Изобретение относится к сварочному производству и может быть использовано для наплавки узких поверхностей.
Цель изобретения - повышение качества и производительности наплавки.
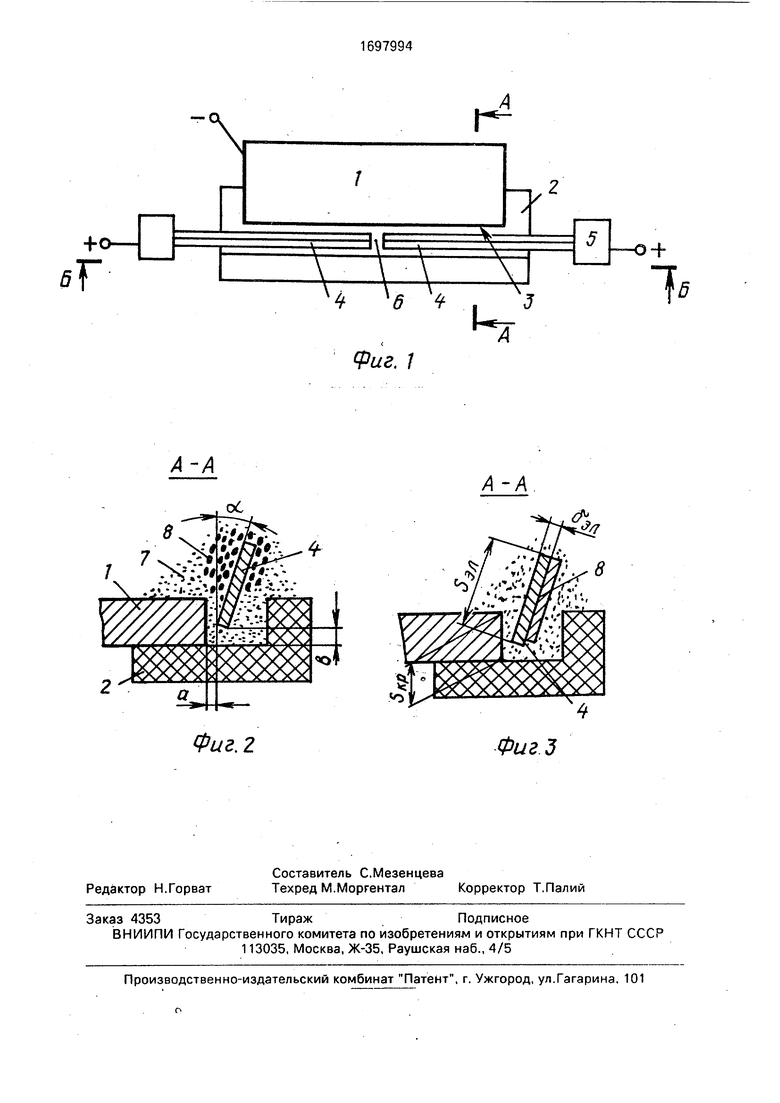
На фиг. 1 изображена схема наплавки; на фиг. 2 - разрез А-А на фиг. 1 (схема расположения электрода с металлической крупкой в качестве присадочного материала); на фиг. 3 - то же (схема расположения электрода с пластиной в качестве присадочного материала)
Наплавку узких поверхностей деталей производят лежачим электродом с применением формирующей подкладки. Лежачий электрод располагают вдоль наплавляемой поверхности под углом а к ней
а к Ч,+ 3 (1)
где К - коэффициент пропорциональности, равный 2-4 град/мм;
бэл -толщина электрода, мм; при этом ширину электрода определяют из соотношения
5эл(0,6-0.8Х5кР+15),(2)
где Зкр - ширина обрабатываемой поверхности, мм,
о
V
ь
а место расположения электрода определяют из соотношения:
a(Q,4-0,6)(2(V9 ),(3)
b а + 0,3 5Эл 5(4)
где а - наименьшее расстояние электрода от поверхности, мм,
b - наименьшее расстояние электрода от формирующей подкладки, мм.
Повышение качества достигают за счет расположения электрода под углом к наплавляемой поверхности и на определенном расстоянии от нее и формирующей площадки, что обеспечивает равномерное проплавление по всей поверхности, так как дуга между электродом и наплавляемой поверхностью горит в средней части этой поверхности. Увеличения производительности достигают за счет обеспечения возможности оператору обслужить несколько г)остов при данном способе наплавки.
Способ осуществляют следующим образом.
Подлежащее наплавке изделие 1 устанавливают на формирующую подкладку 2 так, чтобы его наплавляемая поверхность 3 была расположена в вертикальной плоскости. Наплавка может выполняться одним или двумя пластинчатыми электродами 4.
Пластинчатые электроды 4 одним кон- цом закрепляют в электрододержателях 5, при этом широкую плоскость электрода 4 располагают под углом а к наплавляемой поверхности 3 изделия 1.
Геометрические параметры а Ал , а, Ь, Определяющие расположение электрода и его размер, определяют из уравнений 1 - 4.
Электроды 4 изолируют от изделия 1 и формирующей подложки 2 по всей длине, за исключением участка 6 в конце электродов 4, слоем сварочного флюса 7. Далее на сварочный флюс 7 по всей длине электрода 4, включая участок 6, укладывают дополнительный присадочный материал 8 в виде металлического порошка, крупки, прутков или пластин, все засыпают слоем сварочного флюса 7,
Для наибольшей эффективности использования тепла дуги количество дополнительного присадочного материала (Одп) берут от количества расплавляемой массы электродного материала (Сэл) в соотношении
. -1,0 -2,0(100 % -200.% )
К электрододержателям 5 и изделию 1 подключают тоководы. При включении источника питания возбуждается электрическая дуга между концами электродов 4 на участке 6 и изделием 1 благодаря отсутствию в этом месте сварочного флюса 7 и наличию дополнительного присадочного материала (порошкового металла). Сварка ведется в противоположных направлениях от участка 6 в сторону электрододержателей 5. При небольшой длине наплавляемой поверхности используют один электрод, В этом случае свободный конец электрода 4 замыкают присадочным материалом (в виде металлического порошка, крупки) с изделием 1. Ширина электрода 4 (53л) берется больше ширины наплавляемой поверхности 3 (5кр) с тем, чтобы обеспечить контакт (соприкосновение) дополнительного присадочного материала 8 с поверхностью электрода 4 и в то же время исключить замыкание его с изделием 1.
Расположение пластинчатого электрода 4 под углом к наплавляемой поверхности
3изделия 1 вызывает горение дуги между электродом 4 и наплавляемой поверхностью 3 в средней части последней, что обеспечивает равномерное проплавление по всей наплавляемой поверхности 3. Этого не происходит в случае параллельного расположения пластинчатого (ленточного) электрода относительно плоскости наплавляемой поверхности 3.
При увеличении угла наклона электрода
4верхняя часть электрода 4 удаляется от наплавляемой поверхности 3 и активное пятно дуги больше локализуется в нижней части электрода 4. При этом уменьшается величина сварочного тока при всех прочих равных периметрах наплавки и глубина про- плавления верхней части кромки. Уменьшение глубины проплавления изделия 1 снижает разбавление наплавленного металла основным металлом.
Расстояния а и b (b всегда больше а) от изделия 1 и формирующей подкладки 2 обеспечивает проплавление нижней части Наплавленной поверхности 3 и исключает возможность горения дуги между электродом 4 и формирующей подкладкой 2.
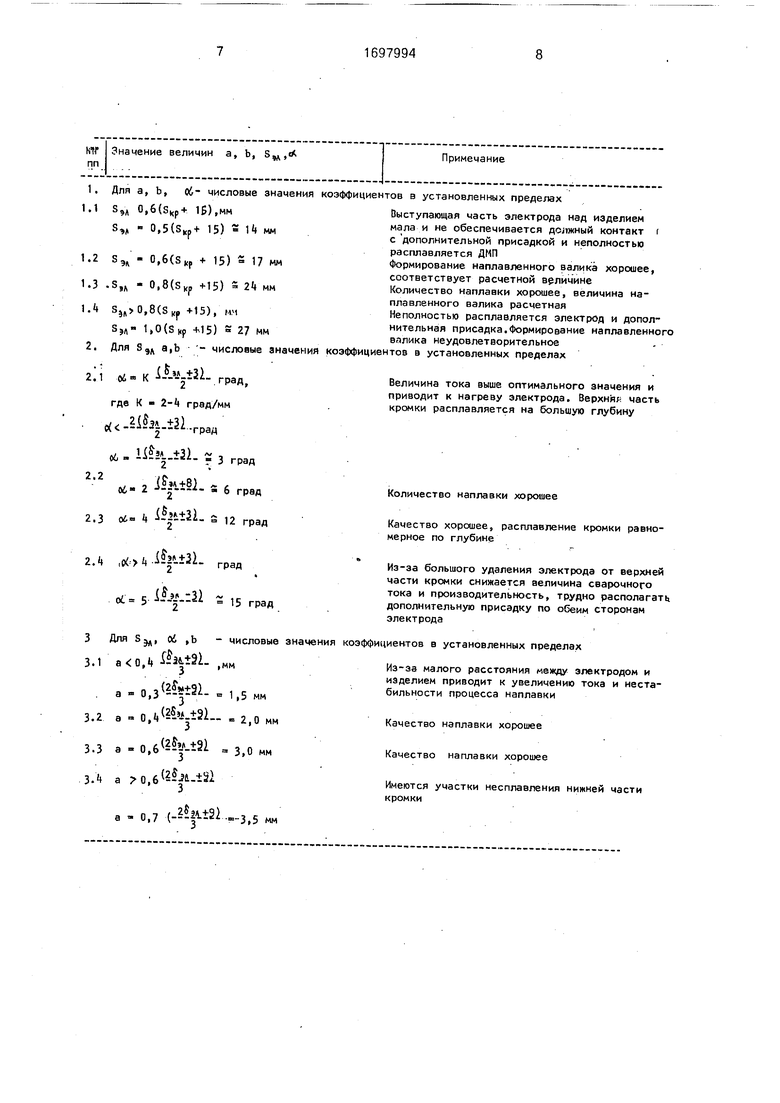
Экспериментально в лабораторных условиях установлены предельные значений числовых коэффициентов зависимостей, определяющих величины угла а ширины 5Эл., расстояний а, и Ь, при которых обеспечивается стабильность процесса наплавки, наибольшая производительность, высокое качество наплавки и минимальный расход электроэнергии (см. таблицу).
Если 5Эл. 0,6(5кр + 15), выступающая часть электрода над изделием мало контактирует с дополнительным присадочным материалом, что приводит к неполному
расплавлению дополнительного припадочного материала.
Если Зэл 0,8(3к + 15), происходит неполное расплавление электрода и дополнительного присадочного материала.
Q10
Еслиа 2/- плоскость электрода больше приближается к наплавляемой поверхности. Это приводит к увеличению сварочного тока, большему проплавлению верхних участков наплавляемого торца детали, нерациональным потерям тепла дуги на излишнее расплавление основного металла.
„- 5Э„ +3
Если а , плоскость электрода значительно удаляется от наплавляемой плоскости, дуга локализуется и горит в основном в нижней части кромки изделия, что приводит к существенному уменьшению сварочного тока, снижению производительности наплавки и несплавлениям наплавленного валика с изделием.
При ,4 (2 5эл+9) необеспечи-
вается стабильность процесса наплавки: неустойчиво горит дуга, что приводит к значительным колебаниям тока в напряжение.
При а 0,6 (2 + 9 ) снижение
сварочного тока приводит не только к уменьшению производительности, но и несплавлениям в нижней части наплавляемой кромки.
При b а + 0,3 5ЭЛ происходит горение дуги между электродом и подложкой, приводящее к выходу из строя последней, а при b а + 0,3 дэп электрод удаляется от нижней кромки наплавляемой поверхности на такое расстояние, при котором она не проплавляется и образуются несплавления.
Примеры выполнения наплавки торцовой поверхности для различных значений «,5эл, а, Ь.
Выполнялись наплавки торцовой поверхности пластин из стали Ст.З толщиной 10 мм, длина наплавляемой кромки 300 мм, высота наплавки 15 мм. Электроды из Ст. 3. Дополнительная присадка - крупка,рублен- ная из сварочной проволоки Св-08Г2С диаметром 1,2 мм, флюс АН-348А.
С учетом площади сечения наплавленного валика (FH 150 мм ) и выбора рационального количества дополнительного
присадочного материала площадь сечения электрода (Рэ) должна быть Рэ 80-50 мм2.
Исходя из условия, что Зэл (0,6 - 0,8)(3кр + 15), выбирают толщину электрода дэп 3,0 мм.
Результаты экспериментов представлены в таблице.
Пример наплавки изделия. Наплавляли грунтозацеп башмака гусеничного трактора Т-130. Высота износа 15 мм, ширина наплавляемой кромки 12 мм, площадь сечения . наплавки 160 мм . Башмак устанавливали так, чтобы грунтозацеп располагался на грузовой подложке.
Электроды из стали Ст. 3 шириной Зэл 25 мм, толщиной (Зэл 3,0 мм. Два электрода выставляли относительно наплавляемой поверхности на расстоянии а 2,5 - 3,0 мм (от наплавляемой кромки), b 4,0 (от подложки) и угол а. 15°, а затем их закрепляли в электрододержателях. На подложку вдоль электродов насыпали небольшой слой сварочного флюса, а вдоль электродов была уложена (насыпана) дополнительная присадка - крупка рубленая. Качество наплавки хорошее.
Способ позволяет получать качественные изделия с высокой производительностью процесса.
Формула изобретения
Способ электродуговой наплавки узких поверхностей изделия, при котором наплавку ведут ленточным электродом с формирующей подкладкой, отличающийся тем, что, с целью повышения качества и производительности наплавки, электрод устанавливают неподвижно вдоль наплавляемой поверхности под углом а к ней, определяемым из выражения а К
„ 4л + 3
где Ккоэффициент пропорциональности, равный 2-4 град/мм, дэп -толщина электрода, мм, ширину электрода определяют в соответствии с выражением
Зэл (0,6- 0,8XSKp + 15), мм, где 3Кр - ширина наплавляемой поверхности, мм.
при этом наименьшее расстояние электрода от наплавляемой поверхности выбирают из условия
24л+9
а (0,4 -0,6)
- ,мм,
55
а наименьшее расстояние электрода от подкладки b определяют как b a + 0,3 5Эл,мм.
wr
пп
Значение величин a, b, S,Примечание

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| Способ широкослойной наплавки | 1987 |
|
SU1555077A1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ дуговой сварки | 1986 |
|
SU1470476A1 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ | 2003 |
|
RU2243867C1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ КОРОНОК ЗУБЬЕВ ЗЕМЛЕРОЙНЫХ МАШИН | 2003 |
|
RU2243868C1 |
Изобретение относится к сварке и может быть использовано при электродуговой наплавке лежачим электродом для восстановления узких изношенных поверхностей. Цель изобретения - повышение качества и производительности наплавки. Наплавку узких поверхностей деталей выполняют лежачим электродом с применением формиру- ющей подкладки, лежачий электрод располагают вдоль наплавляемой поверхности, устанавливая угол между поверхностью и широкой плоскостью электрода равным а (0,6 - 0,8 )К( бэл + 3)/2, где К - коэффициент пропорциональности, равный 2-4 град/мм; дэп-толщина электрода, мм. Ширину электрода определяют как 5Эл (0,6 - 0,8)(SKp + 15) . где Зкр - ширина обрабатываемой поверхности, мм. Место расположения электрода определяют из сооотношений а (0,4 - 0,6) -(2 бэл + 9)/3, Ь а + 0,3 5эл , где а - наименьшее расстояние электрода от поверхности, мм; b - наименьшее расстояние электрода от подкладки. При наплавке длинных поверхностей используют два лежачих электрода, i при малой длине поверхности - один элект- род. В качестве дополнительного присадочного материала используют металлическую : крупку или пластину, 1 табл , 3 ил С/ с
2 -rPa«
о т п etc j. ic} iii u.мала и не обеспечивается должный контакт г
D 4U P HO T tjfIT
ЭЛ Тс дополнительной присадкой и неполностью
расплавляется ДМП
соответствует расчетной величине
Ьалв IbUlbbn Эу а t-l MM
л г вплика неудовлетворительное
приводит к нагреву электрода. Верхняя часть где К 2-1) град/ммкромки расплавляется на большую глубину
.1Ц.й1,
. з град
л л
Oi 2 6 градКоличество наплавки хорошее
%части кромки снижается величина сварочного
/Ј ,тока и производительность, трудно располагать.
oi 5 --Ј- 15 граддополнительную присадку по обеим сторонам
электрода
3 Для S, oi ,b - числовые значения коэффициентов в установленных пределах
изделием приводит к увеличению тока и неста- - -() , сбильности процесса наплавки
а я w, } ш t-2 MM
кромки
а- 0,7 (-г$М.±21..-з,5мм
бТ
А-А
Фиг. 2
hr
Фиг. /
А-А
ФигЗ
| Способ электродуговой наплавки поверхностей кромок | 1974 |
|
SU556909A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
