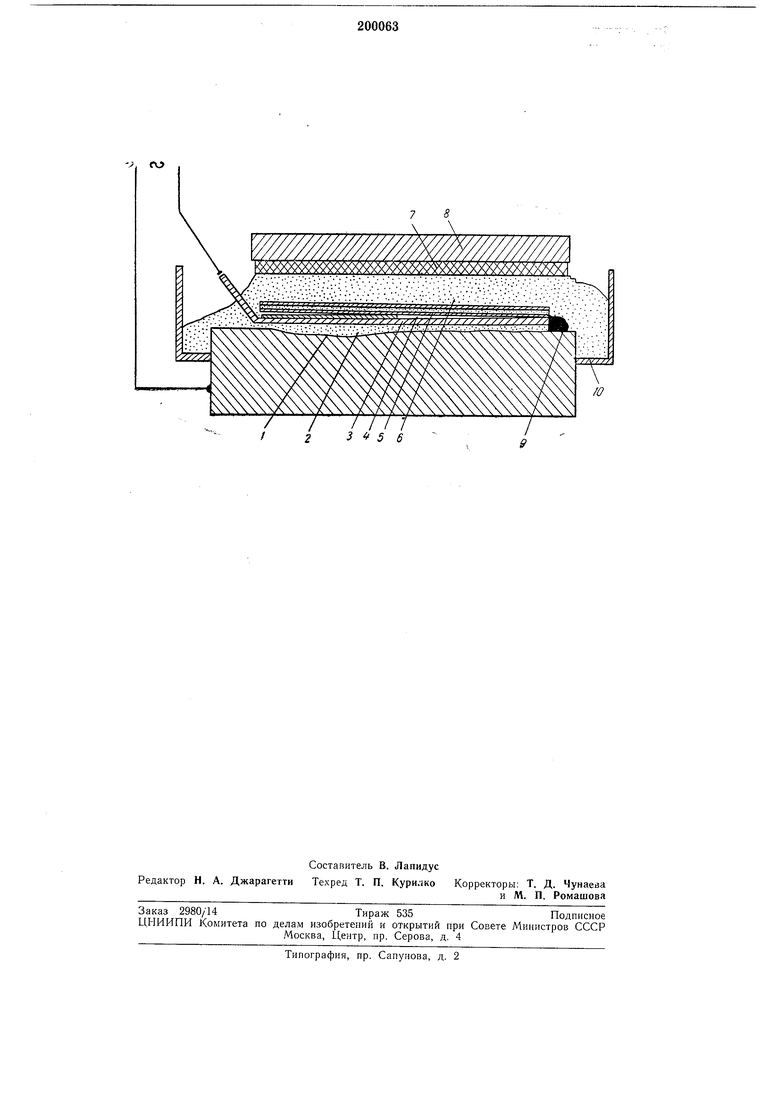
Описываемый способ поясняется чертежом, где изображены изношенная поверхность 1 детали, слой 2 флюса, электрод 3, планка 4, трубчатый присадочный материал 5, флюс 6, брусок 7 из графита, груз 8, электрическая
дуга 9 и флюсоудерживающее приспособление 10.
Предмет изобретения
Способ наплавки лежачим электродом изношенных участков деталей в нижнем положении, отличающийся тем, что, с целью повышения производительности и качества нанлавки посредством получения легированного наплавленного слоя с однородными свойствами на участках с различной глубиной износа, лежачий электрод расплавляют совместно с наложенными на него пластиной и трубчатой легируюшей присадкой. -X fO 77 I2 /111 
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПЛАВОЧНАЯ ГОЛОВКА | 2012 |
|
RU2494843C1 |
| Способ наплавки металла на поверхность металлических изделий по методу сварки лежачим электродом | 1955 |
|
SU110369A1 |
| Способ электродуговой наплавки | 1989 |
|
SU1697994A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2006 |
|
RU2346796C2 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ, ИМЕЮЩИХ СЛОЖНУЮ ПРОСТРАНСТВЕННУЮ ГЕОМЕТРИЮ ИЗНОСА | 2010 |
|
RU2443531C2 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ ПРИ ВОССТАНОВЛЕНИИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2205097C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |